Skip to content
Skip to content You may have seen tablets in different shapes, oval, round, capsule-shaped, or sometimes embossed with a company logo. But have you ever wondered how these shapes are made?

In industrial pharmacy, this process relies on tablet tooling. It consists of two essential components: punches and dies, which determine the size, shape, and markings of the tablet. Without the right tooling, it’s impossible to ensure consistent quality, prevent defects, or scale production to millions of tablets.
That’s why understanding tablet tooling is so essential. And in this guide, we’ll break down tablet tooling in industrial pharmacy step by step and make it simple for you to learn what it is, the components involved, and the standards you should know.
What Is Tablet Tooling in Industrial Pharmacy?
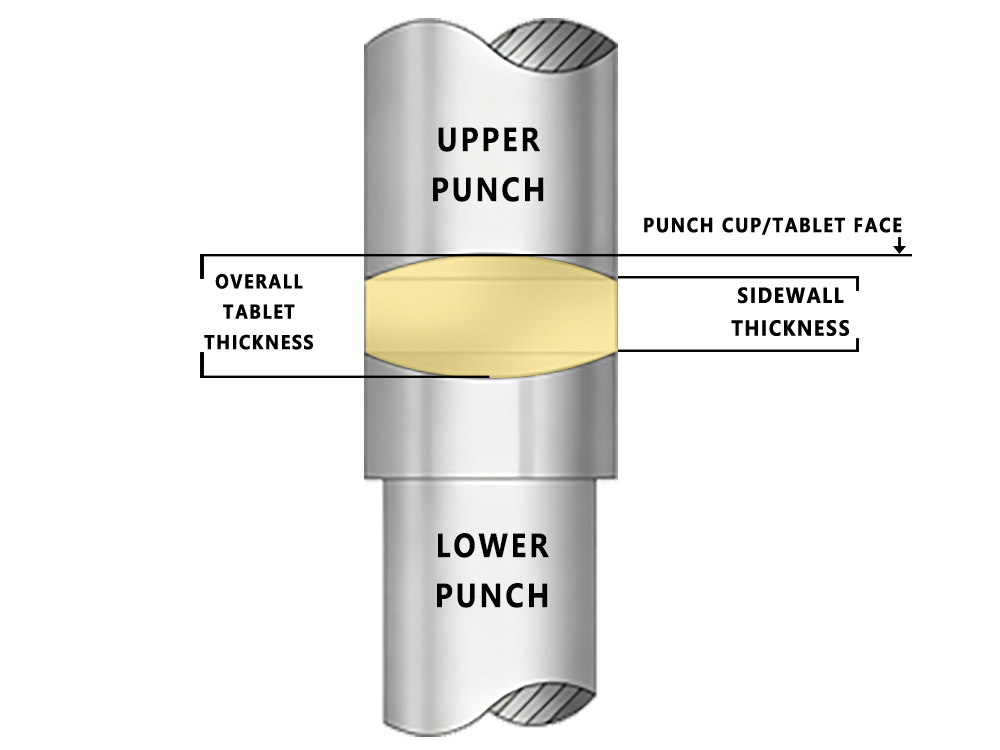
Tablet tooling, in simple terms, is the set of punches and dies used in a tablet press to form solid tablets from powders or granules. The punches are like metal rods that compress the powder into the die cavity and give the tablet its shape and thickness.
Insert this video:
The process works like this: the die acts as a mold by holding the powder in place while the upper and lower punches compress it. Once compressed, the lower punch ejects the newly formed tablet, ready for coating or packaging.
At first glance, it may seem like a simple process, but in reality, tablet tooling requires careful consideration. Everything from the punch and die design to material selection and tooling standards can impact tablet quality, consistency, and production performance.
If you don’t understand its key components and how they function together, it’s nearly impossible to select the right tooling or troubleshoot production issues.
Three Key Components of Tablet Tooling
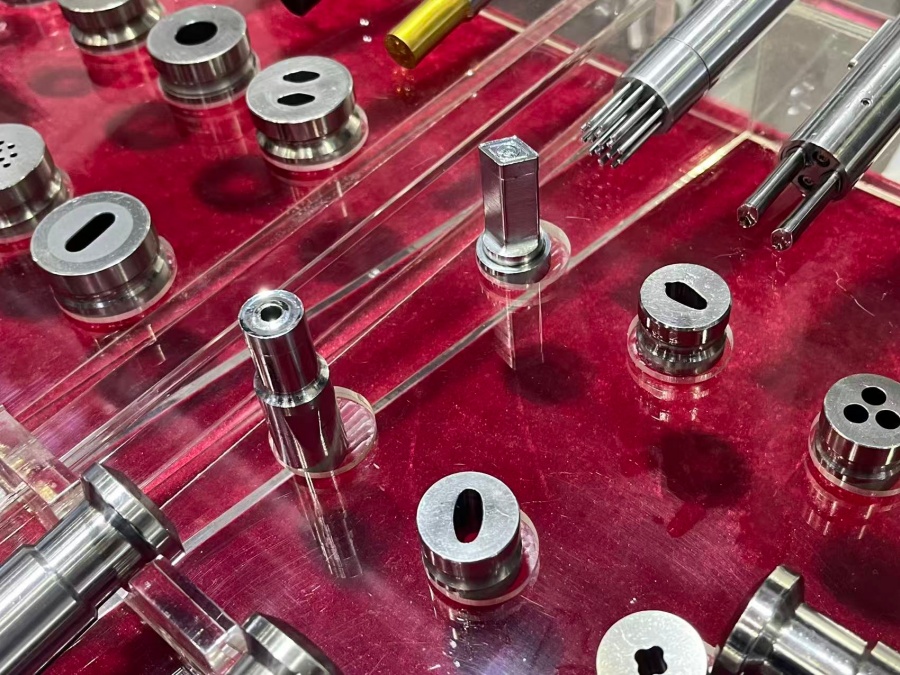
There are three main components of tablet tooling in industrial pharmacy; two of which are punches (upper and lower punches), and the third one is the die. Each plays a critical role in shaping pill size and ensuring consistent quality in industrial pharmacy production.

1. Upper Punches
The upper punch, as the name suggests, enters the die from above and compresses the powder. Once the compression is complete, it fully withdraws from the die cavity.

2. Lower Punches
Lower punches work in sync with the upper punches. When the upper punch compresses the powder, the lower punch supports the material from below and helps control the amount of powder in the die.

It also has several additional responsibilities. Unlike the upper punch, which withdraws completely after compression, the lower punch stays in position long enough to eject the finished tablet from the die cavity.
3. Die
The die is the hardened steel cavity where the tablet takes its final shape. It holds the powder in place while the upper and lower punches compress it. The inner bore and surface of the die determine the tablet’s size, shape, and profile, including any logos or scores.
Types of Tablet Tooling Used in Industry
Besides the components, it’s equally important to understand the different types of tablet tooling used in industrial pharmacy.

Tooling is not one-size-fits-all; it varies based on the size, shape, and production requirements of tablets. The most common categories are B tooling, D tooling, DB tooling, and BB tooling.
The main difference between these categories lies in their dimensions, capacity, and intended applications. For example, some tooling types are designed for producing small, standard-shaped tablets at high volumes, while others are better suited for larger tablets.
Here’s a comparison table that shows how the main tooling types differ in punch size, barrel diameter, and applications.
| Tooling Type | Punch Length (mm) | Barrel Diameter (mm) | Outer Die Diameter (mm) | Die Height (mm) | Applications/Used for Manufacturing |
| B | 133.60 | 19.0 | 30.15 | 22.22 | Smaller to medium-sized tablets |
| D | 133.60 | 25.4 | 38.10 | 23.82 | Larger tablets |
| BB | 133.60 | 19.0 | 24.0 | 22.22 | Mini-tablets |
| DB | 133.60 | 25.4 | 30.15 | 22.22 | Medium to large dense tablets |
Tablet Tooling Standards You Should Know
Tablet tooling also varies according to the standards pharmaceutical companies follow. These standards are the TSM (Tablet Specification Manual) and EU (European Union) standards. The latter are designed by the European Federation of Pharmaceutical Industries to maintain uniformity across European tablet production.
On the other hand, TSM standards were developed by the American Pharmaceutical Association to provide precise guidelines for U.S. manufacturers.
1. TSM (Tablet Specification Manual)
In the United States, tablet tooling is usually made according to the TSM standard, developed by the American Pharmacists Association. For “B” tooling, the head inside angle is 37°, and the overall head thickness is greater in both “B” and “D” types.
The total punch length for TSM tooling is about 0.010 inches shorter compared to EU punches, which makes them unique to presses designed specifically for this standard.
2. EU (European Union) Standards
The head inside angle for “B” punches, according to EU standards, is 30°. The punches follow a domed head profile, which helps distribute compression force more evenly. This reduces stress on the tooling and ensures smoother operation during high-volume tablet production.
Factors That Influence Tool Selection
Now that you understand the basics of tablet tooling, it’s important to look at the factors that industrial pharmacy experts consider before choosing the right punches and dies. With these factors in mind, you’ll know how you can select tooling that improves tablet quality without compromising production performance.
1. Tablet and Tool Design
The shape, thickness, embossing, score lines, and overall geometry of your tablet all influence tooling behavior. A tablet with logos or deep embossing may increase sticking or wear, so the tooling must be designed to minimize these risks.
You must align tooling design with tablet design from the start; tooling should support the final form without introducing defects.
2. Compression Force and Press Speed
Tooling has to withstand the mechanical forces of the tablet press. For a formulation that requires a high compression force, the punches and dies must be durable enough to resist deformation or breakage.
Excessive pressure can quickly damage the punch tip, which may lead to defects in the tablet and shorter tool life.
3. Tooling Materials
Material and coating are two of the most critical parameters in tablet tooling. The grade of steel used defines the punch’s overall strength, wear resistance, and ability to withstand abrasive formulations. Common options include D2, A2, S7, M4, M2, O1, PM M4, and CMP 10V.
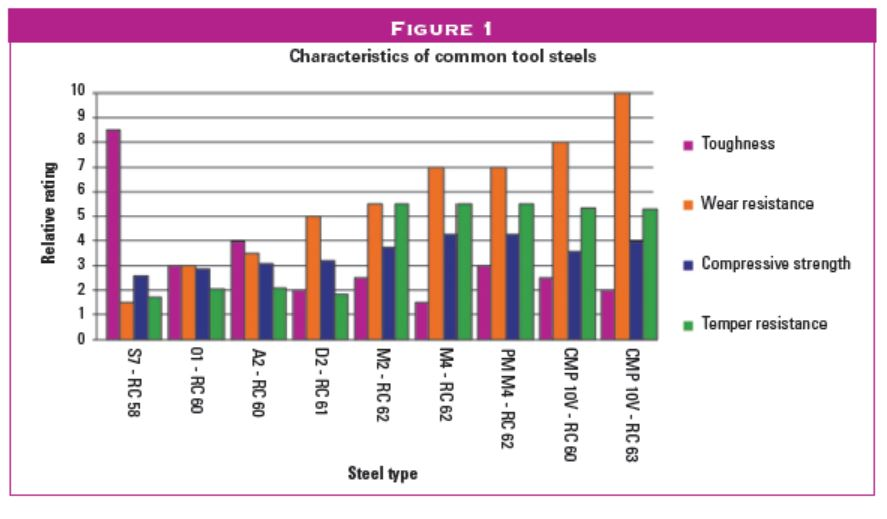
All of these steels have different properties; for instance, D2 provides excellent wear resistance, and A2 balances strength with machinability. You need to match the steel grade with your formulation and production demands to find the best options.
4. Tool Coating
A good coating does more than make tooling last longer; it directly impacts tablet quality. By reducing sticking and friction, coatings keep compression smooth and consistent.
Since all surfaces in contact with drug formulations are regulated under FDA 21 CFR 211.65, coatings must not react with or alter the product in any way. This rules out many industrial coatings and narrows the choice to those proven safe in pharmaceutical use. So you must carefully evaluate coatings with your tooling vendor before making a decision.
FAQs
1. What types of tablet tooling are commonly used in the industry?
Standard round, oblong, caplet, multi-tip, and custom-shaped punches are commonly used.
2. Can tablet tooling be customized?
Yes. Tooling can be custom-designed for logos, special shapes, or unique tablet formulations.
3. How often should tablet tooling be inspected?
Tooling should be inspected regularly, based on production volume and wear, to prevent defects and downtime.
Get More From Your Tooling With the Right Tablet Press
Understanding tablet tooling in industrial pharmacy is only half the story. Even the best tooling won’t deliver results if the tablet press machine itself can’t handle high-volume production and maintain consistent force.
That’s where a high-quality rotary tablet press machine makes the difference. At Finetech, we offer models designed for various tooling standards, including B, D, DB, BB, and BBS. You also get options that match your production scale, from small runs to millions of tablets.
Contact us to request a quote and discover the ideal machine for your specific needs.
Recommend Readings:
Standard Tablet Punch and Die Size Chart Explained.
Turret in Tablet Compression Machine.
What is a Rotary Tablet Press Machine? A Complete Guide.
How to Import Rotary Tablet Press Machine from China: Easy Guide.