 Skip to content
Skip to content Precision and efficiency are essential in the pharmaceutical packaging industry. This is primarily because 72% of customers agree that packaging design can influence their purchasing decisions. That’s where mechanical drives in the packing machinery come in! From blister packing to bottle filling, they provide motion to machine components, enabling high accuracy and precision.
Want to know more about the key mechanical drives in packing machinery? Let’s start!
What are Mechanical Drives in Packing Machinery?
Typically, mechanical drives are systems that transfer torque and power to different machine components. They are responsible for converting energy into different forms of motion, either linear or rotational.

In the pharmaceutical industry, these drives automate various packaging processes like filling, sealing, wrapping, and labeling.
The goal is to ensure the accurate and efficient packing of pharmaceutical products, thereby achieving higher customer satisfaction. Here’s an overview of the different types of mechanical drives:
Direct Mechanical Drives
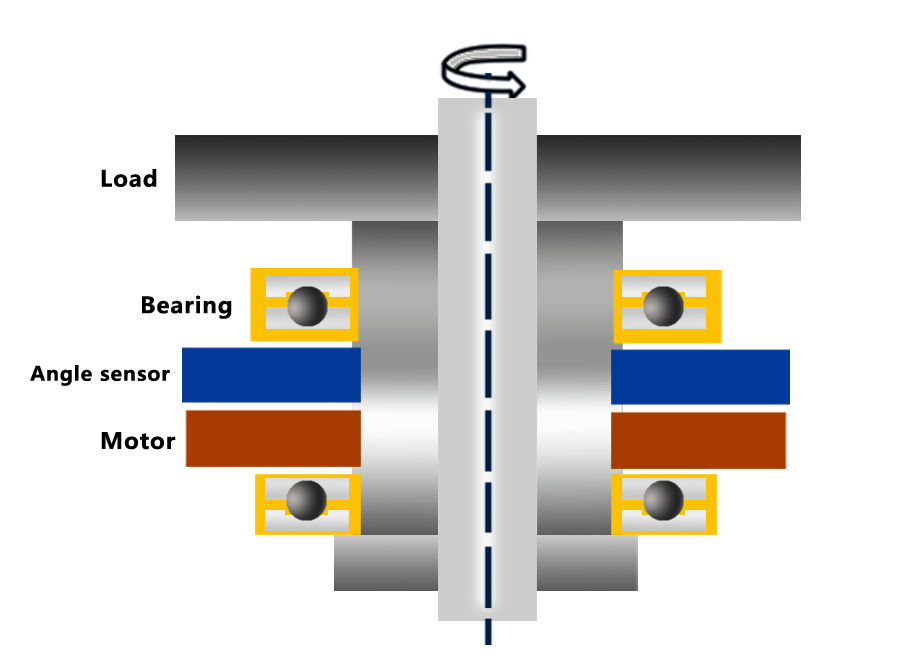
Direct mechanical drives, as the name implies, transfer motion directly from a motor to the driven machine without using intermediate components like gears or pulleys. They are known for their quiet operation, high precision, and reduced wear and tear.
Belt Drives
A belt is a loop of flexible material that rotates two or more rotating shafts mechanically. A belt drive utilizes flexible belts and pulleys to transfer rotational motion between shafts.
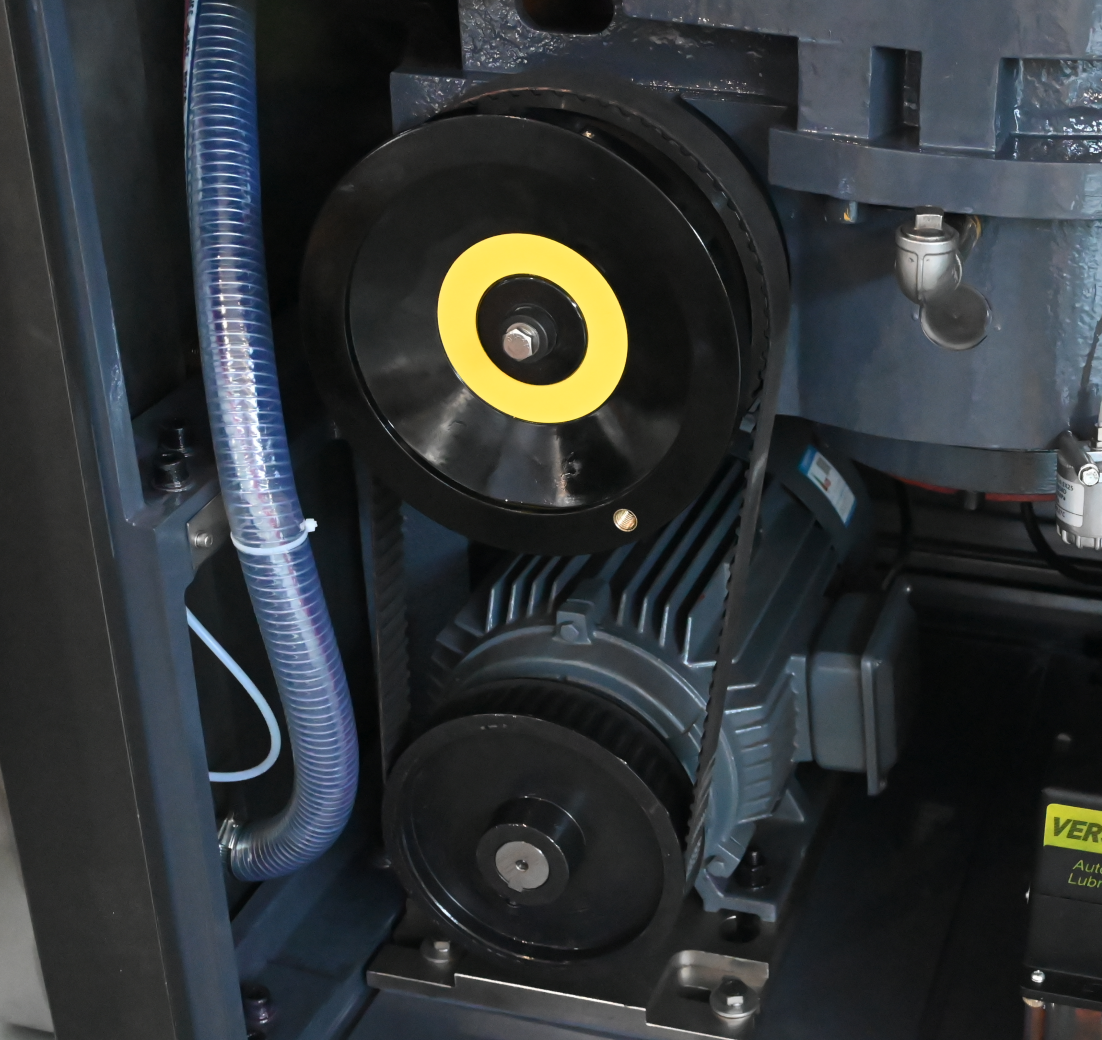
The speed is adjustable as you can switch to either up or down rotational motion by changing the size of the pulleys. Overall, these mechanical drives control the movement of materials within the packing process.
Gear Drives
Next, we have the gear drives, often referred to as gearboxes or gear trains. It’s a configuration of gears, shafts, and many other rotating components. Their main goal is to transfer power from a driving source, like a motor, to the machine being driven.
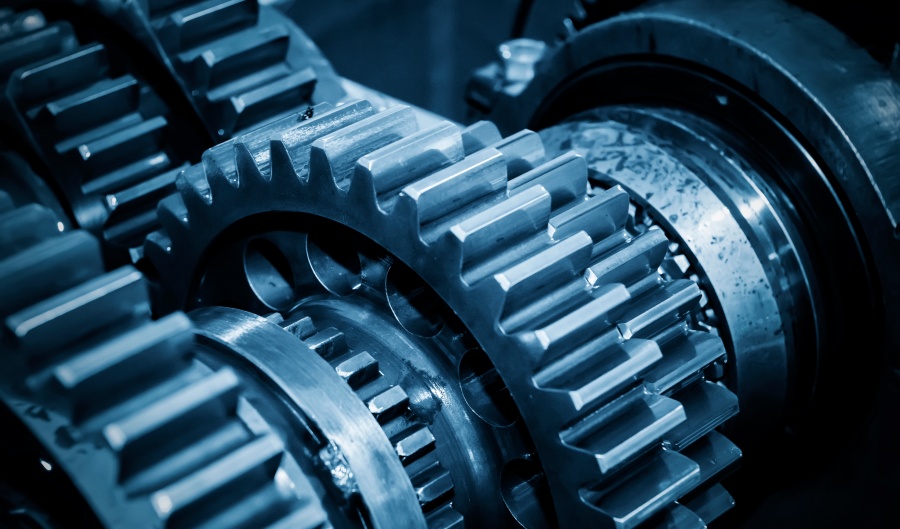
Other than that, they are also suitable to reduce the speed of the motor and change the direction of the rotating shafts. Some common types of gear mechanic drives for packing machinery include:
- Helical gear.
- Herringbone gear.
- Bevel gear.
- Hypoid gear.
Chain Drives
Chain drives are also among the common mechanical drives in packing machinery that transmit power and motion to move pharmaceutical items along a conveyor system. They are similar to belt drives but use sprockets and chains that mesh together, transferring mechanical energy in an efficient way. You’ll commonly see them as a part of various pharmaceutical filling, sealing, or labeling machines.

Key Mechanical Drive Systems in Packing Machinery
Now that you are aware of the different mechanical drives in packing machinery, let’s discuss the key mechanical systems involved in the packing process:
Pneumatic Cylinder Systems
Pneumatic cylinder systems are actually mechanical systems in the pharmaceutical packing machinery that produce force by utilizing compressed air. They consist of a piston, a piston rod, and a cylindrical body.

The working is simple: air is introduced into one end of the cylinder, increasing pressure inside. This moves the piston in a specific direction, and the movement is transferred by the piston rod to the object that needs motion.
Video Source: https://www.youtube.com/watch?v=R-OBtVCPjMc
These systems are ideal for applications where cleanliness is top priority. Here’s an overview of the different types of pneumatic cylinder systems:
- Double-acting Pneumatic Cylinders: In double-acting pneumatic cylinders, compressed air is alternately introduced on both ends of the cylinder. The piston and rod assembly then starts to move towards the chamber with low internal pressure, resulting in extension and retraction strokes. These systems are versatile, high-speed, and high-force, making them suitable for demanding industrial applications such as automated gate and valve control.
- Single-Acting Pneumatic Cylinders:In single-acting pneumatic cylinders, there’s a spring integrated with the cylinder’s rod to allow retraction after an extension stroke. Compressed air is introduced into one side of the cylinder, which displaces the piston, extends the rod, and compresses the spring. These systems have short strokes and are found in clamping and ejection as well as other packing equipment.
Pneumatic cylinder systems are mounted in packing machinery using methods such as centerline mounts, side mounts, and pivot mounts. These systems also must comply with ISO Standards, including ISO 8140, 8139, and 15552, among others. Some of their key advantages include:
- Simple design and operation.
- Budget-friendly.
- Works well in clean environments.
However, these mechanical drives in packing machinery systems also have several drawbacks, including lower precision and energy inefficiency.
Precision Cam Mechanisms

Precision cam mechanisms use a rotating cam to convert the rotary motion of a machine into the desired linear or oscillating motion. Due to their high precision and repeatability, they provide you with great control over your packing processes. These systems are part of machines, such as:
- Conveyor Systems: Cams can control the indexing of conveyors to ensure proper product alignment during packing processes.
- Sealing Machines: Raise and lower sealing heads at an accurate time so each blister or bottle is consistently packed.
These mechanical drives in packing machinery systems provide multiple benefits, including:
- Incredible accuracy and consistency make them suitable for applications that require tight tolerances and repeatable movements.
- Operate at high speed to ensure your production lines yield a high volume of products.
- It can be customized to provide a desired motion response tailored to your unique packaging needs.
FAQs
What is servo-driven packaging technology?
Servo-driven packaging technology uses servo motors and electronic motion controllers to control the movements of packing machines. It’s known for its flexibility, high speed, and accuracy.
What is the future of mechanical drives in automated pharmaceutical packaging?
The future of mechanical drives in automated pharmaceutical packaging might not be full replacement but refinement and hybridization. While there’ll be servo motors and robotics, gears, belts, and chains will still play a pivotal role in packing.
How do mechanical drives support compliance with GMP and regulatory standards?
Mechanical drives support compliance with GMP and regulatory standards through robust design, proper validation, and easy integration into quality management systems.
Conclusion
All in all, mechanical drives in packing machinery are helpful in streamlining most of your packing tasks. They are durable, flexible, and reduce your overall business downtime.




1 thought on “Mechanical Drives in Packing Machinery Application”
Extremely comprehensive guide to mechanical drives in pharmaceutical packaging machinery! Covers all types, working principles, and applications clearly.