 Skip to content
Skip to content The pharmaceutical industry is highly regulated, as even a minor inconsistency can lead to serious issues and public health concerns. That’s why adhering to proper equipment validation is a must. It ensures that the final product is high-quality and safe to consume. The common protocols in equipment validation include DQ (Design Qualification), IQ (Installation Qualification), OQ (Operational Qualification), and PQ (Performance Qualification). To learn more about DQ, IQ, OQ, and PQ in the pharmaceutical industry, keep reading.

What are DQ, IQ, OQ, and PQ in the Pharmaceutical Industry?
Typically, qualification is the act of documenting pharmaceutical equipment and ancillary systems to ensure they are fit for the intended use and perform as required. It involves multiple aspects, such as the equipment being installed correctly, operating as designed, and producing desired results. To give you detailed insights into DQ, IQ, OQ, and PQ, here’s a detailed explanation of each:
Design Qualification
Design qualification is the documented verification process that verifies whether the design of the equipment meets the required specifications. It’s typically the first stage of the equipment qualification process and serves as the foundation for later stages such as IQ, OQ, and PQ.

The goal of DQ is to ensure that the equipment meets regulatory and industry standards, such as those set by GMP or FDA. Here’s an overview of how DQ is performed:
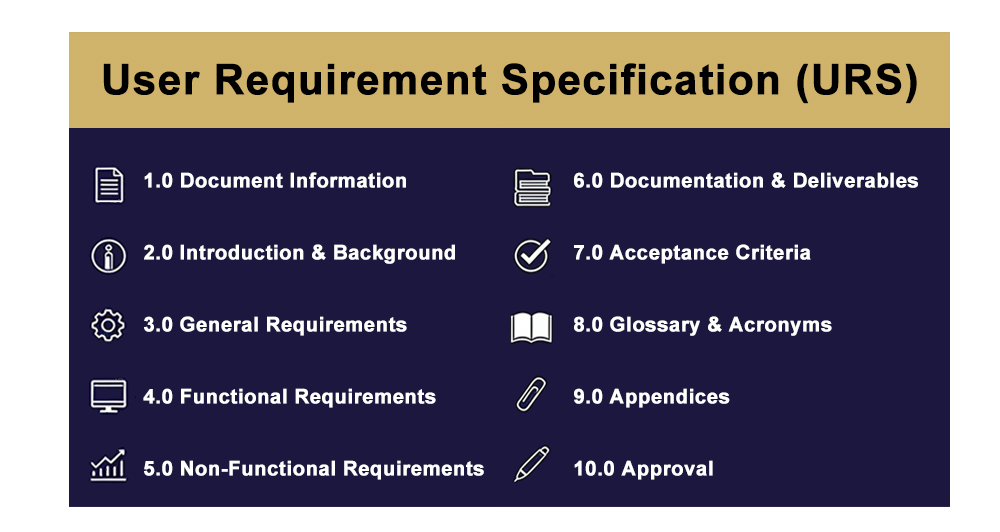
- User Requirements Specifications: Firstly, you need to create user requirements specifications (URS). It’s a document that outlines what the equipment is expected to do, the environmental conditions, and the safety and regulatory compliance needs.
- Supplier Evaluation and Selection: Then, you’ve to select an equipment manufacturer and supplier that can meet all such requirements. Read reviews or consult with other pharma partners to get a reliable one.
- Reviewing Equipment Design: Once you’ve gotten it, it’s time to review the equipment design and whether it meets the conditions set forth in the URS. Analyze the equipment from all aspects, including materials, dimensions, controls, and safety features, to make sure it’s appropriate for the intended use.
- Final Design Approval: Conduct a risk assessment to identify any potential issues with the equipment. Make necessary adjustments if needed and approve the final design.
Some challenges that you may come across during design qualification (DQ) include supplier constraints and excessive documentation.
When to Perform DQ: Design qualification is performed whenever you are purchasing new equipment for your pharmaceutical processes. It’s also useful if you are using existing equipment and instruments for new processes.
Installation Qualification (IQ)
Installation qualification, as its name implies, ensures that pharmaceutical equipment, instruments, and systems are installed correctly according to the manufacturer’s instructions. This way, all the important equipment continues to work efficiently, and your business doesn’t experience downtime. Here’s an overview of the key steps involved in installation qualification:

- Prepare IQ Protocol: You have to create a detailed installation qualification protocol. It should clarify what tests and experiments should be performed on the equipment. In addition, it needs to outline the scope, objectives, and acceptance criteria for the IQ processes. Most importantly, you should provide a description of each equipment, its installation processes, and important documentation.
- Verification of Equipment Installation: Document all important details of the equipment, such as the manufacturer’s details, serial number, and model number. Carefully analyze the installation site so it meets all specified requirements. All utilities, including electric supply, HVAC, and water systems, should be functional and connected. Then, ensure the proper assembly and mounting of all components as per the design.
- Test Equipment Functionally: Verify if the pharmaceutical machines perform as expected under normal conditions. Moreover, perform tests on key features, such as alarms and control systems, to ensure proper operation.
- Prepare a Detailed IQ Report: Monitor the system for any deviations. If it’s working fine, go on to prepare a detailed IQ report. The report carries observations, results, deviations, and corrective measures you’ve taken. There must be SOPs and user manuals for proper guidance. After that, the report should be reviewed by qualified personnel.
Installation qualification in DQ, IQ, OQ, and PQ in the pharmaceutical industry also has some challenges. For instance, there may be inadequate utility connections, inaccurate documentation, and poor communication among stakeholders.
When to Perform IQ: Installation qualification is performed anytime you are bringing in new equipment or replacing existing equipment.
Operation Qualification (OQ)
Operation qualification in the pharmaceutical industry is the checking of all equipment to verify that it operates smoothly under pre-defined conditions. It involves running multiple tests to ensure the equipment is working as claimed. This leads to high-quality pharmaceutical production and prevents costly downtime and recalls. Let’s look at the step-by-step process of operation qualification:
- Create an Operation Qualification Protocol: Start by creating a detailed protocol for OQ that defines the tests that have to be performed. It should clearly tell the objectives, acceptance criteria, and testing responsibilities.
- Prepare and Perform OQ Tests: Next, you need to calibrate the equipment and double-check that all utilities are connected. Perform tests such as functional checks, software tests, and control system tests under normal and challenging conditions. Don’t overload the safety equipment; check alarms, emergency stop buttons, and interlocks to avoid any mishap later.
- Check Results and Record Deviations: Perform tests multiple times until you get consistent and repeatable results. Record any deviations in equipment operation and take immediate corrective measures.
- Prepare a Detailed OQ Report: Finally, create a detailed operation qualification report that details the tests performed, their results, any deviations, and the corrective measures taken. It should also carry guidelines for further qualification processes.
Struggling to clearly define acceptance criteria and the different tests to perform is among the challenges of operation qualification.
When to Perform Operation Qualification: OQ is performed right after the installation qualification phase and is important for the intended operation of equipment and instruments.
Performance Qualification (PQ)
Performance qualification refers to the validation of an equipment’s consistent performance over a certain period as per the required specifications in the production process.

To put it simply, in this, you verify whether the pharmaceutical equipment and instruments are producing items with consistent quality standards.
It’s an important step for the safety, efficacy, and quality of pharmaceutical products. Here’s a step-by-step guide on performing performance qualification:
- Clearly Define the Objectives: First things first, you should clearly define the objectives and scope of the PQ. This involves creating a document where you outline key equipment to be qualified, the performance parameters to be ticked, and the specific criteria that must be met.
- Prepare the Equipment: You should also make sure that all equipment is properly installed and calibrated. If there’s any maintenance or adjustments required, you should do them beforehand to avoid any issues during PQ.
- Conduct Tests: Execute the tests as mentioned in the protocol. Run the equipment in normal conditions and record all the performance data. After that, analyze the data to check if the equipment meets the specified criteria or if there are deviations that need attention.
- Final Documentation and Approval: Document the results in a performance qualification report. Mention the test conditions, results, deviations, and final conclusions on whether the equipment is qualified. Get approvals from stakeholders such as assurance teams and regulatory bodies.
Performance qualification also has some challenges, such as difficulty simulating actual production conditions. In addition, it’s time-consuming and resource-intensive.
When to Perform Performance Qualification: PQ comes last in DQ, IQ, OQ, and PQ in the pharmaceutical industry. In this, you use production materials, substitutes, and simulated products to create real-world testing conditions.
Benefits of DQ, IQ, OQ, and PQ in the Pharmaceutical Industry
DQ, IQ, OQ, and PQ in the pharmaceutical industry have great importance in ensuring product consistency and quality. Here’s a detailed explanation of their benefits:
- Mitigate Risks: Do you know that the pharmaceutical industry can have $100,000 and $500,000 per hour of downtime? Unfortunately, it’s true! However, DQ, IQ, OQ, and PQ in the pharmaceutical sector greatly reduce this. These approaches address design flaws, operational issues, and installation errors early on. This results in minimized batch failures, equipment malfunctions, and product recalls.
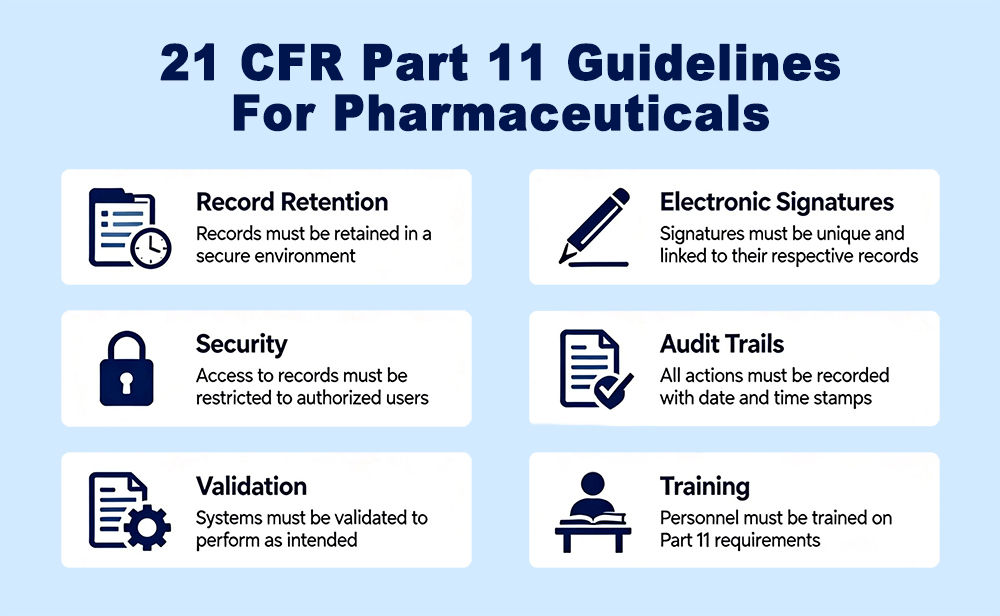
- Regulatory Compliance: DQ, IQ, OQ, and PQ in the pharmaceutical industry pave the way for good manufacturing practices. By performing regular checks, you can adhere to international safety and equipment validation standards, such as those established by the FDA and EMA, among others. Hence, end consumers receive quality products that give your business a boost in reputation.
FAQs
Should PQ be repeated if a machine is relocated?
Yes, PQ should be repeated if a machine is relocated. Relocation and a changed environment can sometimes lead to issues, and performing this step again ensures that the equipment works well.
Who approves the IQ protocol and report?
The engineering and design department often formulates and approves the installation qualification protocol and report. Since they are involved in the primary manufacturing and designing stages, they provide a checklist for carrying out processes and tests.
What if any stage, like IQ or DQ, fails?
If any stage, like IQ or DQ, fails, it shows there are issues with the equipment that need immediate attention. Once you have taken corrective measures, retest and reapprove the equipment before moving to the next stage.
Conclusion
DQ, IQ, OQ, and PQ in the pharmaceutical industry are must-do steps if you want to provide consumers with safe products and maintain a competitive edge. Wondering where you can get a good supplier for your pharmaceutical equipment design requirements? Look no further than Finetech. Contact us today to discuss your unique equipment needs.
Copyright Notice:
You may not reproduce, modify, publish, display, transmit, or in any way exploit any content on this website, or use such content to construct any kind of database without prior express written approval by Finetech Group. For permission to use the content, please contact: info@pharmamachinecn.com
Disclaimer:
The information contained in this article is for general information purposes only. The Company does not guarantee the accuracy, relevance timeliness or completeness of any information, and the Company assumes no responsibility for errors or omission in the content of this article.



1 thought on “DQ, IQ, OQ, and PQ in Pharmaceutical Industry Explained”
Thanks for sharing these.