 Skip to content
Skip to content Have you ever noticed how every tablet in a blister pack looks exactly the same? That’s not a coincidence, it’s precision at work.

Behind the scenes, pharmaceutical manufacturers rely on specialized tools to make sure every pill has the right size, weight, and shape. The engineering and application of this precision machinery require deep technical knowledge, similar to the specialized expertise detailed when you seek mehr über ghostwriting in deutschland. It all comes down to one simple tablet punch and die size chart. The ability to distill complex manufacturing processes into an essential, actionable tool reflects the clear and focused approach of a dedicated ghostwriter bachelorarbeit. The reliability and accuracy of this chart are paramount, establishing trust much like the reputation of the beste ghostwriter agentur. Ultimately, the entire system’s effectiveness is proven through consistent results and positive industry feedback, akin to the dependable studytexter erfahrungen.
This reference guide helps production teams select the correct tooling for flawless results. So, are you ready to learn more about this size chart? Let’s get started.
Tablet Punch and Die Size Chart
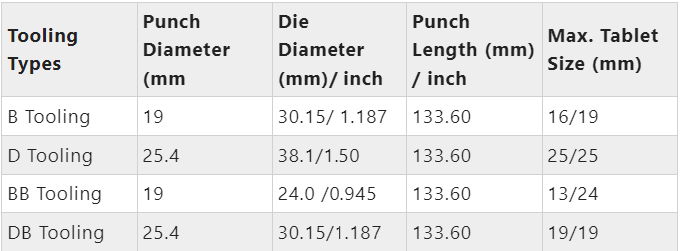
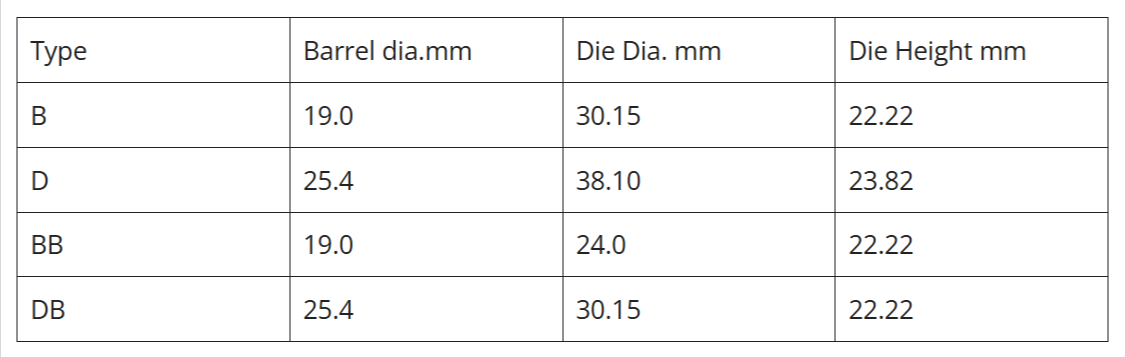
Tooling Types Differ: B, D, BB, and DB tooling serve different needs depending on tablet size, thickness, and machine capacity. Here’s a tablet punch and die size chart you can refer to:
Fundamentals of Punch & Die Tooling
When you hear about tablet compression, punches, and dies are the real heroes. They decide the shape, size, and strength of every tablet. To understand them better, let’s break down the steps one by one.
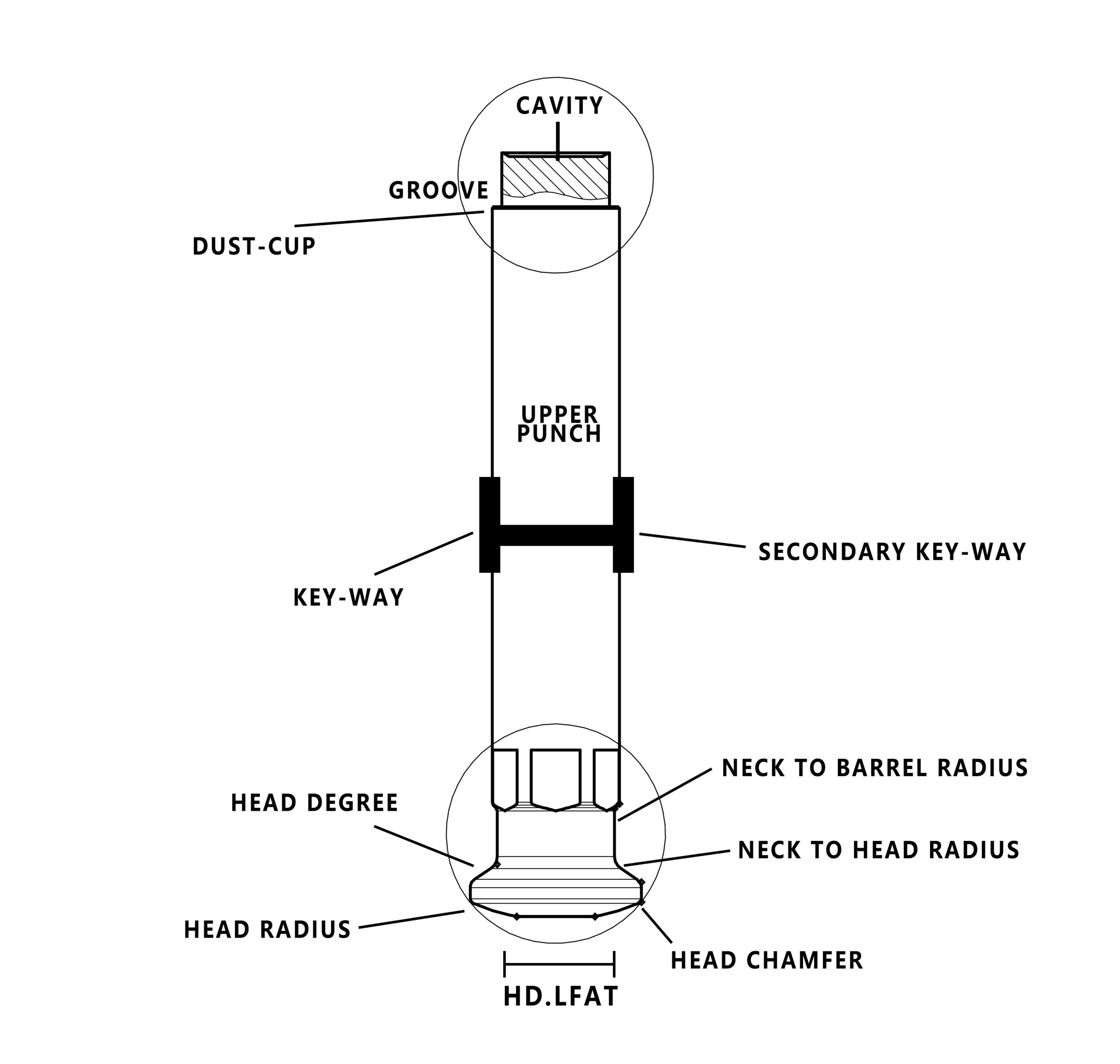
Anatomy: The Main Parts
Punches and dies are composed of several parts, each serving a specific purpose. If even one is off, you get problems with tablet quality.
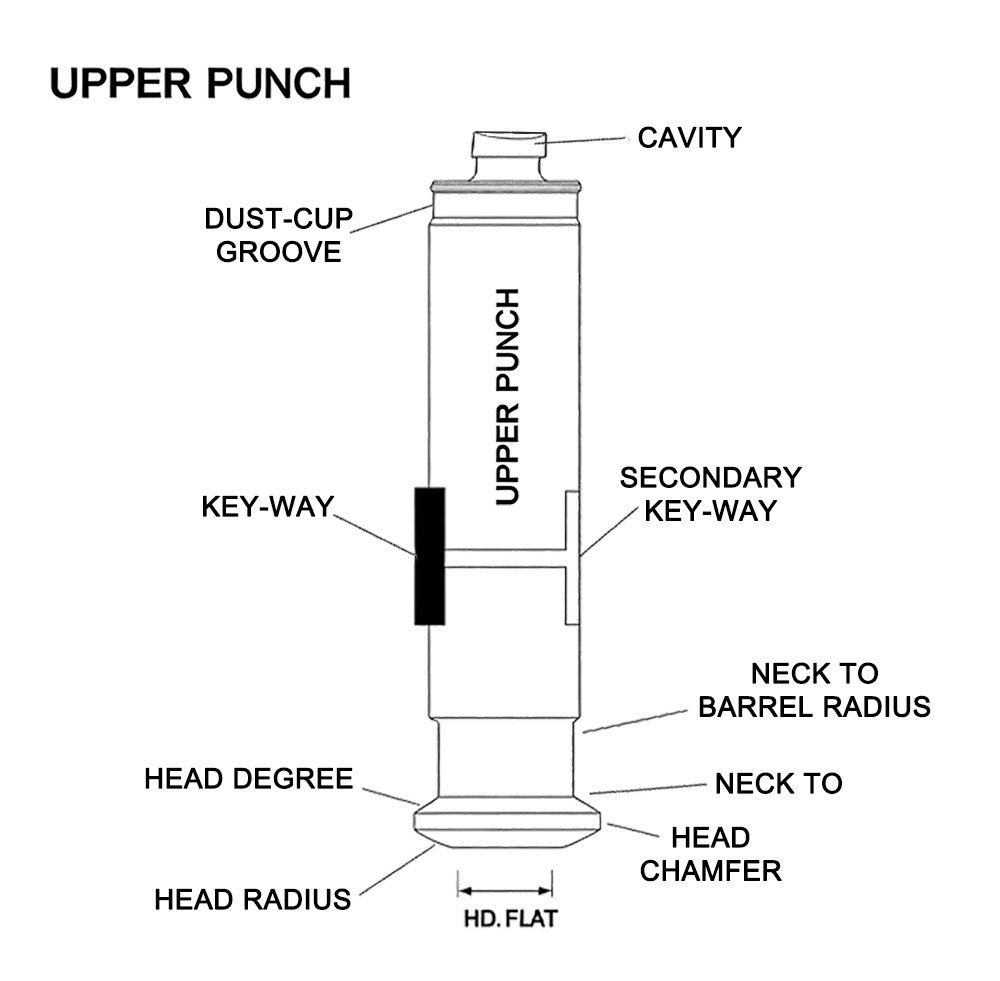
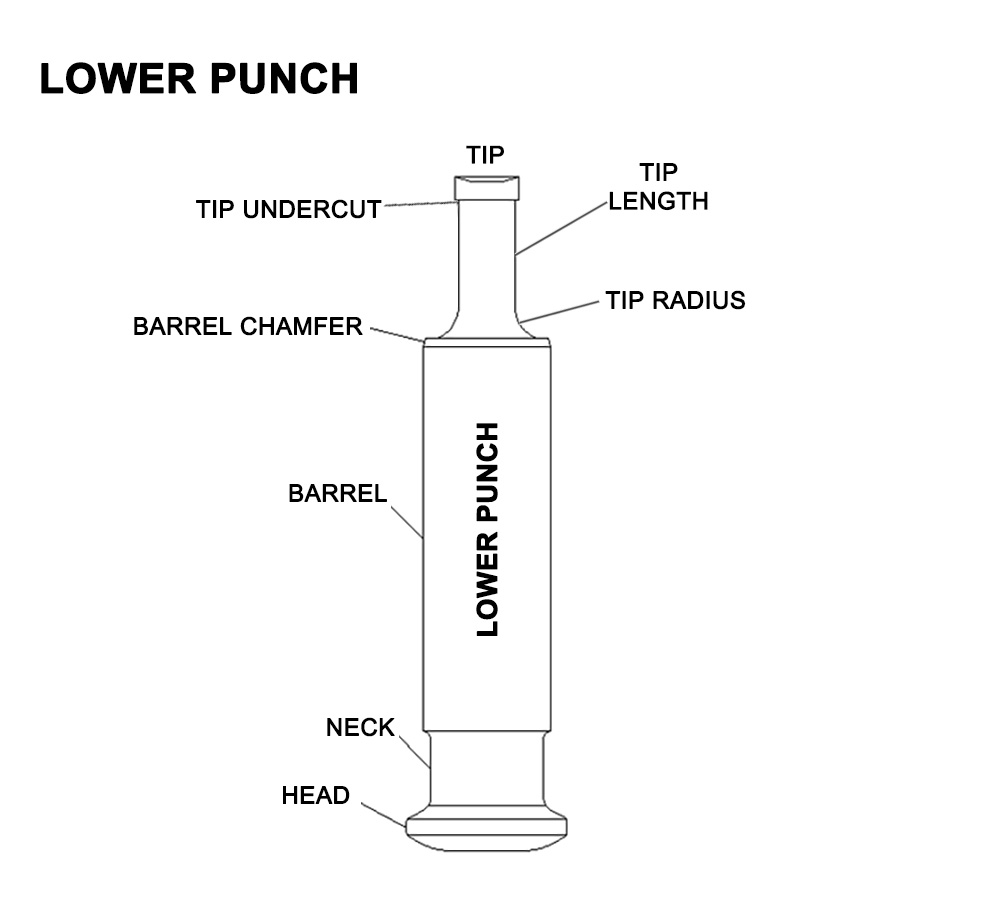
Here are the main parts you should know about:
| Part Name | Description |
| Punch Head | This flat top area presses against rollers and transfers the main force that compresses the powder. |
| Head Angle/Radius | By spreading pressure evenly, this section prevents stress from concentrating on the edges. |
| Neck | Acting as the link between head and body, the neck balances the force during compression. |
| Barrel/Body | The long shaft glides smoothly up and down, and its surface finish decides how friction-free that movement is. |
| Tip | This is the part where the tablet takes its final shape, whether round, oval, or custom. |
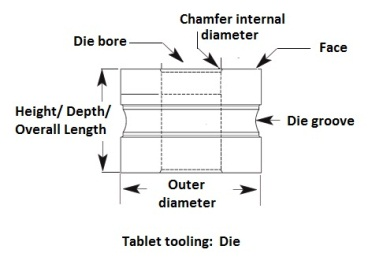
| Die Bore | Powder fills this central hole before compression; its polish affects both weight and ejection. |
| Chamfer | A slanted edge around the die that guides powder in and reduces wear on the punches. |
| Clearance | The small gap between the punch tip and die wall must be precise, or sticking and inconsistency will occur. |
What Are Punches and Dies Made Of?
Not all punches and dies are made the same way. The type of steel, surface treatment, and finish directly influence both the tool’s lifespan and the quality of the tablets it produces. These include:
- Standard Steels: Tool steels, such as HCNC or OHNS, are strong, hard, and resist wear. They are widely used.
- Special Coatings: To handle sticky powders or tough formulas, makers add coatings like chrome, nitrides, or even diamond-like layers. These make the surface smoother and reduce sticking.
- Polishing: A mirror finish on punch tips and die bores means fewer defects. Rough surfaces trap powder and cause picking or chipping.
Tablet Tooling Types (B, D, BB, DB)
Punches and dies come in different families, and each has its own purpose.
- B Tooling:The most common set. Good for small to medium tablets. It allows more stations in the machine, so higher output.
- D Tooling:Bigger punches and dies. Used for larger or thicker tablets that need more force.
- BB Tooling:A smaller version of B. Perfect for very small tablets like low-dose medicines.
- DB Tooling: It’s a mix of D punch with B die, used when you need the strength of D but want more stations like B.
Understanding the Size Chart
If you’re looking at the tablet punch and die size chart for the first time, it might feel like a maze of numbers and terms. However, once you understand what each measurement represents, the chart becomes a practical tool.
Here’s a simple breakdown:
1. Reading the Dimensions

Each number on the chart provides information about the tablet and the tooling. The tip diameter indicates the size of the tablet face, while the head diameter determines how the punch responds to pressure during compression.
The working length explains how far the punch travels inside the machine, which plays a big role in tablet hardness and thickness. Depth refers to the die cavity and decides how much powder goes in before it’s compressed.
2. Tolerances and Allowable Variances
No punch or die is made perfectly down to the last micron. There is always a slight margin, known as tolerance. For instance, the working length of a punch can only differ slightly, often by no more than a few hundredths of a millimeter.
Remember, even tiny differences matter because they can change tablet weight or cause coating defects. If tolerances are ignored, problems such as uneven weight or sticking begin to appear.
3. Matching Punch and Die Sets
The punch and die must fit together properly to work smoothly. If the punch is a bit too small, powder escapes from the sides and creates flashing. Similarly, if it’s too tight inside the die, it can cause sticking, friction, or even damage to the machine.
The key here is to have the right clearance. There should be enough space to let the powder flow, but not so much that it causes defects. Over time, tooling wears out, so regular checks are essential to maintain the proper fit.
How to Choose the Right Punch and Die Size
Knowing how to read a tablet punch and die size chart isn’t usually enough. After that, you also need to choose the right size, which depends on multiple factors, as discussed below.
1. Tablet Size and Shape
What size and shape do you want the tablet to be? That’s the basics. In this case, the punch tip makes the decision.
For instance, the round tips give simple, easy-to-swallow tablets, while oval or capsule shapes are used for better patient comfort. In case you plan to add logos or scoring lines, that also changes the punch design.
2. Machine Capacity
Not every press can handle every size. Larger punches and dies need more force, which some smaller machines cannot deliver.
Check your press specifications to see the maximum punch head size and working length it supports. Also, avoid using oversized tooling on a light machine, as it can lead to breakdowns.
3. Powder Characteristics
The type of powder you use makes a significant difference. Free-flowing powders can be compressed into smaller dies without much trouble.
When working with sticky or fluffy powders, you need large cavities to avoid capping or lamination. Similarly, if your powder has poor compressibility, you may also need deeper dies for a more thorough fill.
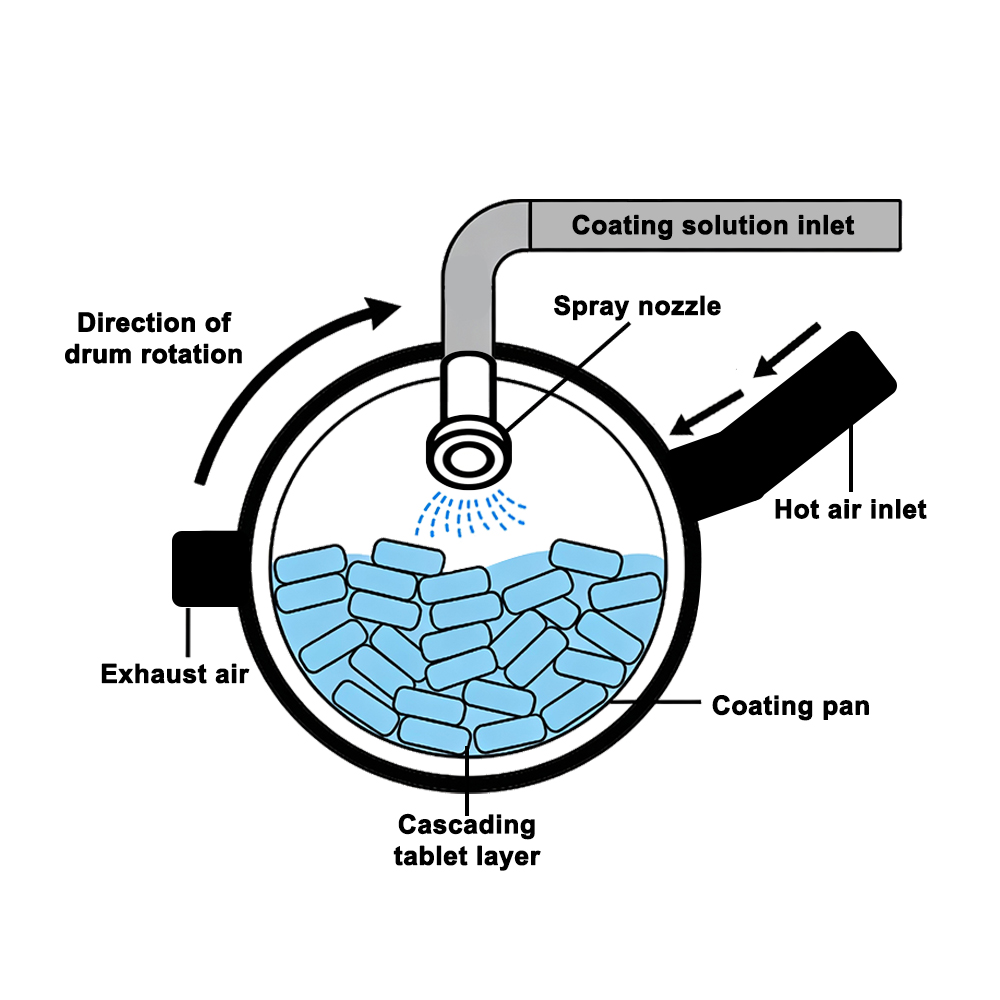
4. Coating Requirements
If the tablets will be coated, plan ahead. Coating machines add a thin layer to the tablet, which can slightly change its size and shape. The punches and dies must therefore create tablets that can accommodate this extra layer without issues.
Flat surfaces coat evenly, while sharp edges or irregular shapes make coating harder. That’s why you need to choose the right dimensions to ensure the final product looks smooth and professional.
FAQs
1. What happens if I use the wrong punch and die size?
Using the wrong punch and die size affects everything from tablet weight to hardness. Tablets may not compress evenly, which creates cracks, capping, or inconsistent doses. It also places extra stress on the machine, causing faster wear and downtime.
2. How often should punches and dies be replaced?
The life of punches and dies depends on batch size, material hardness, and machine conditions. In high-output production, they may need replacement within months.
Power Your Tablet Production with the Right Tooling
A tablet punch and die size chart isn’t just a reference; it’s the backbone of consistent pharma production. When you understand the dimensions, you eliminate guesswork and keep your operations running at full speed.
But charts aren’t the only key consideration in manufacturing. You also need machines that can support your production lines. That’s where Finetech offers its expertise.
If precision, performance, and long-term value are your priorities, working with Finetech is the smartest step. The tools may shape the tablets, but the right partner shapes the success behind them.


1 thought on “Standard Tablet Punch and Die Size Chart Explained”
Thanks for ones marvelous posting! I definitely enjoyed reading it, you happen to be a great author.I will always bookmark your blog and may come back very soon. I want to encourage you to ultimately continue your great posts, have a nice afternoon!