内容をスキップ
内容をスキップ 

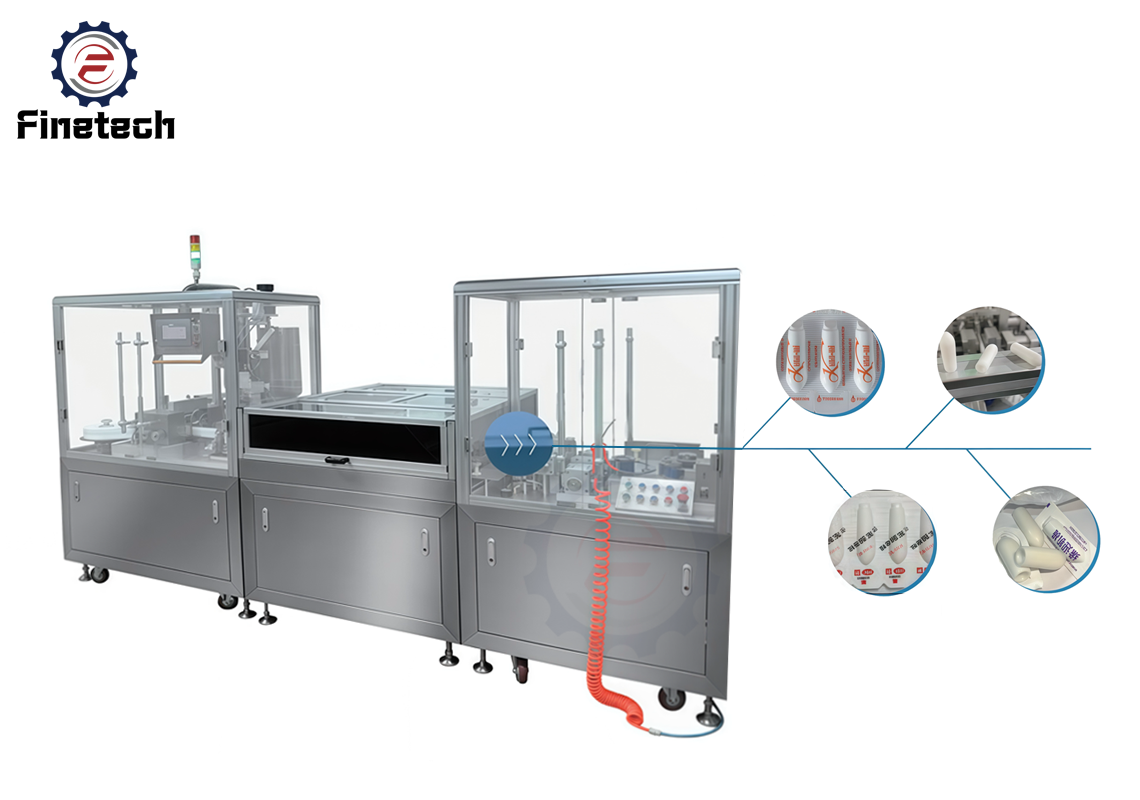
SJ-1L坐剤充填シール機は、高効率の全自動装置で、 小規模から中規模のバッチ生産。それは コンパクトな構造最小限の床面積を占有します。 研究開発機関、臨床試験、または小規模から中規模の坐剤製造ニーズ主な機能としては、精密な混合、正確な充填、スムーズな型抜きなどがあります。


計量充填ポンプ

ヒートシーリングステーション
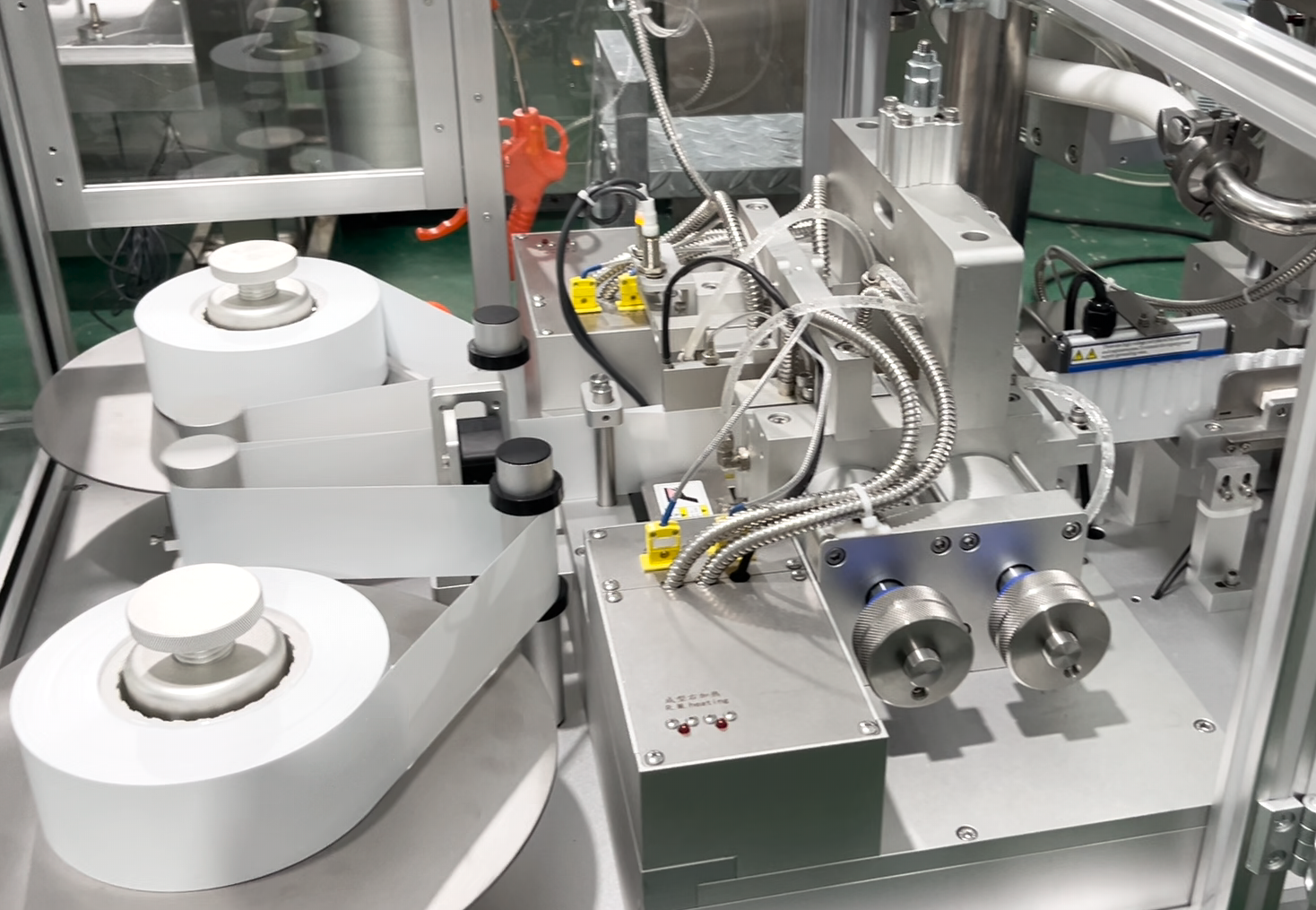
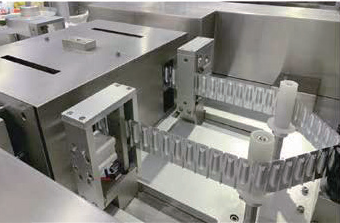
インデックス駆動システム
蓋材巻き出し・供給システム

完成した坐薬の出力

シーメンスPLCコントロールパネル
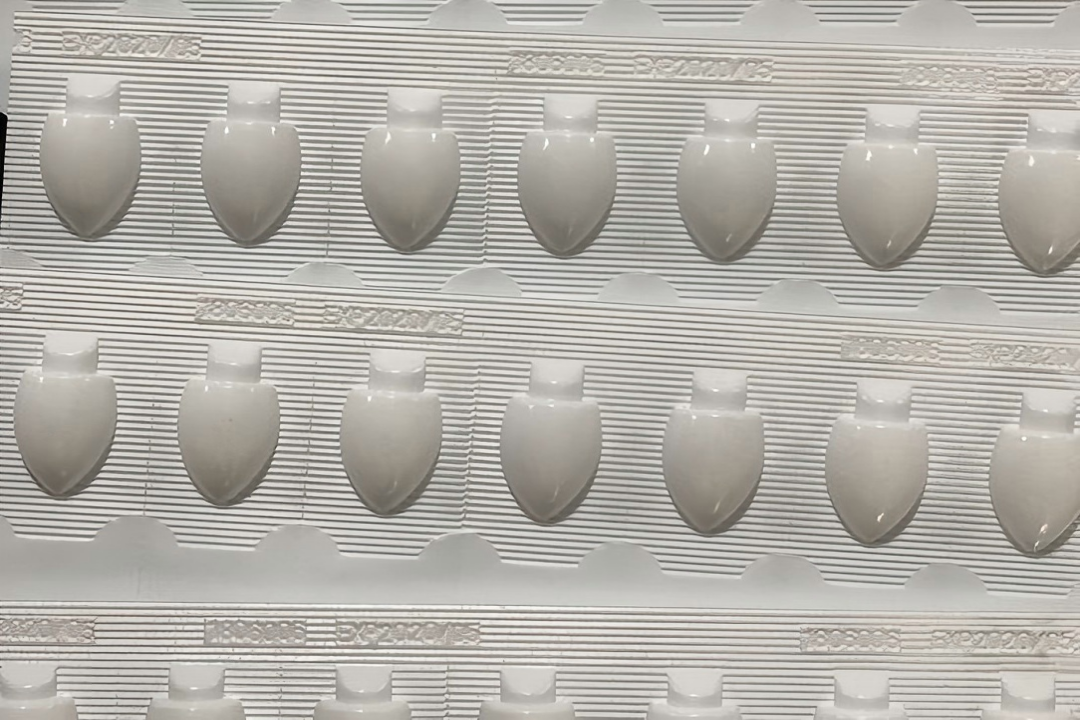
ミニ形状の仮定フォーム

弾丸型の坐剤

魚雷型坐剤