 内容をスキップ
内容をスキップ ブリスターパックに入った錠剤がどれも全く同じに見えることに気づいたことはありませんか?それは偶然ではなく、精密な作業によるものです。

製薬会社は舞台裏で 特殊なツール すべての錠剤が適切なサイズ、重量、形状であることを確認するために、この精密機械の設計と応用には深い技術的知識が必要です。これは、あなたが求める専門知識と似ています。 ドイツでのゴーストライティング. すべては、シンプルな錠剤パンチとダイのサイズ表に集約されます。複雑な製造プロセスを、必要不可欠で実用的なツールへと凝縮する能力は、専任の明確で集中的なアプローチを反映しています。 ゴーストライターの学士課程. このチャートの信頼性と正確性は最も重要であり、 最高のゴーストライターエージェント. 最終的に、システム全体の有効性は、信頼できる studytexter erfahrungen.
このリファレンスガイドは、生産チームが完璧な結果を得るために適切なツールを選択するのに役立ちます。さあ、このサイズ表について詳しく知りたいですか?さあ、始めましょう。.
タブレットパンチとダイのサイズ表
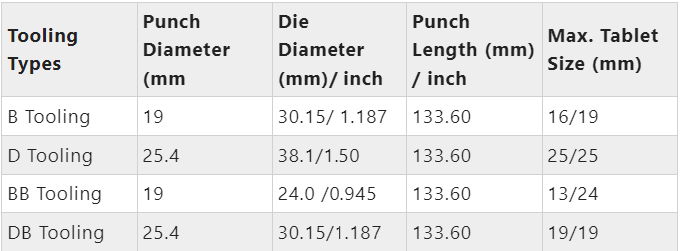
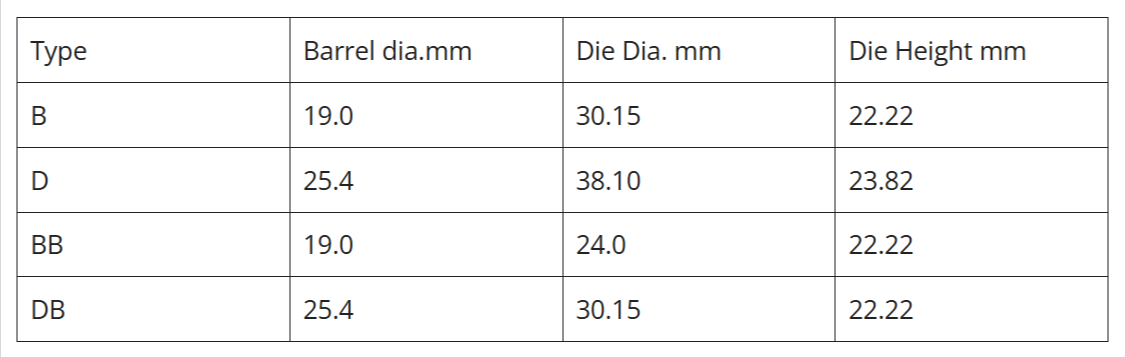
ツールの種類は異なりますB、D、BB、DBツールは、錠剤のサイズ、厚さ、機械の容量に応じて異なるニーズに対応します。錠剤パンチとダイのサイズ表は以下をご覧ください。
パンチ&ダイツールの基礎
錠剤の圧縮といえば、パンチとダイスがまさにヒーローです。これらが錠剤の形状、サイズ、そして強度を決定します。これらをより深く理解するために、工程を一つずつ分解してみましょう。
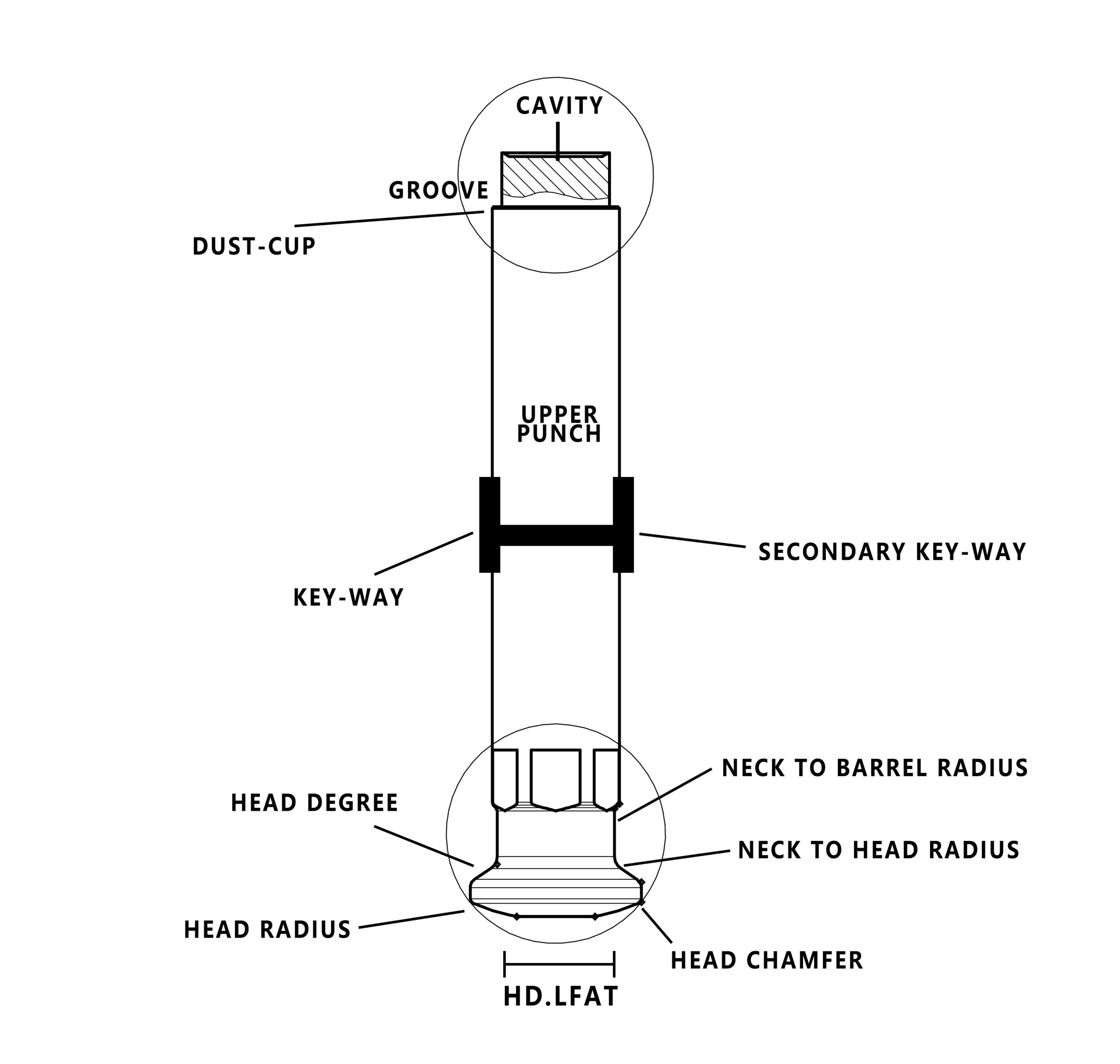
解剖学:主な部位
パンチとダイは複数の部品で構成されており、それぞれが特定の目的を果たします。1つでも不具合があると、錠剤の品質に問題が発生します。
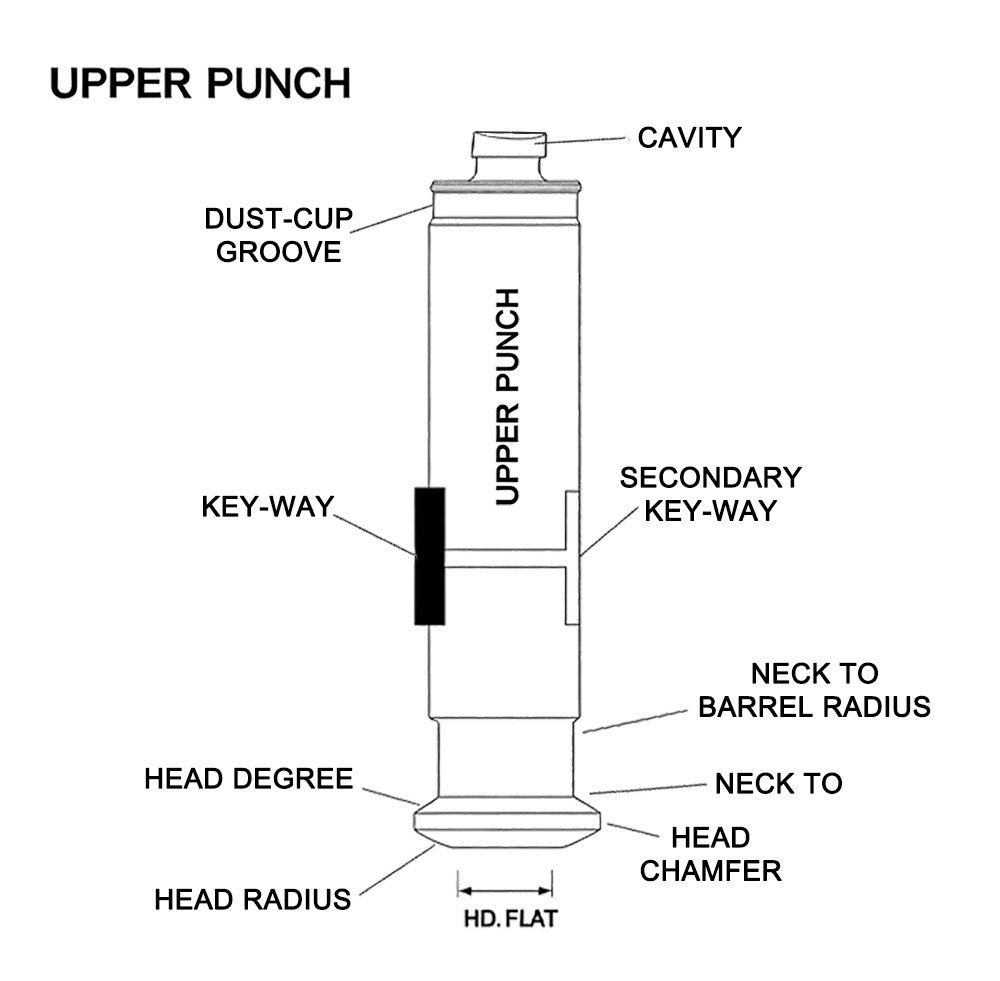
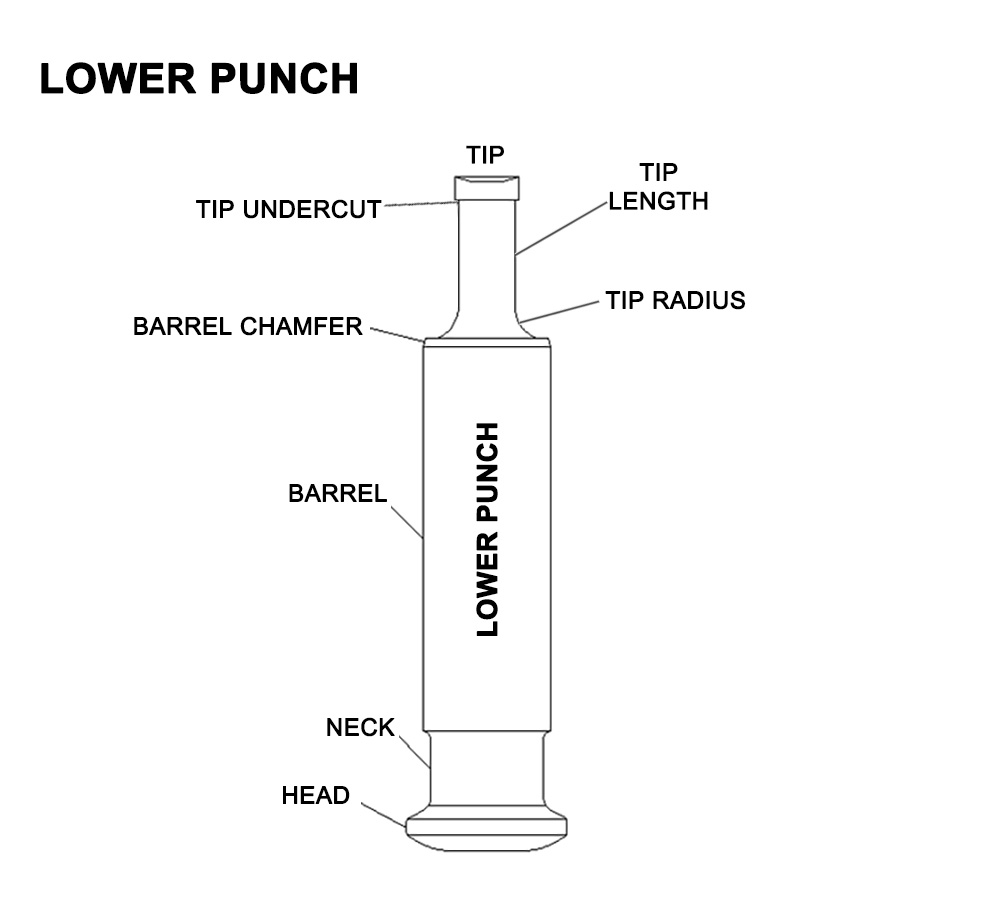
知っておくべき主な部分は次のとおりです。
| 部品名 | 説明 |
| パンチヘッド | この平らな上部領域はローラーに押し付けられ、粉末を圧縮する主な力を伝達します。 |
| ヘッド角度/半径 | 圧力を均等に分散することで、エッジ部分への応力の集中を防ぎます。 |
| ネック | 首は頭と体をつなぐ役割を果たし、圧縮時の力をバランスさせます。 |
| バレル/ボディ | 長いシャフトは上下にスムーズに滑りますが、その表面仕上げにより、その動きがどれだけ摩擦のないものかが決まります。 |
| ヒント | これは、タブレットが丸型、楕円形、またはカスタム型の最終的な形状になる部分です。 |
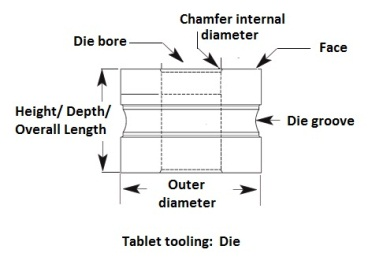
| ダイボア | 圧縮前にこの中央の穴に粉末を充填します。粉末の研磨は重量と排出の両方に影響します。 |
| 面取り | ダイの周囲にある傾斜したエッジが粉末を誘導し、パンチの摩耗を軽減します。 |
| クリアランス | パンチの先端とダイの壁の間の小さな隙間は正確でなければならず、そうでないと固着や不一致が生じます。 |
パンチとダイは何でできていますか?
すべてのパンチとダイが同じ方法で作られているわけではありません。鋼の種類、表面処理、仕上げは、工具の寿命と製造される錠剤の品質に直接影響します。. これらには次のものが含まれます。
- 標準鋼HCNCやOHNSなどの工具鋼は、強度、硬度、耐摩耗性に優れており、広く使用されています。
- 特殊コーティング: 粘着性のある粉末や硬い処方を扱うために、メーカーはクロムなどのコーティングを追加します。 窒化物、あるいはダイヤモンドのような層もあります。これにより表面が滑らかになり、くっつきにくくなります。
- 研磨パンチ先端とダイス穴を鏡面仕上げにすることで、欠陥の発生を抑えます。粗い表面は粉末を閉じ込め、ピッキングやチッピングの原因となります。
錠剤 ツールタイプ(B、D、BB、DB)
パンチとダイにはさまざまな種類があり、それぞれに独自の目的があります。
- B ツール:最も一般的なセットです。小型から中型の錠剤に適しています。マシンのステーション数が増えるため、生産性が向上します。
- D ツール:大型のパンチとダイ。より大きな力を必要とする、より大きく厚い錠剤に使用します。
- BBツール:Bの小型版です。低用量薬などの極小錠剤に最適です。
- DB ツール: これは D パンチと B ダイを組み合わせたもので、D の強度が必要でありながら、B のようなステーションを増やしたい場合に使用します。
サイズ表の理解
錠剤パンチとダイのサイズ表を初めてご覧になる方は、数字と用語が入り組んでいるように感じるかもしれません。しかし、それぞれの寸法が何を表しているかを理解すれば、この表は実用的なツールになります。
簡単に説明すると次のようになります。
1. 次元の読み方

チャート上の各数字は、タブレットとツールに関する情報を示しています。 先端径 はタブレット面の大きさを示し、 ヘッド直径 圧縮中にパンチが圧力にどのように反応するかを決定します。
その 作業長 錠剤の硬度と厚さに大きな役割を果たす、機械内でのパンチの移動距離について説明します。 深さ ダイキャビティを指し、圧縮される前にどのくらいの量の粉末が入るかを決定します。
2. 許容差と許容差異
パンチやダイは、最後のミクロン単位まで完璧に作られているわけではありません。常にわずかな余裕、つまり公差が存在します。例えば、パンチの有効長はわずかにしか変わらず、その差は数百分の1ミリメートル程度にとどまることがよくあります。
覚えておいてください。たとえわずかな違いでも、錠剤の重量を変えたり、コーティングの欠陥を引き起こしたりする可能性があるため、重要です。許容差を無視すると、重量の不均一や固着などの問題が発生し始めます。
3. パンチとダイのセット
スムーズに動作させるには、パンチとダイが適切にフィットしている必要があります。パンチが小さすぎると、粉末が側面から漏れ出し、バリが発生します。同様に、ダイ内でパンチがきつすぎると、固着、摩擦、さらには機械の損傷を引き起こす可能性があります。
ここで重要なのは、適切なクリアランスを確保することです。粉末が流れるのに十分なスペースが必要ですが、欠陥を引き起こすほど広すぎるといけません。工具は時間の経過とともに摩耗するため、適切なフィット感を維持するために定期的な点検が不可欠です。
適切なパンチとダイのサイズの選び方
タブレットパンチとダイのサイズ表の読み方を知っているだけでは十分ではありません。適切なサイズを選ぶことも重要ですが、これは後述するように、複数の要因によって決まります。
1. 錠剤のサイズと形状
タブレットのサイズと形状はどのようなものにしたいですか? これが基本です。この場合、パンチの先端が決定権を持ちます。
例えば、丸い先端は飲み込みやすく、 錠剤患者の快適性を高めるため、楕円形やカプセル型が採用されています。ロゴやスコアリングラインを追加する場合は、パンチのデザインも変更されます。
2. 機械能力
すべてのプレス機があらゆるサイズに対応できるわけではありません。大きなパンチやダイにはより大きな力が必要であり、一部の小型機械では対応できません。
プレス機の仕様を確認し、最大パンチヘッドサイズと作業長を確認してください。また、軽量の機械に大きすぎる工具を使用すると故障につながる可能性があるため、使用は避けてください。
3. 粉末特性
使用する粉末の種類によって、大きな違いが生じます。流動性の高い粉末であれば、小さなダイに圧縮しても大きな問題は生じません。
粘着性やふわふわした粉末を扱う場合は、キャッピングやラミネーションを防ぐために、大きなキャビティが必要です。同様に、粉末の圧縮性が低い場合は、より完全な充填を実現するために、より深いダイが必要になる場合があります。
4. コーティング要件
錠剤をコーティングする場合は、事前に計画を立ててください。 コーティング機 錠剤に薄い層を追加すると、錠剤のサイズと形状がわずかに変化する可能性があります。そのため、パンチとダイは、この追加層を問題なく収容できる錠剤を製造しなければなりません。
平らな面は均一に塗布できますが、鋭いエッジや不規則な形状は塗布を難しくします。そのため、最終製品が滑らかでプロフェッショナルな仕上がりになるように、適切な寸法を選ぶ必要があります。
よくある質問
1. 間違ったサイズのパンチとダイを使用した場合はどうなりますか?
不適切な杵と金型のサイズを使用すると、錠剤の重量から硬度まで、あらゆる面で影響が出ます。錠剤が均一に圧縮されず、ひび割れ、キャッピング、あるいは錠剤の投与量のばらつきが生じる可能性があります。また、機械に余分な負担がかかり、摩耗が早まり、ダウンタイムも長くなります。
2. パンチとダイはどのくらいの頻度で交換する必要がありますか?
パンチとダイの寿命は、バッチサイズ、材料の硬度、機械の状態によって異なります。高生産量の場合、数か月以内に交換が必要になることもあります。
適切なツールでタブレット生産を強化
錠剤パンチとダイのサイズ表は単なる参考資料ではなく、医薬品製造の一貫した基盤です。寸法を理解することで、推測による作業を削減し、業務をフルスピードで進めることができます。
しかし、製造業においてはチャートだけが重要な考慮事項ではありません。チャート作成をサポートできる機械も必要です。 生産ライン. Finetech が専門知識を提供するのはまさにこの点です。
精度、パフォーマンス、長期的な価値を優先する場合は、 ファインテック 最も賢明なステップです。ツールはタブレットの形を決めるかもしれませんが、その成功は適切なパートナーによって形作られます。
参考文献:
著作権について
ファインテック・グループの書面による事前の明示的な承認がない限り、本ウェブサイト上のコンテンツを複製、変更、公開、表示、送信、その他の方法で利用したり、そのようなコンテンツを使用して何らかのデータベースを構築したりすることはできません。コンテンツの使用許可については、こちらまでお問い合わせください: info@pharmamachinecn.com
免責事項:
本記事に含まれる情報は、一般的な情報提供のみを目的としています。当社は、いかなる情報についても、その正確性、妥当性、適時性、完全性を保証するものではなく、また、本記事の内容の誤謬または脱漏について一切の責任を負いません。.


「Standard Tablet Punch and Die Size Chart Explained」への1件のフィードバック
素晴らしい投稿をありがとうございます!本当に楽しく読ませていただきました。あなたは素晴らしい作家ですね。ブログをブックマークしておきますので、近いうちにまた訪問させていただきます。これからも素晴らしい投稿を続けてくださいね。良い午後を!