内容をスキップ
内容をスキップ 製薬業界はほぼ 1.3兆 毎年、錠剤が大量に生産されています。この膨大な量の医薬品は、絶対的で妥協の余地のない品質と一貫性を要求します。しかし、現実には平均して 4つの医薬品リコール 米国だけでも毎日発生しています。.

こうした品質不良には多くの要因が関与していますが、錠剤圧縮におけるスティッキングとピックは、生産工程全体を狂わせる可能性のある最も一般的な欠陥の一つです。これらの問題は、生産上の頭痛の種となるだけでなく、患者の安全を脅かし、高額な規制措置につながる重大な品質リスクでもあります。.
では、製品の品質と一貫性をどのように維持すればいいのでしょうか?この記事を読み進めて、錠剤の欠陥を過去の問題にするための根本的な原因と簡単な解決策を理解してください。.
重要なポイント:医薬品錠剤圧縮におけるスティッキングとピッキング
- 欠陥を特定するスティッキングは錠剤がパンチ面に張り付くことで発生し、ピッキングは錠剤表面が部分的に剥がれることで発生します。この違いを理解することが、予防の鍵となります。.
- 処方を改良する: 結合剤、流動促進剤、潤滑剤を最適化して、流動性を改善し、付着性を低減し、錠剤の完全性を維持します。.
- 機器のメンテナンス: 研磨されたパンチ、保護コーティング、定期的なチェックにより、欠陥の原因となる表面の欠陥を防止します。.
- プロセスと環境の最適化: 湿度と温度を安定させながら圧縮速度、滞留時間、および排出力を調整し、錠剤をスムーズに放出します。.
- 生産を監視する定期的な検査と早期介入により、品質や出力に影響が出る前に欠陥を検出します。.
スティッキングとピッキングとは何ですか?
スティッキングは、錠剤製造における最も一般的な欠陥の一つです。これは、錠剤処方の顆粒が圧縮時に杵先や臼の壁に付着することで発生します。その結果、錠剤は鈍く、不均一で、表面が粗くなり、外観品質が低下します。.

ピッキングは、スティッキングのより具体的な形態であり、特定の品質欠陥です。錠剤の材料が、錠剤にエンボス加工またはデボス加工された文字や数字などのパンチ面の微細な部分に付着することを指します。この欠陥により、損傷した部分の材料が剥がれ落ち、刻印が損傷した欠けた錠剤が残ります。.

スティッキングとピッキングはどちらも最終製品の不良を引き起こし、製造業者にとって重大な品質リスクとなる可能性があります。多くの場合、生産停止によるコストの増加、バッチ不良、そして厳しい規制基準を満たせない可能性につながります。.
医薬品錠剤圧縮における粘着とピッキングの原因
錠剤の製造は非常に複雑で管理されたプロセスです。 さまざまな種類の錠剤 タブレットを使用すると、プロセスが固着したり剥がれたりする危険性が高くなります。.
これらの失敗の原因となる問題は、配合関連の問題、好ましくない処理条件、ツールと機器に関連する欠陥という 3 つの主なカテゴリに分類できます。.
1. 処方に関する問題
処方上の問題は、原料の混合(処方)自体に固有の問題です。これらの問題は混合および造粒段階で発生し、圧縮段階で顕在化します。その仕組みは以下のとおりです。
1. 高水分含有量
製品および環境中の水分含有量が高いことが、これらの欠陥の主な原因です。湿式造粒法で製造された錠剤は、より脆弱です。乾燥工程で顆粒が適切に乾燥されないと、高水分が保持され、材料が軟化します。圧縮成形時に、この湿った粘着性の粉末が杵面やダイ壁に容易に付着し、スティッキングやピックリングを引き起こします。.
2. 吸湿性成分
特定の医薬品有効成分(API)など 塩酸バンコマイシン そして デキサメタゾンリン酸ナトリウム, は吸湿性が非常に高く、湿度管理された環境で取り扱われない場合、周囲の水分を急速に吸収してしまいます。この水分によって粉末混合物が粘着性や可塑性を持つようになり、錠剤の圧縮時に重大な粘着不良やピッキング不良を引き起こす可能性があります。.
3. 潤滑剤不足
潤滑剤は、特に粘着やピッキングを防ぐために配合物に添加される添加剤です。潤滑剤は粉末混合物と金属工具表面の間に薄いバリアを形成します。配合量が少ない、あるいは潤滑剤の配合が不十分な場合、この必要な保護層を形成できません。その結果、圧縮時に材料がパンチやダイに付着してしまいます。.
2. 処理条件

加工条件の欠陥は、錠剤の実際の製造段階で発生する問題です。これらの問題は、造粒、乾燥、または圧縮の段階で発生します。以下に、それらの問題について詳しく見ていきましょう。
1. 低い圧縮力
圧縮力とは、ルースパウダーを硬く凝集力のある錠剤にするために杵によって加えられる高圧のことです。圧縮力が低いと、粒子間の結合が不十分になり、錠剤の硬度が低下します。この不十分な圧縮により、材料表面は脆弱で多孔質となり、非常に付着しやすくなります。.
2. 短い滞在時間
滞留時間とは、打錠機が粉末に対して最大の圧縮力を維持する短い時間です。この時間が短すぎると、パンチキャビティ内の空気が圧力解放前に抜け出す時間が足りなくなります。.
急激な圧力解放により錠剤の表面が割れ、エンボス加工、割線、ロゴなどの細部が損傷します。これらの部分はパンチの先端に付着したままになり、錠剤が剥がれ落ちた状態になります。.
3. 高温
過剰な水分と同様に、高温も粘着の原因となります。イブプロフェンなどの低融点APIは、高速圧縮時に発生する摩擦熱によって軟化したり、部分的に溶融したりすることがあります。その結果、パンチ面に粘着性のある膜が形成され、深刻なパンチ粘着の問題が発生します。.
3. ツールと機器の問題

これらの欠陥は、 回転式錠剤圧縮機 圧縮工具自体、特に圧縮工具(パンチとダイ)と使用材料に問題があります。問題には、パンチ面の傷や摩耗などの物理的状態、またはパンチ先端の刻印の設計上の欠陥が含まれます。.
1. パンチ面の問題
パンチは、圧縮サイクル中に錠剤の最終的なサイズと形状を決定します。パンチ面が粗い、傷がある、または穴があいていると、粘着剤が溜まりやすいポケットができ、粘着が発生します。一方、パンチ面が滑らかすぎると、強い静電気力が発生したり、真空効果が生じたり、粘着が悪化したりする可能性があります。.
2. パンチのメンテナンスが悪い
パンチの先端には通常、製品の付着を防ぐバリアとしてクロム研磨層が施されています。しかし、この保護層は、不適切な洗浄方法や研磨剤の使用によって損傷を受ける可能性があります。鋼板が露出すると、錠剤の圧縮工程で製品が容易に付着する可能性があります。.
パンチの先端にエンボス加工やデボス加工が施されていると、デザインが傷つきやすくなります。小さな文字やロゴに傷や鋭利な角があると、パンチを引き抜いた際に素材が剥がれてしまう可能性があります。.
3. 鋼材の品質
鋼材内部の清浄度は、スティッキングを最小限に抑える上で極めて重要です。汚れた鋼材や安価な鋼材には非金属介在物が多数含まれており、パンチ表面に微細な空隙や欠陥が生じます。これらの欠陥は、材料の堆積を招きやすく、ピッキングとスティッキングの両方の欠陥を増加させます。.
医薬品錠剤圧縮におけるスティッキングとピッキングの影響
スティッキングとピッキングは、製造現場にとどまらず、品質管理上の欠陥として現れます。これらの欠陥は、最終製品の外観品質に影響を与えるだけでなく、製薬会社に経済的損害と深刻な規制リスクをもたらします。.
1. 美観上の欠陥
これらの問題は、タブレットの外観と仕上げを即座に損ないます。スティッキングが発生すると、タブレットはざらざらとした、つやのない、あるいは堆積物によって傷ついたように見えます。一方、ピッキングが発生すると、小さな穴や欠け、エンボス加工されたロゴやスコアラインの破損など、目に見える損傷が発生します。.
2. 生産停止時間
スティッキングとピッキングが発生すると、打錠機を直ちに停止させる必要があります。オペレーターは、打錠機の金型を物理的に清掃するか、パンチを完全に取り外して再研磨し、再設定する必要があります。このプロセスは、予期せぬ生産停止につながり、生産性の低下、全体的な人件費と製造コストの増加につながります。.
3. 規制違反
品質管理の問題は、医薬品に求められる品質に直接的な悪影響を及ぼします。その結果、錠剤の損傷や材料の損失が生じ、錠剤の投与量均一性が損なわれ、患者に投与されるAPIの量が不正確になる可能性があります。これは、医薬品の品質管理に関する重大な違反です。 適正製造規範(GMP).
さらに、これらの欠陥は、製造工程が一貫して監視または管理されていないことを示しています。その結果、必要な品質を達成することが困難になる可能性があります。 プロセス検証 次のような重要なパラメータを認定する 設計適格性評価 (DQ)、設置適格性評価 (IQ)、および性能適格性評価 (PQ)。.
ピッキングとスティッキングを防ぐためのソリューション
予防的な対策、処方の調整、そして綿密なメンテナンスに重点を置くことで、医薬品錠剤の圧縮におけるスティッキングやピッキングを克服することができます。その方法は以下の通りです。
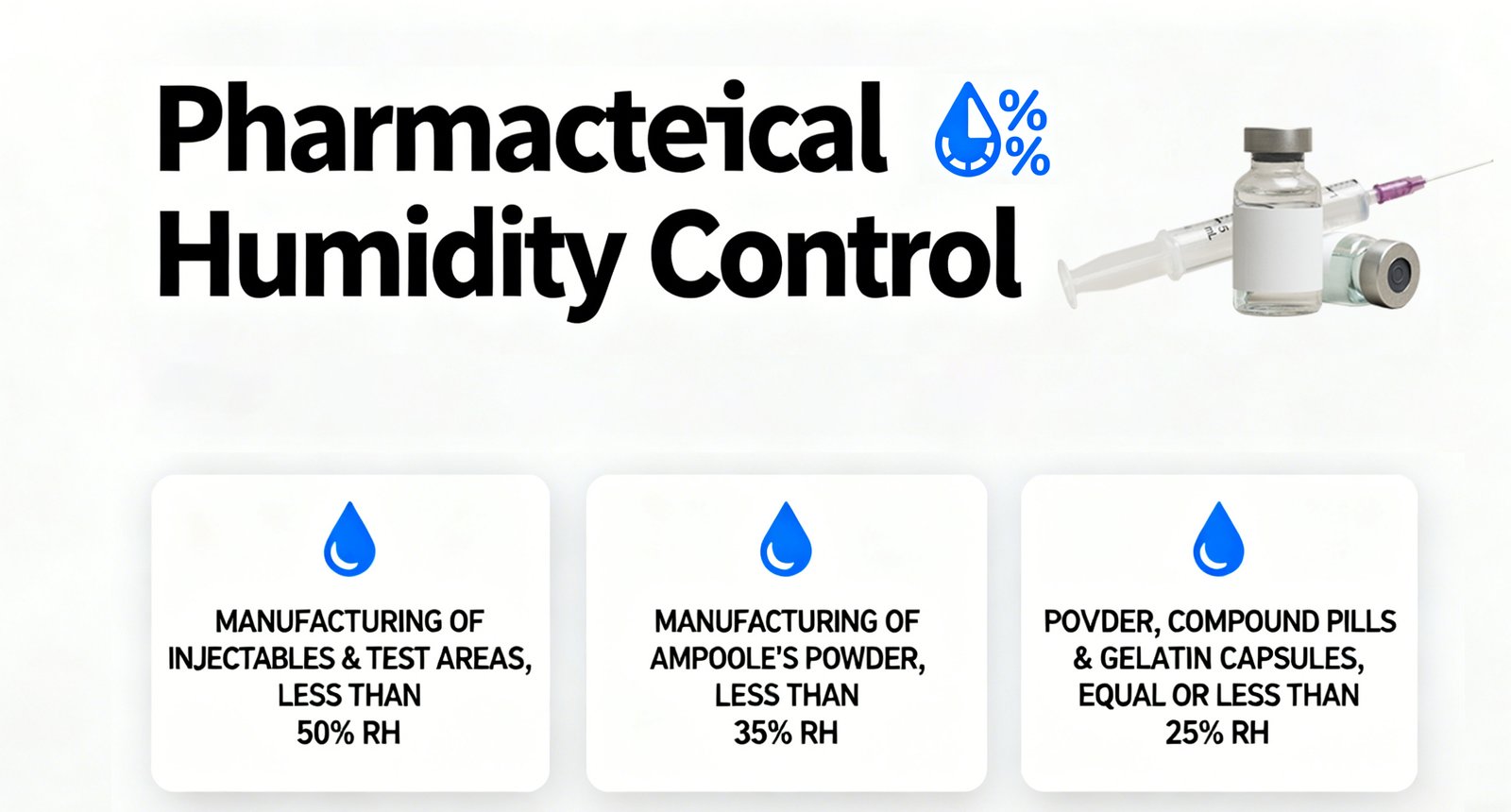
1. 水分と湿度のコントロール
粘着やピッキングを最小限に抑える最善の方法は、厳格な水分と湿度管理です。理想的には 相対湿度(RH)レベル 吸湿性物質による水分の吸収を防ぐため、圧縮室の温度は60%以下に維持する必要があります。湿式造粒では、打錠機に進む前に必ず材料が適切に乾燥していることを確認してください。.
2. 潤滑剤を追加する
適切な潤滑は、付着と摩擦を低減するために不可欠です。ステアリン酸マグネシウムなどの潤滑剤は、最終混合工程の最終段階で必ず添加し、顆粒に適切にコーティングされるようにしてください。また、潤滑剤を混合した後に他の添加剤を添加しないでください。保護膜が破壊され、固着を引き起こす可能性があります。.
3. パンチ設計の最適化
ピッキングは、ロゴやスコアラインなど、タブレットの細部で発生することがよくあります。テーパードまたは傾斜した彫刻を施すことで、パンチの設計を最適化できます。これは、エンボスまたはデボス加工された文字の壁が完全に垂直ではなく、わずかに傾斜していることを意味します。この配置により、パンチをタブレットからスムーズに、そして無理なく引き抜くことができます。.
4. 鋼材の選択
適切な鋼材を選ぶことで、錠剤圧縮機の寿命と性能が向上します。粘着性のある製品には、 パンチスチール 合金中のクロムの濃度が高く、通常は 16% から 18% の間です。.
例えば、次のような鋼材 M340 または 440C クロム含有量が多いため、薄い保護酸化層が形成されるため、非常に効果的です。これらの材料は、製品の離型性を向上させ、粘着性のある材料がパンチ表面に付着する傾向を低減します。.
適切な生産パートナーと提携すれば、もうこだわる必要はありません
錠剤の圧縮は、医薬品製造において最も重要な工程の一つです。処方上の些細なミス、軽微な加工ミス、あるいは金型の欠陥でさえ、品質を損ない、ロット全体を無駄にする可能性があります。.
しかし、朗報があります。医薬品錠剤圧縮におけるスティッキングとピッキングは完全に回避可能です。綿密なメンテナンスと戦略的なプロセス調整を含む積極的なアプローチを採用することで、コストのかかるダウンタイムや規制上の罰金を回避することができます。.
さらに良いのは?適切な医薬品製造の専門家と提携することで、これらの問題を未然に防ぐことができます。Finetechをお選びください!当社の幅広い製品ラインナップ 錠剤圧縮機 品質とパフォーマンスの目標が常に時間どおりに達成されることを保証します。.
今すぐお問い合わせいただくか、当社の Web サイトにアクセスして、当社の圧縮ソリューションの実際の動作をご確認ください。
おすすめの読み物:
薬の錠剤はどのように作られるのでしょうか?製造工程の簡単なガイド。.
著作権について
ファインテック・グループの書面による事前の明示的な承認がない限り、本ウェブサイト上のコンテンツを複製、変更、公開、表示、送信、その他の方法で利用したり、そのようなコンテンツを使用して何らかのデータベースを構築したりすることはできません。コンテンツの使用許可については、こちらまでお問い合わせください: info@pharmamachinecn.com
免責事項:
本記事に含まれる情報は、一般的な情報提供のみを目的としています。当社は、いかなる情報についても、その正確性、妥当性、適時性、完全性を保証するものではなく、また、本記事の内容の誤謬または脱漏について一切の責任を負いません。.