Skip to content
Skip to content The production of many goods, especially those needing careful handling, depends on very advanced machinery. Companies around the world design and build these complex systems. This equipment plays a vital role in how items are made, processed, and finally packaged for everyone.
| Company Name | Founded |
| GEA Group | 1881 |
| IMA Group | 1961 |
| Syntegon Technology | 1969 |
| Sartorius AG | 1870 |
| Thermo Fisher Scientific | 2006 |
| ACG Worldwide | 1961 |
| Marchesini Group | 1974 |
| Körber Pharma | 1946 |
| OPTIMA Packaging Group | 1922 |
| Fette Compacting | 1908 |
GEA Group
Year Founded: 1881
Main Products:
- Separators and decanters for food processing.
- Homogenizers for food production.
- Valves and pumps for food handling.
- Liquid processing systems.
- Aseptic and non-aseptic filling & packaging systems.
- Powder handling & packaging systems.
- Brewery packaging systems.
GEA Group’s main office is in Düsseldorf, Germany. The company supplies systems and parts. These are for the food and drink industry.
Wilhelm Merton and Leo Ellinger started the company. It began in Frankfurt am Main. It was first a metal trading company. Later, GEA changed a lot. It became a world leader in food processing technology. It also leads in packaging technology.
GEA offers full solutions for pharmaceutical packaging. These cover the whole production process. Their systems can handle many types of pills. This includes dairy, drinks, and processed foods.
The company has a special filling technology. It helps foods that spoil easily. It keeps these pills fresh and safe. They don’t need extra chemicals to last longer.
GEA’s food packaging machines use new computer systems. This helps them run fast. They are still accurate and work well. This equipment can do many jobs. It handles different types of containers. These can be bottles, cartons, pouches, or trays.
The company is good at providing complete lines. These lines cover all steps. They go from processing food to the final package. This makes sure all parts work together well. It also makes everything run better.
GEA’s special filling machines are known for speed. They also have a clean design. This makes them good for foods that need gentle handling.
GEA bought other companies. It also developed new technology. This helped GEA offer more food packaging products. This meets new needs in the market. Their solutions include clean-in-place systems. These systems save time between making different products. They also help keep food safe.
GEA is a global company. It can give local support for its machines. The company works in over 150 countries. GEA keeps making new things in food packaging. It creates solutions for industry problems. These include making food last longer. They also help make production work better.
IMA Group
Year Founded: 1961
Main Products:
- Automatic processing machines for food products.
- Packaging systems for tea and coffee.
- Filling and sealing machines.
- Primary and secondary packaging solutions.
- Form-fill-seal machines.
- Cartoning equipment
- End-of-line packaging systems.
IMA Group is in Italy. It is a world leader. It makes automatic machines. These machines process and package many items, like food.
The company started in 1961. It has grown into a global business. Alberto Vacchi is the Chairman. IMA focuses on new technology. It also aims for international growth.
For food packaging, IMA makes advanced solutions. These help with the special problems of different foods. The company’s tea and coffee packaging systems are well known. They offer fast production. They also keep tea and coffee fresh and smelling good.
These tea and coffee systems do many things. They form and fill tea bags. They also put them into final boxes.
IMA’s pharmaceutical packaging machines are made with care. They use advanced computer controls. This lets factories make a lot of items. The quality stays high. Their special machines create packages from a roll of material. The machines fill the packages. Then they seal them. This is all one quick process. It is good for snacks and powders.
The company’s pharmaceutical packaging is flexible. Its machines can handle many package types. They can also be changed quickly for different products. This is very important today. New pills types and packages appear all the time.
IMA has done a lot of research in pharma packaging. This has led to many new technologies. The company has over 1,700 patents worldwide. A team of over 500 designers keeps creating new packaging technology. They make new machine models for new industry needs.
The company works in many countries. It is in about 80 countries. It has branches, offices, and agents. This worldwide setup helps IMA support its drugs packaging machines. This support includes setup, training, and repairs.
Syntegon Technology
Year Founded: 1969
Main Products:
- Packaging systems for confectionery.
- Processing and packaging equipment for dry foods.
- Frozen food packaging solutions.
- Form-fill-seal machines.
- Vertical and horizontal packaging systems.
- Primary and secondary packaging equipment.
- End-of-line packaging solutions.
Syntegon Technology is in Germany’s Stuttgart area. It is a key partner for food companies. The company began in 1969. It was called Robert Bosch Apparatebau GmbH. It has a long history of good engineering.
In 2020, it left the Bosch Group. The company’s name changed to Syntegon. This was a new start for its packaging ideas.
Syntegon offers full solutions for drugs packaging. These help companies package products well. The packages are safe and look good. Their systems for candy are top-notch. They handle items like chocolates with care. They do this at high speeds. These systems use gentle methods. This keeps the candy looking good and tasting good.
For dry foods, Syntegon has equipment for many uses. This includes cereals, pasta, nuts, and snacks. Its machines make bags of different sizes and shapes. Some packaging options help products last longer.
The company’s other machines wrap single items or groups of products. They make tight seals to keep food fresh.
Syntegon’s equipment for frozen food works in cold places. It has strong designs. These keep working well even when it’s very cold. These systems make sure packages stay sealed if temperatures change. This keeps the product quality good.
The company wants its food packaging to be flexible. It makes machines in parts. These parts can be changed if production needs change. This helps food makers with seasonal products. It also helps if they update their product lines.
Syntegon’s engineering mixes good mechanics with new digital tech. This makes packaging systems that work the same way every time. These systems also collect data. This data helps improve production. The machines have smart features. They can warn if maintenance is needed. They can also adjust settings on their own.
Sartorius AG
Year Founded: 1870
Main Products:
- Filtration systems for food processing
- Fluid management solutions
- Weighing equipment for food production
- Measurement and automation technology
- Process analytical technology
- Laboratory equipment for food safety testing
- Quality control instruments
Sartorius AG is in Goettingen, Germany. It is a top global provider of lab and process tech. The company helps different industries. This includes food processing and packaging.
Sartorius started in 1870. It has used its long history to make smart solutions. These solutions fix hard problems in making food.
Sartorius is not mainly a packaging machine maker. But its tech is key in food packaging. This is true for steps that affect quality and safety before packaging. Their filter systems make liquid foods clear. They also remove unwanted bits before filling. This is vital for good products and good machine work.
In pharmaceutical packaging, Sartorius’s weighing tools are important. They help make sure fill levels are right. They also help keep products the same. Their scales and weight checkers are often in packaging lines. These systems check that each package has the right amount. This cuts waste. It also helps companies follow rules.
Sartorius’s tools for moving liquids are helpful. They move liquid foods gently and cleanly. This happens during the whole production process. This care keeps the product’s quality good until it’s packaged. These systems are designed to be clean. They use safe materials for food.
The company’s tech can check pharmaceutical production details live. This lets factories make quick changes. These changes affect the final packaged pills. This is very useful for medicines where the mix must be exact. This control helps packaging work well. It also makes the product last longer.
For pill makers, Sartorius equipment is often a key link. It connects making the product and packaging it. This ensures products meet standards for the best results. Their tech helps with common packaging issues. These include product changes, contamination risks, and correct weights.
Thermo Fisher Scientific
Year Founded: 2006
Main Products:
- Food safety testing equipment.
- Quality control instruments for food packaging.
- Laboratory analysis systems.
- Inspection technology for packaged foods.
- Material testing equipment.
- Process monitoring systems.
- Contamination detection technology.
Thermo Fisher Scientific is in the United States. It was formed in 2006. Two companies joined: Thermo Electron Corporation and Fisher Scientific International.
It is a newer combined company. But it uses the long histories of the first companies. It offers smart science solutions to many industries. This includes pharmaceutical processing and packaging.
In pharmaceutical packaging, Thermo Fisher helps with quality and safety tests. They also provide inspection tech. These make sure packaged pills meets laws and what buyers expect. Their tools check what packaging is made of. They also find things that could harm food or shorten its life.
Thermo Fisher’s inspection systems are key in food packaging. They use X-rays, metal detectors, and vision systems. These find package problems or unwanted items in packages. These tools can be part of packaging lines. They check quality live without slowing production.
For food makers, Thermo Fisher has special test equipment. This equipment checks how good the packaging is. It looks at seal strength and how much can pass through the material. These tests are vital. They make sure packaging protects food well during shipping and storage. This keeps food safe and good until eaten.
The company’s tech for checking materials helps pharmaceutical producers. It ensures packaging materials meet rules. It also makes sure materials are right for certain foods. This is very important for new package types. It’s also key for sensitive products needing special protection.
Thermo Fisher’s products also watch production areas. These find dirt in the air or on surfaces. Such things could make food unsafe during packaging. These systems help factories keep areas clean. They also show they follow food safety rules.
ACG Worldwide
Year Founded: 1961
Main Products:
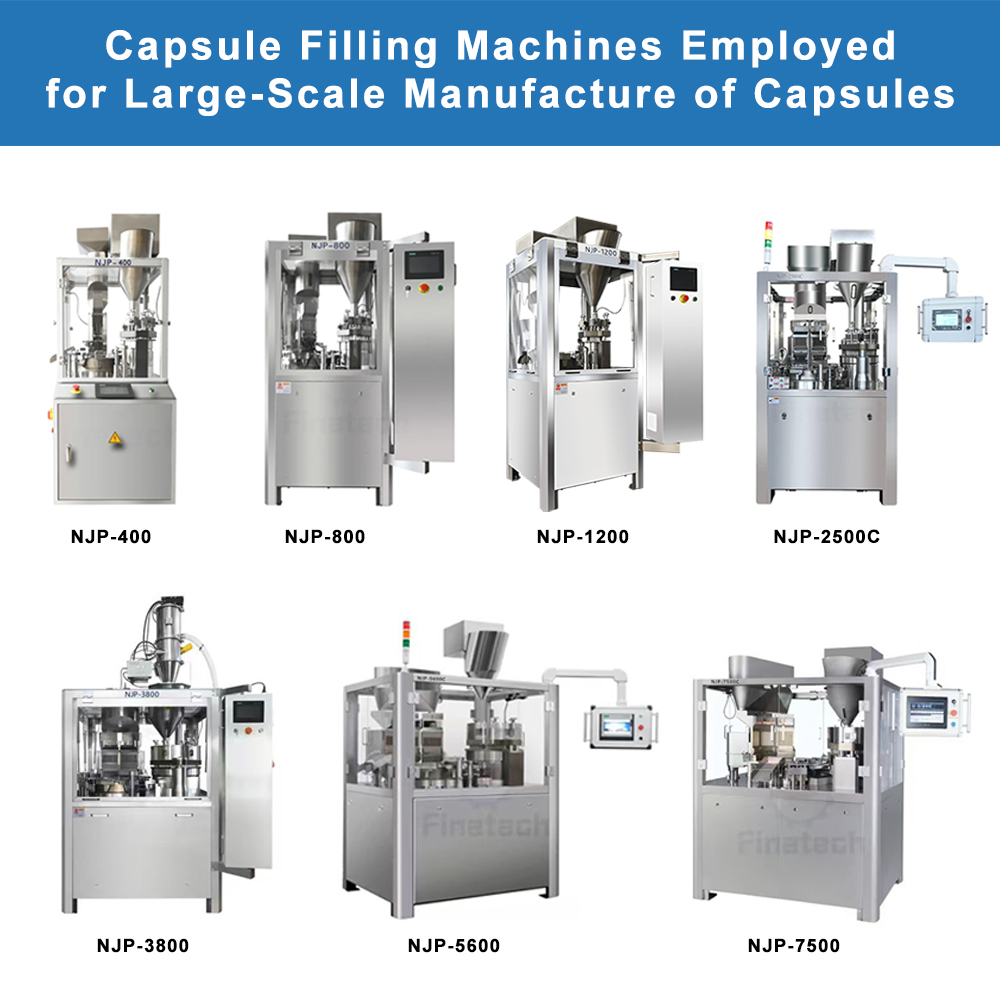
- Capsule filling machines.
- Blister packaging machines.
- Cartoning equipment.
- Form-fill-seal solutions.
- Inspection systems for packaged products.
- Primary and secondary packaging equipment.
- End-of-line packaging solutions.
- Packaging materials and films.
ACG Worldwide is in Mumbai, India. It is known worldwide for its work. It provides solutions for processing, making, and packaging. These are mostly for drug companies. But they also have big uses in food packaging.
The company started in 1961 in India. It grew to become a global supplier of packaging tech.
In pharma packaging, ACG offers special solutions. These meet the needs of different pills. This is true for pills needing high cleanliness and protection. Their blister packaging machines are often for medicines. But they are also for single-serving foods. Examples are candy or supplements. These stay fresher in individual packs.
ACG’s form-fill-seal tech makes flexible packs from a roll of material. They fill and seal them in one smooth action. These systems can be changed for various medicines. This includes dry items like capsules. It also covers complex foods that need special packaging to last longer.
The company’s cartoning equipment finishes the packaging. It puts first packages into cartons. It can add info sheets. It also gets the final package ready to ship. These systems are made to be efficient and flexible. They work with different carton shapes and sizes.
ACG is different in the pharmaceutical packaging market. It offers more than just machines. It also provides packaging materials for specific medicines. Their films and foils resist moisture. They also block oxygen and UV light. These features help keep food fresh and good.
For medicine makers, ACG has solutions that can grow. This is good for those moving from manual to automatic packaging. The machines have easy controls. They are also easy to maintain. This makes them good for places with different technical skill levels.
Marchesini Group
Year Founded: 1974
Main Products:
- Complete packaging lines for food products.
- Primary packaging machines.
- Secondary packaging equipment.
- Cartoning systems.
- Case packing solutions.
- Palletizing equipment.
- Track and trace systems.
- Filling and capping machines.
Marchesini Group is in Pianoro, Italy. This area is called “Packaging Valley.” Many packaging experts are there. The company started in 1974. It has become a top supplier of packaging lines and machines. It is known for quality and new ideas. This is true for both drug and food packaging.
Most of Marchesini’s work is for drug companies. But it uses the same careful engineering for food packaging. This is especially for high-end foods. Their skill with delicate items helps with valuable foods. These foods need gentle handling and look just right.
In food packaging, Marchesini offers full lines. These handle products from the first package to putting them on pallets. Their first packaging machines fill jars, bottles, and containers. These can be filled with foods like spreads or powders. These filling systems are clean and measure exactly. This ensures good and safe products.
Marchesini’s cartoning machines are a key strength. They can fold, fill, and seal cartons very fast. They also do it with precision. For foods, these systems often have special features. They might count items for multi-packs. They might also add recipe sheets.
The company’s food packaging is flexible. Their machines can be changed quickly. This allows them to handle different product sizes and styles. This helps food makers with many product types. It also helps with seasonal items needing different packs.
Marchesini is known for making its products in Italy. All its manufacturing happens there. This local focus means strict quality control. It also uses the area’s skill in engineering and packaging ideas.
Körber Pharma
Year Founded: 1946
Main Products:
- Packaging machinery for food products.
- Cartoning systems.
- Case packing equipment.
- Palletizing solutions.
- Track and trace technology.
- Filling and sealing machines.
- Inspection systems.
- Software solutions for packaging lines.
Körber Pharma is in Hamburg, Germany. Its story began there in 1946. The founder, Kurt A. Körber, started in a small basement. He fixed broken cigarette makers.

From this small start, Körber grew. It became a global tech company. It has strong skills in packaging machines for many industries. This includes pharmaceutical packaging.
The Körber Group has several business parts. Its drug division, Körber Pharma, has skills that also help pharmaceutical packaging. This is true for products needing high precision and cleanliness. The company’s drug industry experience helps with special drug packaging.
In pharmaceutical packaging, Körber offers solutions for all steps. This goes from handling the product first to finishing the line. Their cartoning systems make, fill, and seal cartons very accurately. They include seals that show if a package was opened. They also have easy-open designs. These help buyers and protect the product.
Körber’s case packing machines put first packages into shipping cases. They do this efficiently. They use gentle methods. This stops delicate drugs from getting damaged. These systems use case space well. They also make sure products are set right for shipping and stores.
The company’s pharmaceutical packaging focuses on working together. Its machines are made to be parts of full packaging lines. Control systems make sure all steps work together. This makes things run well. It also keeps product quality the same.
Körber is known for its digital tools. These tools make packaging work better. Körber’s software watches and controls packaging lines live. It collects data. This helps food makers find ways to improve.
For medicine makers using new Industry 4.0 ideas, Körber has smart packaging. These include features that predict repair needs. They also offer auto format changes and production data. These help factories run more. They also cut waste and react fast to new needs.
OPTIMA Packaging Group
Year Founded: 1922
Main Products:
- Filling and packaging systems for food products.
- Form-fill-seal machines.
- Pouch packaging equipment.
- Cup filling and sealing systems.
- Cartoning machines.
- Case packing solutions.
- Multi-pack bundling systems.
- Coffee capsule filling and packaging lines.
OPTIMA Packaging Group is in Schwaebisch Hall, Germany. It is a leader in tech for filling and packaging machines. It helps various industries, including food.
The company started in 1922. It has been family-owned for three generations. It continues a tradition of good engineering. It also always improves packaging tech.
In pharmaceutical packaging, OPTIMA has special skills in some key areas. It is very strong in coffee packaging systems. Their coffee capsule lines handle the whole job. This includes putting coffee in capsules. It also covers sealing, quality checks, and final packaging. These systems keep fill weights exact. They also control oxygen. This is vital for fresh coffee.
OPTIMA’s tech is not just for coffee. It also works for other drugs. These include powders and liquids. Their machines are designed to be very clean. They have features like clean-in-place systems. They also use stainless steel parts. These meet tough food safety rules.
The company’s form-fill-seal machines make flexible packs from rolls of material. They offer choices for different package types. These include stand-up pouches and pillow packs. These systems can be changed for different foods. This ranges from dry foods to complex items. Some items need special packaging to last longer.
OPTIMA is known for making custom solutions. The company creates packaging solutions for specific product needs. They don’t just offer standard machines. They work closely with medicine makers. Together, they build systems that are best for each use.
OPTIMA offers full services for food producers. This is for those who want to automate or upgrade packaging. Services go from first talks to setup and support. Their project plans look at product details and how much is made. They also look at package design. This helps make good, reliable packaging systems.
The company’s research keeps improving pharma packaging. They find new ways to handle products gently. They also check package strength. They focus on making production run better. Their machines use new tech. Examples are servo controls and vision checks. These help them work well and keep product quality high.
Fette Compacting
Year Founded: 1908
Main Products:
- Tablet presses for food applications.
- Capsule filling machines.
- Processing equipment for food tablets.
- Tooling for tablet production.
- Maintenance and service solutions.
- Consultation services for tablet production.
- Quality control systems.
- Software solutions for production monitoring.
Fette Compacting is near Hamburg, Germany, in a town called Schwarzenbek. It is the world’s top provider of full solutions for making tablets. Its work also includes the food industry.
The company is part of the LMT Group. This is a family-owned group of companies. It has a long history of exact engineering.
In the pharmaceutical field, Fette’s tablet press tech is used for tablets and other solid dosages. It’s also for fizzy tablets and other pressed foods. Their fast tablet presses make good quality tablets. They do this while making thousands per hour. They control weight and thickness very well.
Fette started making capsule filling machines in 2016. This added to their food packaging skills. They offer systems that can fill up to 400,000 capsules an hour. This tech is for food supplements and drink powders. It’s also for single-serve items in capsules. Their systems dose and seal well. This keeps products fresh and dry.
The company leads in technology. They have 140 patents for their tablet and capsule tech. This new approach has made Fette a top provider. They focus on food packaging that needs pressing or capsules.
Fette’s engineering aims for exact and reliable machines. Their machines are made to work well for long times. Their tablet presses have features like pre-compression. This makes tablets denser and stronger. This is key for drugs that need to dissolve or spread out in special ways.
Fette offers full support for pills makers using tablets or capsules. This is through a global network of special centers. These centers are in Germany, the USA, Brazil, India, and China. They give access to expert help for making tablets and filling capsules. This helps makers improve their work and fix problems.
Conclusion
The field of specialized manufacturing and packaging equipment is always moving forward. These technological improvements help ensure products are made safely and efficiently. Such progress directly impacts the quality and availability of goods for people everywhere.