Skip to content
Skip to content Achieving consistent texture, stability, and therapeutic effectiveness in pharmaceutical products is the key to a successful formulation. However, this level of consistency is not easy to achieve, especially without homogenizer machines.
These machines, in simple words, break down particles and droplets into much smaller, uniform sizes so the ingredients are properly dispersed throughout the formulation. This controlled reduction in particle size helps create stable emulsions and suspensions, improves absorption, and ensures each dose delivers the intended therapeutic effect.
In this guide, we’ll take a detailed look at homogenizer machines for the pharmaceutical industry. We’ll explore their working principles, major types, key features, and the advantages they offer in modern drug manufacturing.
What is a Homogenizer Machine for the Pharmaceutical Industry?
A homogenizer machine for pharmaceutical companies is a device that blends different ingredients into a smooth, even mixture. It breaks materials into small nanoparticles by using pressure, mechanical, or ultrasonic energy.
In simple terms, it blends ingredients that don’t easily mix. For instance, oil and water separate on their own. But in a homogenizer, they form a uniform mixture that remains stable throughout the shelf-life.
Homogenizers also support advanced drug delivery systems to enhance drug absorption. Some models work at extremely high pressures, often above 1000 bars. This reduces particle size in liquids and forms microdroplets through a process known as micronization.
Besides breaking down particles, homogenizers facilitate microbial inactivation, enzyme activation and deactivation, and compound extraction.
Types of Homogenizer Machines for Pharmaceutical
There are several different types of homogenizer machines for pharmaceutical use. These machines have distinct working mechanisms that set them apart. Moreover, each type is built to handle specific product needs.
1. High-Pressure Homogenizer/ High-Shear Machines

High-pressure homogenizers consist of a high-pressure pump, homogenization valves, and multiple plungers that push the product through a narrow gap at very high pressure.
Most high-pressure machines operate at 550 to 2750 bars, which produce extreme shearing and turbulence forces. As a result, the particles break down into ultrafine particles and droplets. In addition to the shearing and turbulence, the particles also undergo cavitation.
When the fluids exit the high-pressure gap, they undergo rapid microbubble formation and implosion. The resultant cavitation further reduces particle size.
Research shows that high-pressure homogenization can reduce particle size to 100 nm or less. This enhances dissolution rate and drug absorption.
2. Ultra-High Pressure Homogenizer Machines

Ultra-high pressure homogenizers take performance even further. They consist of ultra-high-pressure pumps that can pump the product to the valve at 3500 to 4200 bars. The working principle of these machines is the same as high-pressure homogenizers.
They are useful for high-viscosity materials that are not easily processed in high-pressure homogenizer machines. Interestingly, these machines run at lower temperatures, which helps save energy and maximize resource utilization.
3. Mechanical Homogenizer Machines

Mechanical homogenizers use paddles, rotary blades, and cones to break down materials physically. They are simpler than high-pressure models and utilize low pressure. The rotors are paired with a stator to achieve optimal homogenization conditions. Some common types of mechanical homogenizer machines include:
- Colloid Mills: They work by pushing the material between a conical rotor and stator. The rotor rotates at 3000-15000 rpm, which creates shear forces to break down the particles. Colloid mills are usually utilized for high viscosity materials or those with large amounts of suspended solids.
- Rotor-Stator Homogenizers: These machines use a rapidly spinning rotor and a fixed stator to create high shear forces. They consist of a head, a generator, and a probe that accelerates the fluid in a tangential direction.
- Bead Mills: This type of machine employs tiny glass, metal, or ceramic beads inside a sealed chamber. The beads collide with the product and break it into small particles. Since the beads are inside the container, they need to be agitated through blades and paddles, or by centrifugally rotating the container at high speed.
- Blade-Type Homogenizers: The rotating blades emulsify and disperse materials by generating force. They resemble a blender in action and are comparatively less productive than other machines.
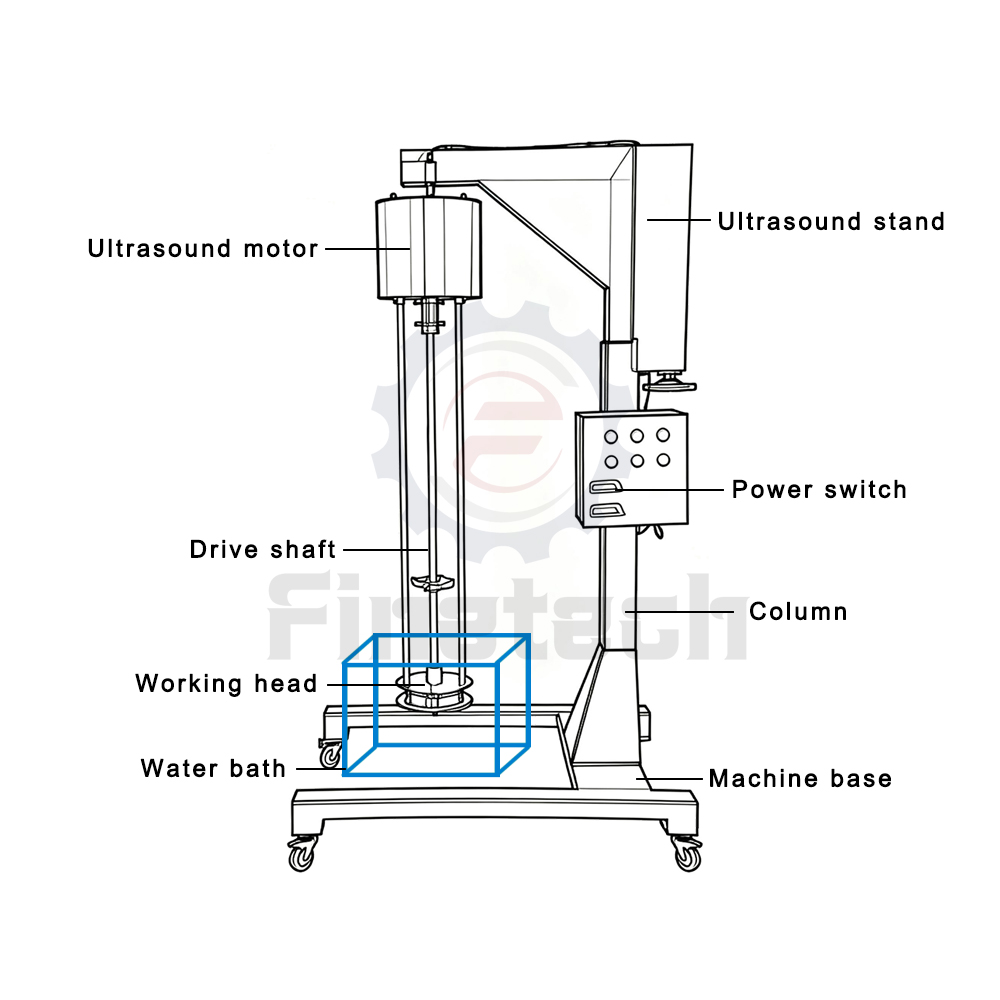
4. Ultrasonic Homogenizer Machines

Ultrasonic homogenizers use sound waves to create cavitation, which disrupts the materials and breaks them down. They’re also called sonicators or sonic disruptors and function at more than 20kHz of frequency. The vapor cavities form and collapse during the rarefaction and compression phases of the ultrasonic waves.
These machines primarily consist of three main components, including the generator, transducer, and probe. All these components work together for mixing, producing shearing forces, and energy release for emulsification, particle size reduction, and dissolution.
5. In-Line Homogenizer Machines

In-line homogenizers process materials in a continuous stream, which is why they are widely utilized in large-scale pharmaceutical production. This faster flow results in greater batch consistency and reduced processing time, significantly enhancing overall efficiency.
They’re used for pharmaceutical emulsions, suspensions, and liquid formulations, and easily integrate into automated lines. Since the homogenizer is integrated into the production lines, it doesn’t take up much space. The compact design further adds to the functionality of the equipment.
Key Features of Pharmaceutical Homogenizer Machines
Homogenizer machines for pharmaceutical companies are designed to support efficient and sterile processing. Therefore, most high-quality machines come with specialized features, such as high-pressure compatibility, regulatory compliance, and durable build. Let’s take a look at these features in detail.
1. Performance at High-Pressure
High-pressure homogenizers are the most common types of machines used in the industry. These machines need to deliver stable output under extreme pressure. Most machines run at 1000–1500 bars, while advanced models can reach up to 4000 bars.
2. Regulatory Compliance
Pharmaceutical homogenizer machines must comply with strict standards. This includes GMP guidelines, FDA 21 CFR, CE markings, and ISO 9001 certifications. Compliance with these regulations makes audits easier and ensures batch safety, which is necessary for patient safety.
3. Durable Build
Corrosion-resistant stainless steel body, FDA-approved sealing components, and smooth internal surfaces support long-term performance of homogenizer machines. Additionally, strong valves and plungers also reduce breakdowns and minimize the maintenance costs.
4. Noise Control
High-pressure and mechanical processing can be loud. These machines can produce noise ranging from 60 to 90 dB. Therefore, some homogenizers include soundproof cabinets and noise-insulation cladding to control the noise.
5. Large Capacity
Large-scale pharmaceutical companies need machines capable of handling hundreds or thousands of liters per hour. High-capacity homogenizers can handle 300 to 80,000 liters per hour, leading to reduced batch time, increased throughput, and continuous production.
Benefits of Homogenizer Machines for the Pharmaceutical Industry
Homogenizer machines improve the production process for safe, high-quality drug formulations. Here are some benefits of investing in a homogenizer machine for pharmaceutical manufacturing facilities.
1. Enhanced Consistency
Consistency is essential for ointments, liposome suspensions, and medicinal syrups. A homogenizer improves batch uniformity and ensures consistent texture and particle size across runs.
2. Increased Product Stability
Pharmaceutical emulsions are thermodynamically unstable and may separate during storage. Homogenizer machines prevent this by breaking droplets into nanoparticles that stay uniformly dispersed.
3. Ensures Sanitation
Pharmaceutical homogenizers that are CIP/SIP compatible protect products from contamination and help manufacturers meet GMP requirements. Stainless steel and water-resistant parts, hygienic valves, and smooth surfaces further reduce the risk of microbial growth.
FAQs
1. What is a microfluidizer and when should it be chosen?
A microfluidizer is a specialized high pressure homogenizer that directs fluid streams through fixed geometry interaction chambers to obtain highly reproducible nanoscale particles and droplets. It is well suited for development of stable nanoemulsions, vaccines and parenteral suspensions where tight control of particle distribution is critical.
2. How do homogenizers support continuous manufacturing strategies?
Certain homogenizers can be configured inline to operate in continuous mode, supporting steady state production with reduced downtime and consistent product quality. Inline homogenization integrates well with continuous upstream and downstream unit operations.
3. How important is cleaning and cleaning validation for homogenizers?
Cleaning and its validation are fundamental. Clean in place systems reduce cross contamination and microbial risk, but the cleaning protocol must be validated with appropriate sampling and acceptance criteria to meet regulatory expectations. Documentation of rinse and swab results is required for routine compliance.
Upgrade Your Production Lines with Premium Pharmaceutical Machinery
Homogenizer machines are critical for pharmaceutical companies. Without them, achieving consistent particle size, stable formulations, and reliable therapeutic performance becomes extremely challenging.
In short, homogenizers are a must for any pharmaceutical production line, but they should be sourced from a reputable and reliable partner such as Finetech.
We have been supplying high-quality homogenizer machines to pharmaceutical manufacturers for years. You can also benefit from our free sample proofing service to evaluate the performance and quality of our equipment before making a purchase.
Contact our team to discuss your requirements and find the right solution for your production line.