Skip to content
Skip to content Pharmaceutical manufacturers use specialized tablet packing machines to accommodate the diverse stability requirements of solid dosage forms. While every system aims to protect medicine integrity, the mechanical approach varies between blister, strip, and sachet technologies.
Choosing the right equipment depends on the chemical sensitivity of the active pharmaceutical ingredient (API), required production speed, and final delivery format. Factors like moisture resistance and light protection dictate whether a facility should implement heat-based or cold-forming processes.
This guide breaks down the specific mechanics of each system, from thermoforming and cold-forming to high-speed vertical and horizontal feeding. Understanding these technical nuances will help you identify the most efficient and compliant packaging solution for your facility.
What is a Tablet Packing Machine?
A pharmaceutical tablet packing machine is an automated system that seals tablets, capsules, and pills into protective, individual doses. The packing process uses high-barrier materials like aluminum foil, PVC, or plastics to create hermetic seals.

These packaging systems are specifically designed to shield solid dosage forms from environmental hazards, cross-contamination, and physical impact to protect medicine’s integrity.
Different Types of Tablet Packing Machines
Pharmaceutical tablets come in different formulations, each of which has its own packaging needs. Some medications require basic moisture resistance, while others demand total protection from light and oxygen. To maintain stability, manufacturers utilize a range of specialized equipment.
These systems are usually divided into three broad categories: blister packing machines, strip packing machines, and pouch and sachet packing machines. Below, we will explore their subtypes in detail to understand how each technology works.
1. Tablet Blister Packing Machine
Blister packing machines are among the most commonly used systems in pharmaceutical manufacturing. These machines create, fill, and seal individual pockets for superior protection against moisture, contamination, and tampering. At the same time, the design allows for easy, single-dose dispensing.

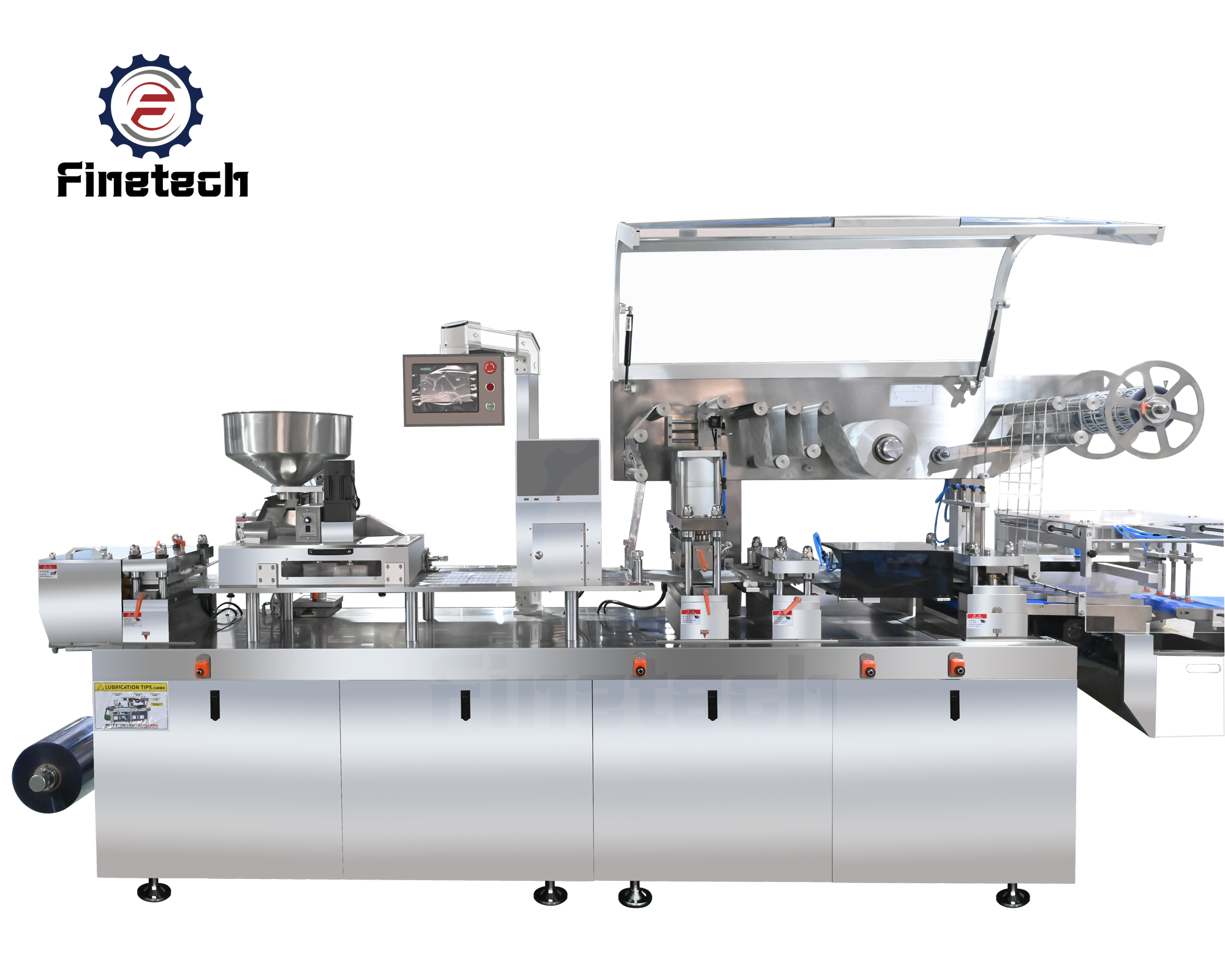
a) Thermoforming Blister Packing Machine
The thermoforming blister packing machine uses a heat-based method to manufacture cavities. It starts by heating thermoplastic films, such as PVC or PET, until they become pliable. Then it uses vacuum or air pressure to form precise cavities (blisters) for holding tablets, capsules, or small items.

PVC and PET are chosen for being highly versatile and cost-effective, with excellent mechanical strength. They maintain the structural integrity of the pocket during high-volume handling and transport.
Applications: Thermoforming blister packaging is widely used for common analgesics, vitamins, and antibiotics.
b) Alu-Alu Blister Packing Machine
As the name suggests, the Alu-Alu blister packaging machine uses a double layer of aluminum to provide superior barrier protection against environmental factors. Cold forming creates the base cavity through mechanical plugs to shape the foil without the application of heat.

Once the tablets are placed, the machine seals the package with a secondary aluminum lidding foil. This creates a completely opaque and airtight environment for each dose.
Applications: Alu-Alu packaging is essential for highly potent and moisture-sensitive drugs like Amoxicillin and Augmentin. It is also used for light-sensitive pills such as Nifedipine or certain vitamins.
c) Tropical Blister Packing Machine
A tropical blister machine is a hybrid system that operates in an Alu-PVC-Alu format. It combines the ease of a thermoformed PVC blister with an additional aluminum over-wrap. This three-layer configuration provides enhanced protection without the high cost of a full Alu-Alu setup.
Applications: These machines are best for medications requiring stability in tropical, high-humidity environments, e.g., Aspirin, Doxycycline, and Metformin.
2. Tablet Stripe Packing Machine
A strip packing machine is a high-speed system that seals tablets between two continuous layers of flexible film or foil. Unlike blister packaging, it does not require pre-formed pockets or cavities. Instead, the medication is sandwiched between the webs, which are then sealed around each unit.

a) Soft Stripe Packers
Soft stripe packing machines are used for aluminum-to-aluminum foil heat-sealed packaging, though they are equally effective for plastic-to-plastic sealing. These units create an airtight environment by synchronizing the tension of two flexible webs. The constant tension ensures that the material remains perfectly aligned as it passes through the heated sealing rollers.
The machine automatically manages complex functions, including broken piece filtering, material feeding, and the disposal of margin scrap.
Applications: Ideal for Aspirin or Paracetamol as well as soft-gel capsules and smaller nutraceuticals that require tight, stable sealing.
b) Alu-Foil Strip Packers
Alu-foil strip packers utilize dual layers of reinforced aluminum to provide a total barrier against light and moisture. The primary benefit of this system is the high mechanical strength of the seal. It prevents accidental punctures during bulk handling and maintains the stability of the content in extreme environmental stress.
Applications: Frequently used for anti-malarial drugs like Chloroquine or Quinine in high-humidity regions. Also critical for single-dose medications in emergency medical kits, where durability is a high priority.
c) High-Speed Strip Packers
High-speed strip packing machines offer maximum flexibility as they can be configured for either horizontal or vertical feeding. These systems utilize a PID controller to digitally set and record accurate sealing temperatures.
Waste film is collected automatically, and the system can be adjusted for different product sizes without the need to manually exchange packaging molds. For safety, the machine features a protective glass cover and a cutter with a built-in safety function to prevent product damage.
Applications: Best for high-volume production of generic medications like Ibuprofen or Metformin.
3. Tablet Pouch Packing Machine
Sachet and pouch packing machines package tablets into flexible, sealed bags. They typically handle bulk-counted doses or large-format tablets, such as effervescents.

The process begins by forming a pouch from a flat roll of film before the medication is deposited inside. Once filled, the machine seals the unit on three or four sides to prevent contamination and preserve shelf life.
a) Vertical Form Fill Seal
The VFFS machine operates by pulling the packaging film over a vertical forming tube, creating a continuous cylinder. As the film moves downward, the machine seals the bottom and sides before tablets are dropped in from a height.
Applications: These are ideal for bulk-packing multiple tablets into a single bag, such as hospital “patient packs” or multi-vitamin kits.
b) Horizontal Form Fill Seal
Horizontal machines move the packaging material across a flat plane. The film is folded into a “U” or “V” shape, and the tablets are inserted horizontally or via a low-angle feeder. This method is much gentler than vertical dropping and is preferred for delicate or easily chipped products.
Applications: Best for large sachets or stand-up pouches. They are the standard for high-volume effervescent tablets like Alka-Seltzer or Solpadeine that require a wider seal area to remain stable.
c) Multi-Lane Sachet Machines
Multi-lane machines are specialized high-output systems that process multiple rows of sachets simultaneously from a single wide roll of film. Depending on the machine width, they can produce between 4 and 12 sachets in a single cycle.
Applications: These are used for massive production runs of generic analgesics like Paracetamol (Panadol) or Ibuprofen (Advil) sachets.
4. Tablet Bottle Packing Machine
High-speed tablet bottle packing machine for pharmaceutical & nutraceutical lines. Automates counting, filling, capping & labeling. Achieve 100% accurate fills for tablets, capsules, and softgels. Ideal for cleanroom environments. Boost efficiency by 50% with FDA-approved stainless steel construction.

Key Benefits of Tablet Packing Machines
Tablet packing machines provide a protective barrier for solid dosage forms, but that is just one advantage. Beyond physical protection, these advanced packing systems significantly enhance production output, medicine integrity, and overall shelf life.
1. Speed and Automation
Modern packing systems significantly increase the speed of pharmaceutical manufacturing. Depending on the specific model and configuration, these machines can pack between 500 and 2,500 tablets per minute. This high level of automation reduces the need for manual handling, which minimizes human error and significantly lowers production costs per unit.
2. Product Protection
Tablet packing machines shield medications from a variety of external threats. The high-barrier materials like Alu-Alu or PVC/PVDC create an enclosure that protects tablets from mechanical impact during transport.
Furthermore, the automated sealing process prevents cross-contamination and ensures the product remains sterile and free from airborne particulates or tampering.
3. Extended Shelf Life
The vacuum sealing technology used in these machines is critical for the shelf life of tablets and pills. The airtight and moisture-proof environment prevents the degradation of APIs. This is particularly critical for moisture-sensitive medications as the barrier protects them from oxidation and humidity.
FAQs
1. What types of packaging formats are used in tablet packing machines?
Tablet packing machines commonly support blister packs, strip packs, sachets, and bottle packaging. Blister packaging with PVC-Alu or Alu-Alu laminates is widely used in pharmaceuticals due to its moisture barrier properties and tamper evidence.
2. What is the role of PLC control in tablet packing machines?
PLC (Programmable Logic Controller) systems automate machine operations such as feeding synchronization, sealing temperature control, and pack indexing. They improve operational accuracy and enable real-time process monitoring.
3. How do sensors detect broken tablets during the packaging process?
Advanced vision systems use high-speed cameras and AI-driven software to inspect every pocket before sealing. They automatically trigger a rejection mechanism for any tablets with chips, cracks, or incorrect color profiles.
4. What industries use tablet packing machines besides pharmaceuticals?
Apart from pharmaceuticals, tablet packing machines are used in nutraceuticals, veterinary medicine, food supplements, and certain chemical products that require precise unit packaging.
5. How is seal integrity validated in pharmaceutical tablet packing?
Seal integrity is typically verified using a blue dye vacuum test or high-voltage leak detection (HVLD). These methods identify microscopic pinholes in the lidding foil that could compromise the product’s shelf life.
Upgrade Your Facility with Advanced Packing Technology
Selecting the appropriate tablet packing machine is a strategic decision that directly impacts product safety and manufacturing profitability. Begin with a detailed audit of your production volume and speed requirements, and consider the specific chemical properties of the tablets you manufacture. Most importantly, assess your desired level of automation and customization.
Having this clarity ensures that you choose a system that not only optimizes performance but also maintains strict regulatory compliance. That’s where Finetech comes in.
With over 30 years of global experience, we design fully integrated packing ecosystems that enhance efficiency across your entire production line. Explore the latest models of tablet packing machines and upgrade your production line with confidence.
References:
Pill Packaging Machine: Types, Applications, and Selection.
Types of Blister Packaging Machines Applied to Pharmaceutical Industry.