Skip to content
Skip to content Do you know how every drop of medicine, cleaning solution, and sterile fluid is pushed through the production line with precision?
This job is exclusively assigned to a pharmaceutical pump.
It may seem like a simple piece of equipment, but it plays a crucial role in ensuring the safety, accuracy, and consistency of medicines. From filling injectable drugs to transferring sensitive liquid ingredients, these pumps support multiple stages of pharmaceutical manufacturing.
By the end of this guide, you’ll have a clear understanding of what a pharmaceutical pump is, how it works, and why it is essential to the pharmaceutical industry.
What Is a Pharmaceutical Pump?
A pharmaceutical pump is a specialized piece of equipment designed to safely move liquids in drug manufacturing, processing, and packaging systems. These pumps transport everything from water and solvents to bulk drug solutions, injectable formulations, and cleaning fluids.
Unlike ordinary industrial pumps used in general, pharmaceutical pumps are built to meet the high GxP standards of the pharma industry.
Simply put, a pharmaceutical pump is the heart of fluid movement in a factory that makes medicines. It guarantees fluids move exactly where they need to, when they need to, and in the correct manner, without contamination.
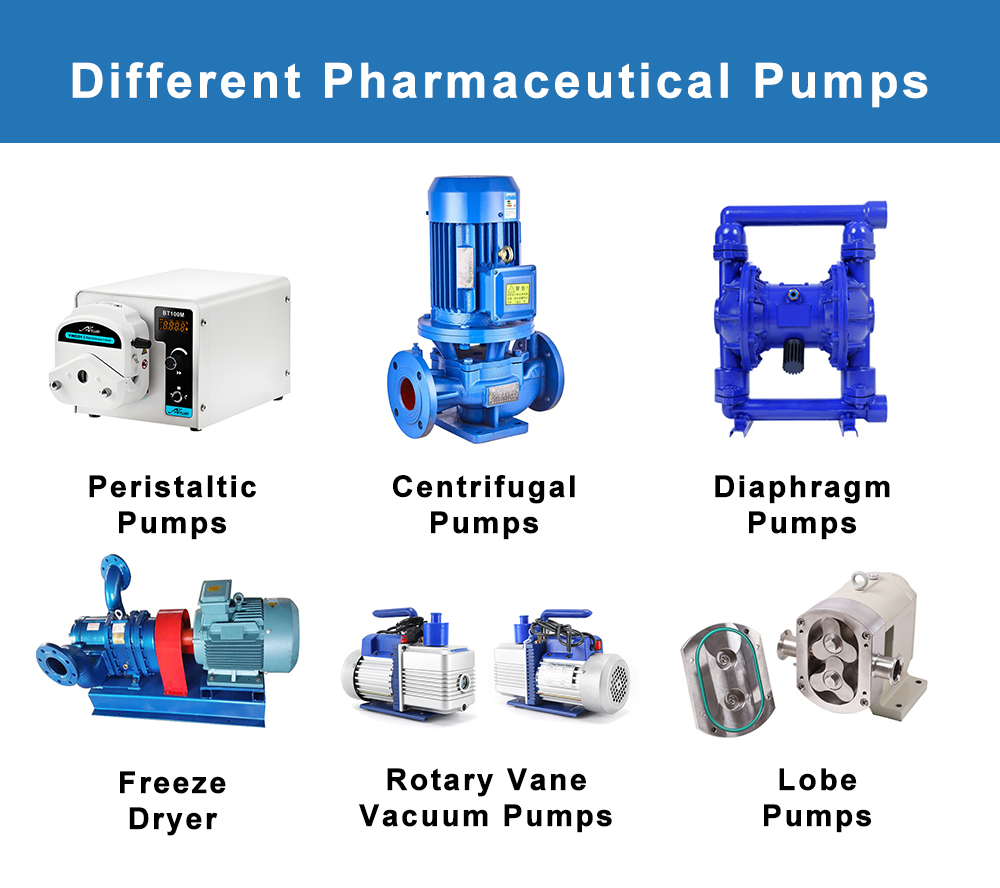
Types of Pharmaceutical Pumps
Some pumps are designed for the gentle handling of sensitive liquids, while others are built for high-pressure or high-flow. Remember, choosing the right pump helps protect product quality and meet GMP standards.
Below are the most common types of pharmaceutical pumps and their uses.
1. Peristaltic Pumps

Peristaltic pumps move liquid through a flexible tube using rotating rollers. As the rollers press and release the tube, they push the fluid forward. The liquid only touches the inside of the tube, not the pump itself.
Because the liquid never contacts pump parts, the risk of contamination is very low. They are ideal for transferring sensitive drug solutions, vaccines, and biological products.
2. Diaphragm Pumps

Diaphragm pumps work by using a flexible membrane that moves back and forth to pull liquid in and push it out. This creates suction and pressure that moves liquid through the pump without direct contact with moving mechanical parts.
These pumps are commonly used in sterile and high-purity processes. Moreover, they can safely transfer solvents, injectable drugs, and cleaning fluids.
3. Lobe Pumps

Lobe pumps rely on two rotating lobes that gently carry liquid through the pump chamber. Instead of crushing or forcing the fluid, the lobes move it smoothly, helping protect delicate or thick materials.
Since they handle fluids carefully, lobe pumps are often used in pharmaceutical and biotech production where product structure must be preserved.
4. Centrifugal Pumps

Centrifugal pumps operate using a fast-spinning impeller that throws liquid outward and moves it through the system. They are best for moving large volumes of low-viscosity liquids.
In pharmaceutical plants, centrifugal pumps are commonly used for water systems, cleaning-in-place (CIP), and cooling systems. These are also used for liquid transfer, where speed and volume are more important than precision.
5. Rotary Piston Pump Pharmaceutical

Rotary piston pumps (also known as reciprocating piston pumps) are positive displacement pumps widely used in pharmaceutical manufacturing for their precision, reliability, and ability to handle sensitive fluids.
6. Vacuum Pump

Vacuum pumps are critical components in pharmaceutical manufacturing, creating controlled low-pressure environments essential for various processes. The selection of appropriate vacuum technology directly impacts product quality, safety, and process efficiency.
What Pharmaceutical Pumps Are Used For
Pharmaceutical pumps do much more than just move liquids from one place to another. They support almost every stage of drug production. Below are the most common areas where pharmaceutical pumps are used:
1. Liquid Drug Transfer
Companies use pharmaceutical pumps to move active drug solutions, solvents, and liquid ingredients between tanks, mixers, filters, and filling machines. This transfer must happen without contamination, air bubbles, or product loss.
2. Injectable Filling
In injectable drug manufacturing, pumps play a role in filling vials, syringes, and ampoules with exact volumes of medicine. Even minor dosing errors can affect patient safety. This is why pharmaceutical-grade pumps are designed to deliver precise volumes.
3. Cleaning-in-Place (CIP)
CIP systems use pharmaceutical pumps to circulate cleaning solutions through pipes, tanks, and equipment without disassembly. These pumps push detergents and purified water through the system at controlled pressure and flow.
4. Sterilization-in-Place (SIP)
After cleaning, pumps also help with sterilization. During SIP, hot steam or sterile fluids are circulated through the production line to kill bacteria and microorganisms. Pumps make sure that these sterilizing agents reach every part of the system.
5. Mixing and Batching
Pharmaceutical pumps support mixing operations by transferring liquids into blending vessels and recirculating solutions for uniformity. Through batching, they help provide accurate volumes of APIs, which keeps each batch within quality standards.
Common Problems and How to Avoid Them
Even the best pharmaceutical pumps can face issues if they are not selected, installed, or maintained correctly. Here are the most common problems and how to prevent them:
- Contamination: It happens when bacteria, residue, or particles enter the product. This is avoided by using GMP-grade pumps, CIP systems, and SIP systems.
- Air Bubbles: Air can enter the system if seals are loose or the pump is not primed correctly. Using airtight connections and proper startup procedures helps keep the flow smooth.
- Leaks: Usually caused by worn seals and poor installation. Routine inspections and timely seal replacements can prevent product loss and keep the system clean.
- Incorrect Pump Selection: Using the wrong pump type can cause poor flow, damage to the product, or downtime. Always choose a pump based on liquid type, pressure needs, and sterility requirements.
How to Choose the Right Pharmaceutical Pump
Before you move on to production, you should know how to choose the right pharmaceutical pump for your needs. Here’s how you can do that.
1. Types of Liquid
Start by looking at what you need to pump. Some liquids are thin like water, while others are thick, sticky, or sensitive to shear. Drug solutions, syrups, suspensions, and cleaning fluids all behave differently.
Example: For transferring purified water or cleaning solutions, a centrifugal pump works well because it moves large volumes quickly.
2. Viscosity and Temperature
Viscosity refers to how thick the liquid is. Temperature also changes how a liquid flows. Thick or sticky products, such as creams, suspensions, or sugar-based syrups, need pumps that can move heavy fluids without damaging them.
Example: A lobe pump is ideal for moving a viscous cough syrup or gel because it moves the product gently.
3. Sterility Level
If you are working with injectable drugs, vaccines, or sterile solutions, sterility is non-negotiable. Pumps used in these processes must be easy to clean, sterilize, and validate.
Example: Facilities use a diaphragm or a peristaltic pump for sterile filling because the liquid never touches moving mechanical parts.
4. Cleaning Requirements
Pharmaceutical pumps must support CIP or SIP processes. If your pump cannot be cleaned and sterilized efficiently, it will slow down pharma production and increase compliance risk.
Example: For high-hygiene lines, choose pumps with smooth internal surfaces, minimal seals, and designs that allow cleaning fluids to reach every area.
FAQS
1. How do pharmaceutical pumps handle high-viscosity formulations?
High-viscosity fluids such as gels, syrups, and suspensions require positive displacement pumps that maintain consistent flow independent of pressure. Lobe and progressive cavity pumps are commonly used. Design considerations include torque capacity, seal robustness, and avoidance of excessive shear that could alter product structure.
2. Why is clean-in-place compatibility critical for pharmaceutical pumps?
CIP compatibility ensures that internal pump geometries can be effectively cleaned without disassembly, reducing downtime and contamination risk. Pumps must tolerate caustic and acidic cleaning agents, high temperatures, and turbulent flow without seal degradation or dead zones. Poor CIP performance leads to failed cleaning validation and batch rejection.
3. What are common failure modes of pharmaceutical pumps in production?
Common failure modes include seal wear, elastomer degradation, cavitation, and loss of calibration in metering pumps. Inadequate CIP can lead to microbial contamination, while improper material selection causes chemical attack. Many failures stem from operating pumps outside their validated design envelope rather than mechanical defects.
4. How do regulatory requirements influence pharmaceutical pump procurement?
Regulatory expectations dictate not only pump design but also supplier qualification and documentation. Pumps must be supported by IQ OQ protocols, material certificates, surface finish reports, and change control documentation. Procurement decisions often favor suppliers with proven regulatory inspection history.
Build a Smarter Pharma Manufacturing System
Pharmaceutical pumps are one part of a larger manufacturing system. When you choose the right one, it helps protect product quality, improves accuracy, and helps you stay compliant with GMP standards.
This is where Finetech makes the difference.
We are a one-stop shop for pharmaceutical manufacturing and packaging solutions. With over 30 years of experience and installations in over 100 countries, we have helped manufacturers build reliable and compliant operations.
If that’s something on your radar, talk to our specialists today!