Skip to content
Skip to content Before any active ingredient becomes a tablet, capsule, or injectable, the mixture must be separated. Solids are separated from liquids, while pure materials are separated from impurities.
However, the separation must happen fast, cleanly, and with zero compromise on quality. And that’s where the pharmaceutical centrifuge becomes the hero of the process.
Rather than spending hours waiting for materials to settle or filter naturally, a centrifuge uses high-speed rotation to drive separation in minutes. For manufacturers, this means better control over purity.
With that said, let’s break down what a pharmaceutical centrifuge actually is and how it works. Let’s get started.
What Is a Pharmaceutical Centrifuge?

A pharmaceutical centrifuge is a machine that separates solids and liquids based on density by spinning a mixture at high speed. When the centrifuge rotates, it creates a powerful centrifugal force that pushes heavier particles outward while lighter liquids move toward the center.
This allows the machine to quickly isolate the solid material (such as API crystals) from the liquid solvent.
Gravity can also separate material, but it’s a slow process. A centrifuge does the same job thousands of times faster. Without a centrifuge, many pharmaceutical processes would take hours or days.
How a Pharmaceutical Centrifuge Works
Before a centrifuge separates anything, the product enters as a slurry, which is a blend of solids and liquids. The centrifuge’s job is to separate them quickly and with high purity. Instead of letting solids settle naturally, the centrifuge uses rotation to accelerate separation in minutes.
The entire process follows a controlled sequence:
Step 1: Feed Product Into the Centrifuge

First, the mixture (API crystals + solvent, or liquid with particles) is pumped into the centrifuge bowl. The bowl begins to turn slowly, evenly distributing the slurry without splashing or imbalance.
If the feed enters too fast, it may overload the bowl and reduce separation quality.
Step 2: Rapid Rotation Creates Centrifugal Force

Once loading is complete, the centrifuge speeds up to hundreds or thousands of RPM. Rotation creates G-force (thousands of times stronger than gravity).
As a result, the heavy particles are pushed outward toward the wall. Meanwhile, the liquid remains closer to the center. This is what makes centrifuges far faster than filtration or sedimentation.
Step 3: Solids and Liquids Separate

As the bowl continues spinning, the separation becomes clean and distinct:
- Solids accumulate against the outer wall (called the “cake”).
- The clarified liquid layer forms toward the center of the bowl.
Different centrifuge types handle this stage slightly differently. Some keep separating continuously, while others stop after a batch.
Step 4: Discharge and Recovery

All step Images Source: https://www.youtube.com/watch?v=pP43dbNKHlY
Finally, the centrifuge stops (or slows down) and discharges both components. First, the solid cake is scraped or automatically pushed out.
Secondly, the clarified liquid drains or is collected through a discharge pot. Afterward, operators clean the bowl according to GMP standards.
Types of Centrifuge Used in Pharmaceutical Industry
Not all pharmaceutical centrifuges work in the same manner. The right choice depends on the batch size, automation needs, solids percentage, and how dry the cake needs to be after separation.
| Centrifuge Type | Batch or Continuous | Best For |
| Basket | Batch | Small runs, R&D, visible inspection |
| Peeler | Batch (automated discharge) | High-volume commercial API production |
| Decanter | Continuous | Fermentation, wastewater, high-solid slurries |
| Tubular Bowl | Continuous (clarification) | Vaccines, biotech, very fine particles |
Below are the most commonly used centrifuges in pharmaceutical manufacturing.
1. Basket / Manual Discharge Centrifuge
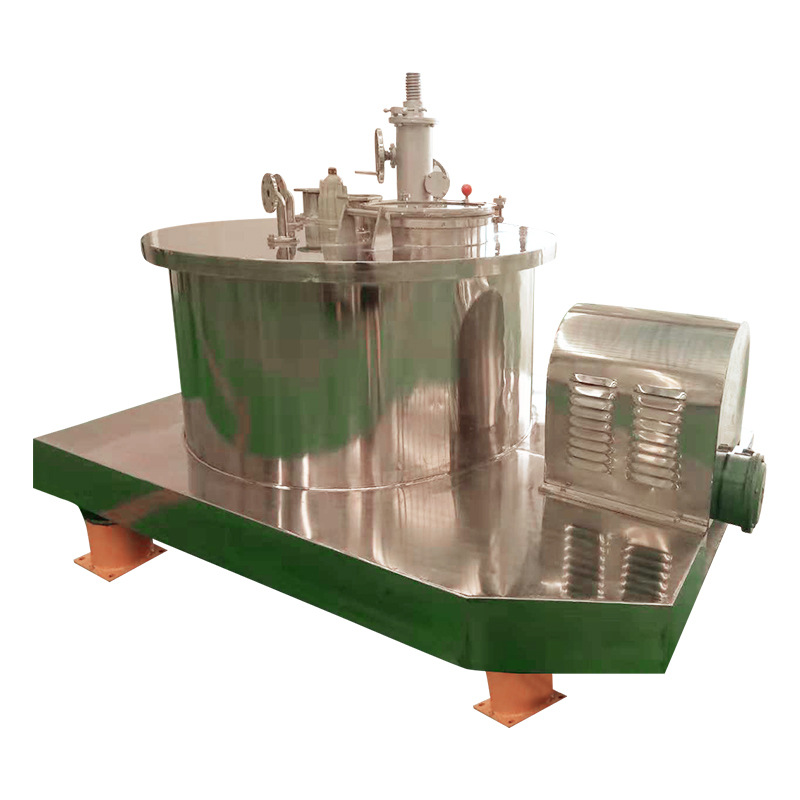
A basket centrifuge is one of the simplest centrifuge designs. Slurry enters a rotating perforated basket. As the basket rotates, the liquid moves outward through the holes, while the solids remain inside the basket and form a cake.
Operators manually remove the cake after each cycle, which makes this type ideal for small-scale manufacturing or R&D setups. Manufacturers choose this when they want a lower-cost centrifuge.
2. Peeler / Automatic Discharge Centrifuge

A peeler centrifuge operates similarly to a basket centrifuge but adds automation to the discharge step. After the centrifuge finishes separating solids and liquids, a mechanical blade automatically scrapes the dried solid cake from the basket.
Because operators do not need to stop the machine or manually remove the solids, peeler centrifuges are commonly used in large-scale API production. This type supports enclosed, GMP-compliant production and is suited for solvent-heavy processes.
3. Decanter Centrifuge (Continuous Process)

Unlike basket and peeler centrifuges that operate in batches, a decanter centrifuge separates solids and liquids continuously. Inside the machine, a screw conveyor rotates at a slightly different speed than the bowl, moving solids toward the discharge port.
This design makes it ideal for upstream processes such as fermentation broth separation or wastewater recovery. So, if you need 24/7 uninterrupted separation and reduced batch handling, this centrifuge is the ideal choice.
4. Tubular Bowl Centrifuge (Fine Particle Separation)

A tubular bowl centrifuge has a tall, narrow rotating bowl that reaches extremely high speeds. It is commonly used in biotechnology and vaccine manufacturing, where the goal is to separate very fine particles, microorganisms, or cell fragments that other centrifuges cannot separate.
Because it produces ultra-clean liquid, it is often used in plasma separation, enzyme purification, and biotech clarification steps. This centrifuge is chosen when purity matters more than batch size.
Key Applications in Pharmaceutical Manufacturing
Pharmaceutical Centrifuges are used wherever a process involves separating liquids from solids. Their purpose is to speed up separation, improve product purity, and reduce waiting time between process steps.
Let’s discuss the key applications where centrifuges make a measurable difference:
1. API Crystallization and Solid Separation
During API production, the active ingredient forms as solid crystals in a liquid solvent. A centrifuge separates the crystals from the liquid instantly, ensuring that the solids are collected uniformly and ready for drying.
2. Solvent Recovery
Many drug formulations involve solvents like ethanol, acetone, or isopropyl alcohol. Rather than disposing of the solvent after crystallization, a centrifuge separates and recovers the solvent for reuse. This reduces waste, lowers material costs, and increases batch profitability.
3. Cell Harvesting and Biotech Processing
In biotechnology processes such as vaccine, enzyme, or protein production, cells are grown in liquid media. A centrifuge separates cells or biological material from the liquid, so the required components can be purified.
4. Effluent Clarification
Centrifuges also support environmental compliance and sustainability. Each batch generates wastewater containing suspended particles from the process. A centrifuge removes the solids, allowing the plant to discharge or treat clarified water.
FAQs
1. How is a centrifuge integrated into an aseptic process?
Aseptic centrifuges are placed inside controlled environments or equipped with sealed bowls, sterile barriers, and validated cleaning systems to prevent contamination.
2. What is a clean-in-place (CIP) centrifuge?
A CIP centrifuge includes built-in spray nozzles and drain systems that allow automated cleaning of product-contact surfaces without manual disassembly.
3. What is the role of temperature control in centrifugation?
Temperature control prevents thermal degradation of sensitive compounds, especially in biological and protein-based products that require precise cooling during separation.
Turn Faster Separation Into Faster Production
When solids and liquids aren’t separated properly, everything down the process chain stops. This is where a pharmaceutical centrifuge removes that bottleneck by providing clean separation in minutes and not hours.
However, a centrifuge also needs the right equipment ecosystem. That’s why leading manufacturers choose Finetech.
We help you build a complete, scalable production setup that keeps pace from separation to final packaging. With Finetech, you get machinery that meets GMP standards and regulatory expectations.
Reach out for an instant quote!