 Skip to content
Skip to content Capsule production looks simple from the outside, but it isn’t. You fill, seal, and pack, which is what most people think. But once you step into actual manufacturing, it quickly becomes clear that every stage depends on the next.
Just remember that a commercial capsule filling machine for small to large-scale production works best when it is part of a well-planned line.
Moreover, when the setup is aligned, production runs smoothly, quality stays consistent, and growth becomes easier to manage. But if you’re wondering how and which setup options are available, all your queries will be answered till the end.
What Is a Commercial Capsule Filling Machine?

A commercial capsule filling machine is used to fill empty capsules with powders, granules, or pellets in a controlled way. It is a core part of pharmaceutical and nutraceutical manufacturing, where accuracy and uniformity are critical.
For small-scale production, manual and semi-automatic machines are typically used. Meanwhile, fully automatic machines are used in medium to large-scale production, where speed and consistency are required to handle higher volumes.
Best Commercial Capsule Filling Machines for Small-Scale Production
Starting with a small-scale setup is often the most practical way to enter capsule manufacturing. It allows you to control costs, understand the process, and build a stable production system before expanding.

The best ones that you can get currently include:
1. Manual Capsule Filling Machine (100-400 Holes Series)

Manual capsule filling machines are the most common starting point. These machines are widely used by small manufacturers, research labs, and nutraceutical businesses. They are simple and do not require a complex setup.
Popular configurations of this machine include:
- 100 Holes: Fills 100 capsules per cycle, suitable for very small batches.
- 200 Holes: Doubles output while maintaining simplicity.
- 400 Holes: Highest capacity among manual options, which fills 400 capsules per cycle.
These machines support capsule sizes from 000# to 5# and work by separating, filling, compressing, and locking capsules in a structured process.
2. Double Cone Blender (Powder Mixer)
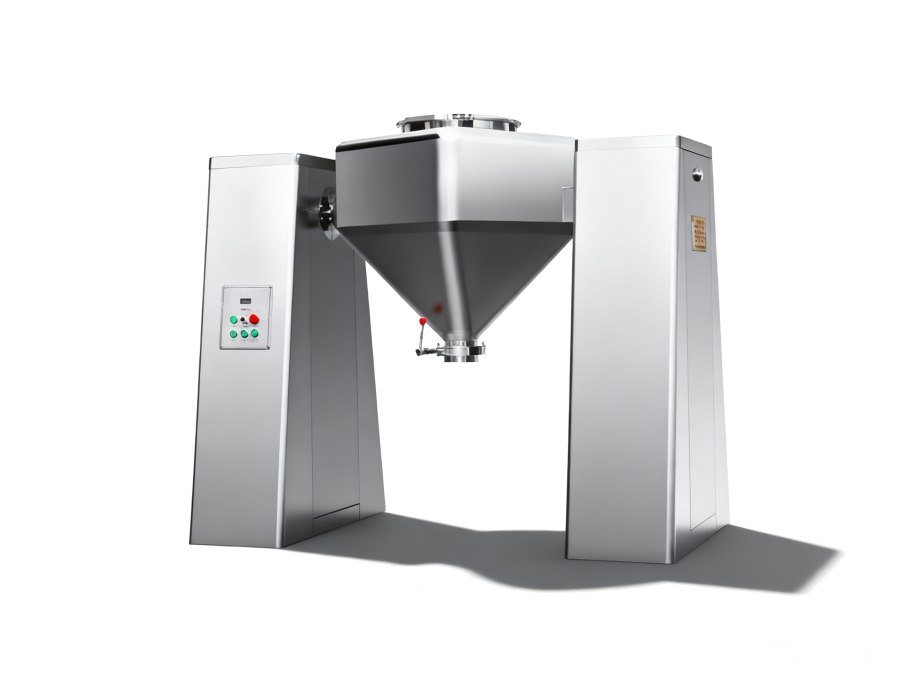
Before capsules are filled, raw materials must be mixed properly. A double cone blender is used to combine APIs and excipients into a uniform mixture. It rotates continuously, allowing powders to tumble and blend evenly.
This step is critical. If the mixture is not uniform, the capsule dosage will vary, which affects product quality and compliance. A good mixer guarantees every capsule contains the same composition.
3. Capsule Polishing Machine

After filling, capsules often have powder residue on their surface. A capsule polishing machine removes this excess powder and gives capsules a clean, smooth finish. This improves both appearance and quality.
It also helps with:
- Removing loose powder that may affect packaging
- Reducing contamination risk
- Preparing capsules for inspection and packaging
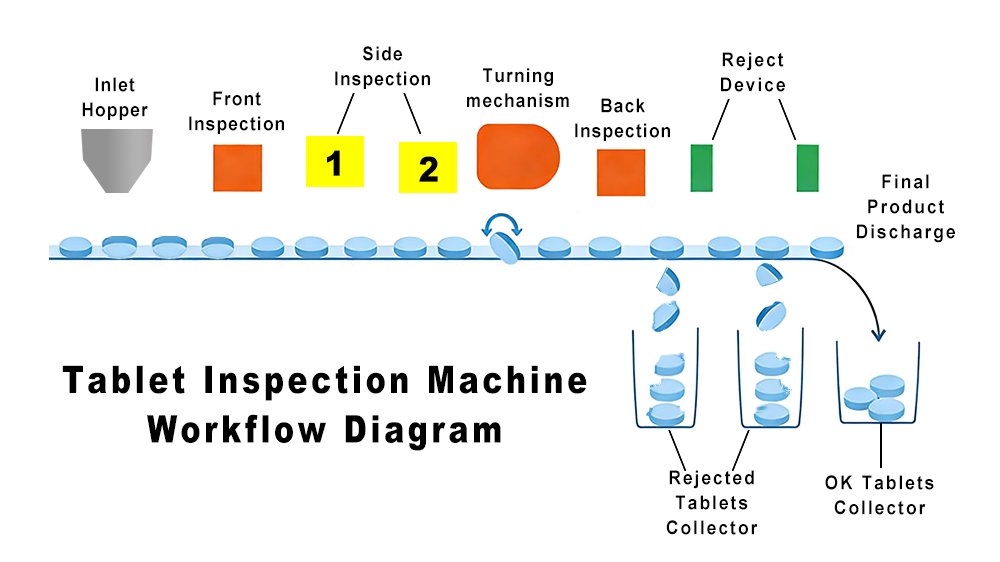
4. Capsule Inspection Table

Not every capsule comes out perfect. Some may be empty, damaged, or improperly filled. To sort this out, a capsule inspection table or sorter helps identify and remove these defective capsules.
This step is important for quality control. Operators visually inspect capsules or use sorting systems to separate good capsules from defective ones.
5. Capsule Counting Machine

Once capsules are ready, they need to be counted before packaging. A capsule counting machine automates this process. Instead of manual counting, which is slow and error-prone, the machine accurately counts capsules into bottles or containers.
For small-scale setups, disc-type counting machines are commonly used because they are simple and cost-effective.
6. Manual Blister Packing Machine

A manual blister packing machine seals capsules into protective packs, which helps maintain product stability and extends shelf life. It also makes the product ready for retail distribution. In small-scale setups, manual blister machines are used.
They offer affordable packaging solutions, controlled output, and professional product presentation.
Best Commercial Capsule Filling Machines for Medium-Scale Production
A medium-scale setup brings a balance between automation and control. It increases production capacity while still allowing flexibility in operations. In short, this setup is designed for growing businesses that are moving beyond small batch production.

It allows businesses to handle larger orders by using the following machines:
1. Semi-Automatic Capsule Filling Machine

The semi-automatic capsule filling machine is the backbone of medium-scale production. It combines manual handling with automated filling, which significantly improves both speed and accuracy.
These machines can typically produce 25,000 to 50,000 capsules per hour, depending on the model and operation.
2. Octagonal Blender
Mixing becomes more challenging as batch sizes increase. At a small scale, uneven mixing may go unnoticed, but at a medium scale, it directly affects product quality. Here, an octagonal blender ensures that all ingredients are mixed evenly.
This blender rotates continuously, allowing powders to tumble and blend from all directions. Without proper mixing, even a good filling machine cannot produce consistent results.
3. Rapid Mixer Granulator (RMG)

Not all powders flow smoothly into capsules. Some materials are sticky, uneven, or too fine. This creates problems during filling, such as inconsistent weights or machine blockages. A Rapid Mixer Granulator solves this by converting powder into granules.
For many medium-scale setups, this machine becomes essential, especially when working with complex formulations.
4. Electronic Capsule Counting Machine

An electronic capsule counting machine is used to count and fill capsules into bottles or containers with high accuracy. It works using sensors that detect and count each capsule as it passes through the system.
Once the required number is reached, the machine automatically stops or moves the next containers into position. This machine becomes important at a medium scale because manual counting is slow and often inaccurate.
5. Automatic Blister Packing Machine
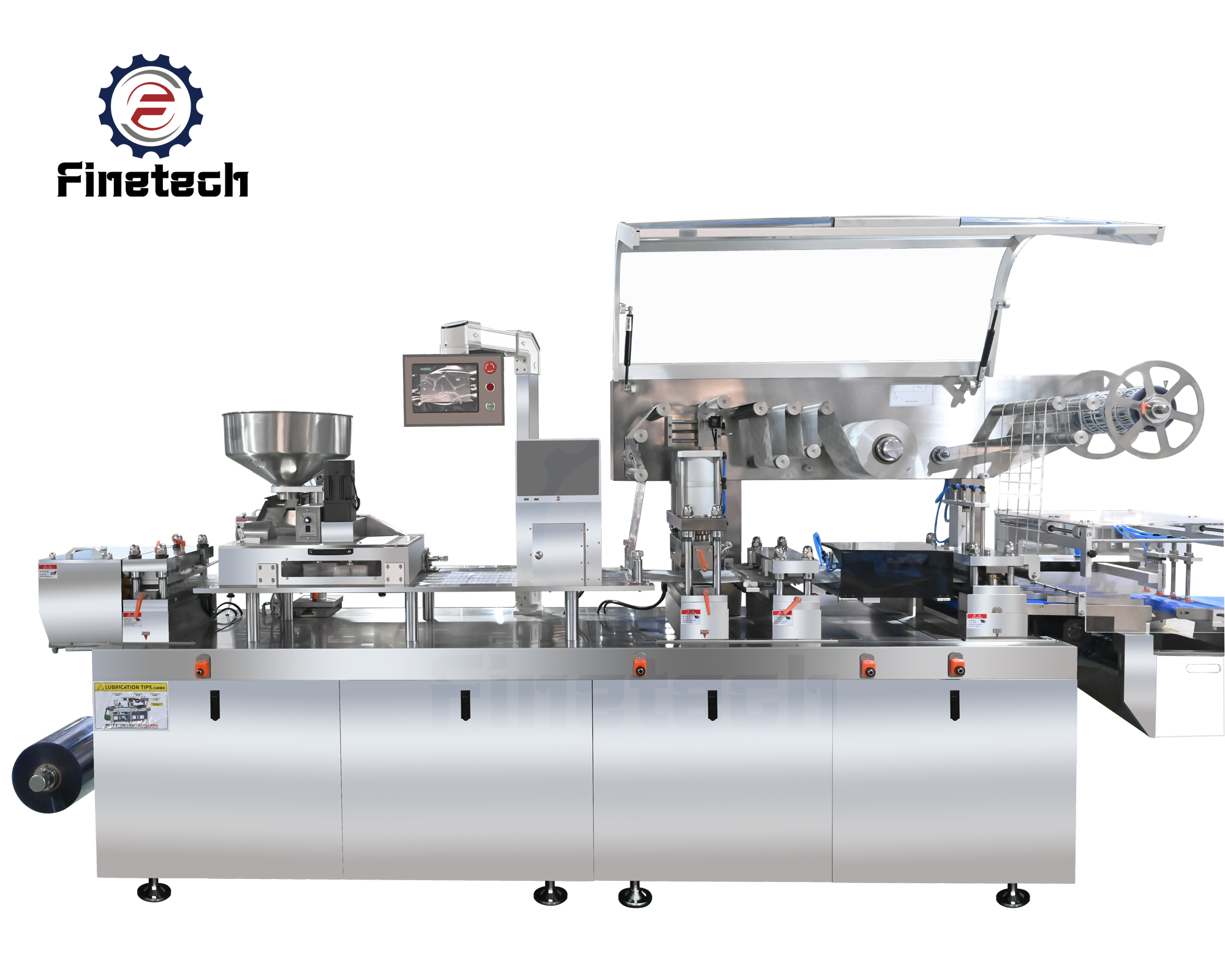
An automatic blister packing machine is used to pack capsules into sealed blister packs for protection and distribution.
The machine forms cavities in plastic or aluminum film, places capsules into those cavities, and then seals them with another layer. This machine is important because capsules need protection from moisture, air, and contamination.
Best Commercial Capsule Filling Machines for Large-Scale Production
After you succeed in scaling and the demand reaches a high level, efficiency becomes the top priority. Large-scale production requires automated capsule filling lines that can run continuously, maintain precision, and handle high volumes.

This setup is designed for businesses operating at high capacity or supplying large markets. For this, the best machines you can get are:
1. Fully Automatic Capsule Filling Machine
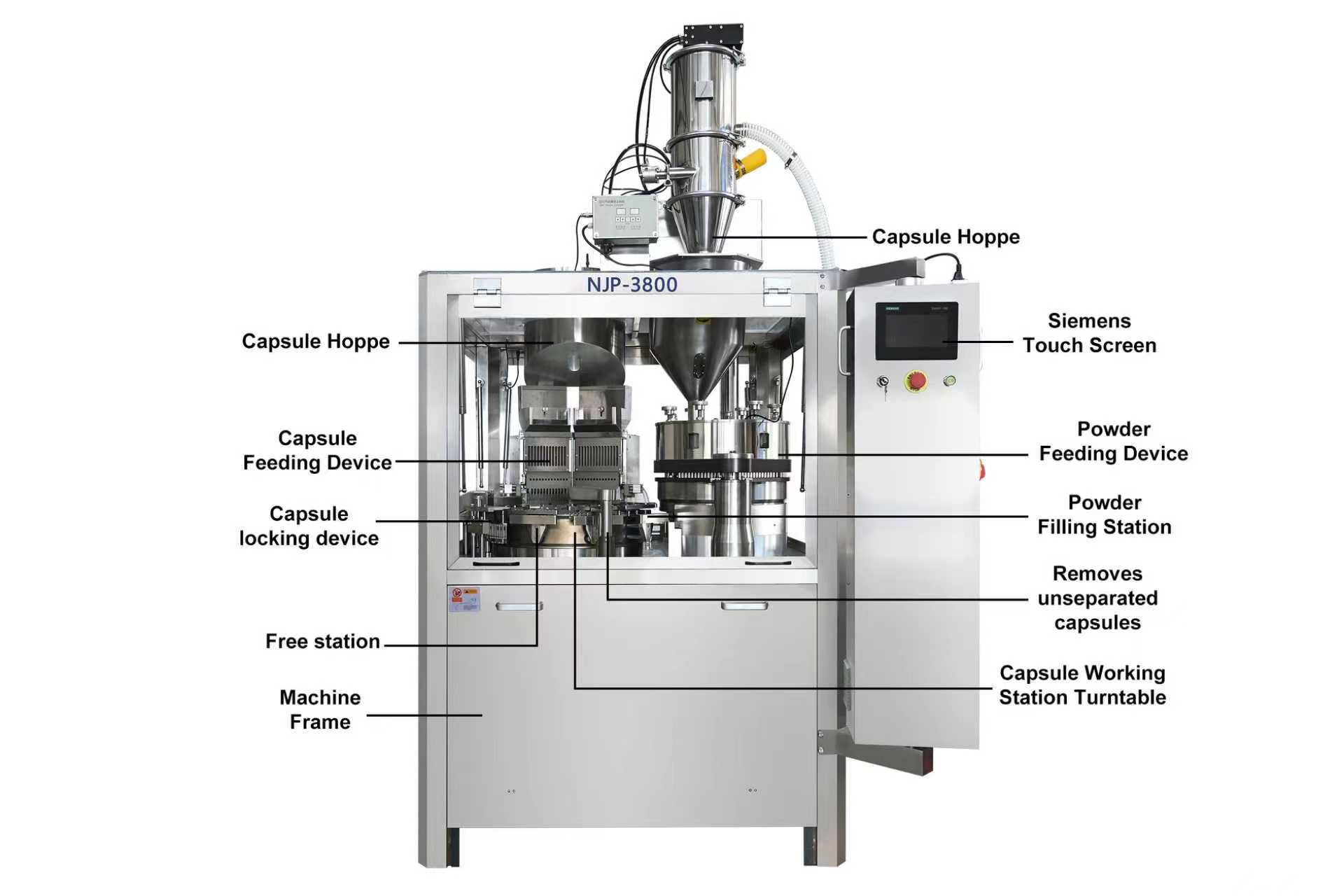
A fully automatic capsule filling machine is the main machine used in large-scale production. It handles the entire filling process, including capsule separation, filling, locking, and ejection, without manual intervention.
These machines use advanced mechanisms like tamping pin systems to guarantee precise and uniform filling. They are capable of producing tens of thousands to over 100,000 capsules per hour.
It is best suited for large pharmaceutical manufacturers, high-volume nutraceutical production, and export-focused facilities.
2. Fluid Bed Dryer (FBD)

A Fluid Bed Dryer is used to dry the granules after the granulation process. Granules produced by the RMG contain moisture, which must be removed before filling. The FBD dries them evenly using controlled airflow and temperature.
This is important because excess moisture affects capsule stability, and improper drying can lead to quality issues.
3. Capsule Sorting Machine
Once capsules are filled, they are not immediately ready for packaging. A capsule sorting machine handles both cleaning and inspection at the same time.
Capsules move through rotating brushes that remove surface powder, making them clean and presentable. At the same time, the system identifies and removes defective capsules, such as empty or damaged ones.
4. Capsule Inspection Machine
In large-scale manufacturing, contamination control becomes a serious concern. Companies mostly used metal detectors for this purpose. It helps identify any metal particles that may have entered the product during production.
The system scans capsules as they pass through and automatically removes any contaminated units. It acts as a final safety check before packaging.
5. Automatic Cartoning Machine

After inspection, products need to be prepared for distribution. For that, large-scale units need an automatic cartoning machine. It takes packaged units and places them into cartons. Then, it folds the cartons, inserts the products, and seals them without manual handling.
This step improves efficiency and ensures uniform packaging. It also helps maintain compliance with labeling and packaging requirements, which are strict in the pharmaceutical industry.
6. End-of-Line Packaging System
The final stage involves preparing products for shipping. This includes grouping cartons into larger boxes and applying labels for identification and tracking. At a large scale, this process must be organized and consistent to support distribution.
This step improves efficiency and provides uniform packaging. It also helps maintain compliance with labeling and packaging requirements, which are strict in the pharmaceutical industry.
Benefits of Using a Commercial Capsule Filling Machine
Using a commercial capsule filling machine changes how production operates. Here are the benefits of using a capsule filling machine at every scale, including small, medium, and large-scale production.
1. Consistency and Accuracy
Capsule filling machines are designed to deliver a precise dosage in every capsule. This keeps batches uniform, which is important for safety and compliance. Even small variations in dosage can affect product effectiveness.
Automated systems reduce human error and ensure that each capsule meets the required standards.
2. Reduced Labor Cost
Automated capsule filling machines reduce the need for constant manual intervention. They handle capsule separation, filling, and locking in one continuous process. This lowers labor requirements and also reduces human error.
Surprisingly, human error is a major hidden cost in production, with filling-related issues accounting for 15-20% of production delays.
3. Higher Production Efficiency
Efficiency is where the biggest operational impact happens. Capsule filling machines are designed for continuous production, which allows manufacturers to increase output without increasing complexity.
However, higher efficiency does not mean speed. It means fewer interruptions and better use of resources.
FAQs
1. What is the typical 2026 price range for an automatic capsule filler?
Entry-level automatic units for R&D generally start between $3,000 and $15,000. Industrial-grade, high-speed models capable of processing 150,000+ capsules per hour range from $40,000 to over $110,000, depending on their level of data integration and cGMP certification.
2. Why do some manufacturers prefer electric over pneumatic capsule fillers?
Electric-driven systems offer more precise control over the mechanical timing and closing force, which is critical for brittle HPMC capsules. Pneumatic systems are often simpler to maintain but may struggle with the micro-vibrations required for ultra-fine powder dosing at scale.
3. What is the expected lifespan of a commercial-grade capsule filler?
With scheduled preventative maintenance and genuine spare parts, a high-quality pharmaceutical filler can remain operational for 15 to 20 years. Modernizing the HMI (Human Machine Interface) and sensors every decade is a common practice to keep the equipment up to current tech standards.
4. Are used commercial capsule filling machines a viable investment?
Pre-owned machines offer 40–60% savings but require a rigorous audit of the PLC software and mechanical wear. For regulated pharmaceutical production, ensure the used unit includes full validation documentation (IQ/OQ/PQ) to meet stringent compliance standards without costly retrofitting.
Build Your Capsule Production Line the Right Way
To build a capsule production capsule, make sure every part of the process works together. A commercial capsule filling machine for small- to large-scale production performs best when it is part of a well-planned, complete system.
Although many businesses struggle at this stage. But not anymore. With Finetech, you can get the most reliable GMP-compliant machinery.
We provide customized complete production lines, reliable machinery, turnkey solutions, and machine installation. Instead of managing multiple vendors and uncertain processes, you get a clear, structured approach to building your facility the right way.
So stop wondering and contact our specialists today for further assistance!




