 Skip to content
Skip to content 
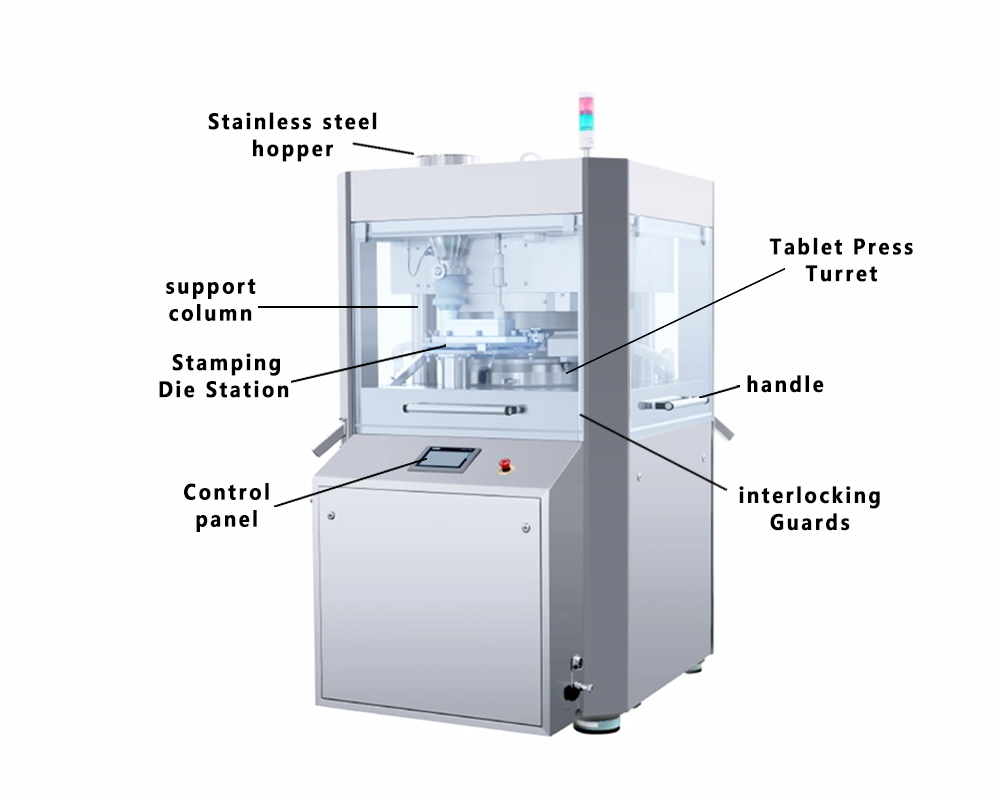




GZP570-41/51/61/65 High Speed Rotary Tablet Press Machine
The GZP570 series of High-Speed Rotary Tablet Presses was developed, designed, and made following international technical and general standards for tablet presses. These machines have a new and well-planned design, a high level of automation in electrical systems, reliable operation, and an elegant, impressive look. They are an ideal choice for updating equipment in the pharmaceutical and health supplement industries.

Need a Custom Quote?
Or More information About this product? Contact our sales stuff today!
Key Features
Technical Data
Machine Details
FAQ
Application
Reviews No reviews yet
1. The machine has an efficient pressure system withboth pre- and main compression. Its close roller spacing, large pressure rollers, and special design prevent deformation under heavy loads, ensuring accurate tablet weight and hardness.
2. The turret spins fast, with the speed at the center of the die holes over 100 mesh per minute. Double-sided pressing can produce up to 450,000 tablets per hour, meeting the needs of large pharmaceutical factories.
3. The upper pressure roller is connected to the pressure sensor by a lever mechanism, giving high measurement accuracy.
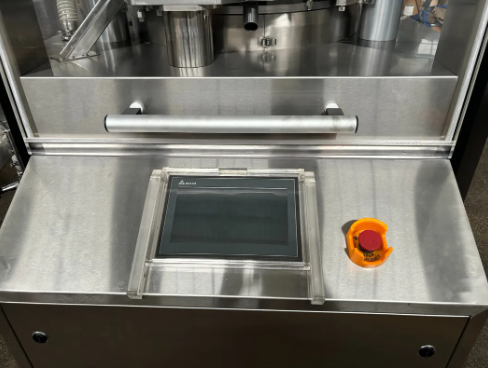
4. An automatic lubrication system oils the upper and lower guide rails, main pressure rollers, and upper with lower punch rods. You can adjust the lubrication frequency and time directly on the touchscreen to get the best lubrication, reduce noise, and make parts last longer.
5. The feeding device is fixed to the main body for strong stability. The forced feeding system keeps a steady gap with the turret. The double-blade feeding tray works well with different raw materials, and the mixing and filling device makes sure the powder fills fully and stops fine and coarse particles from separating.
| Model | GZP570-41 | GZP570-51 | GZP570-61 | GZP570-65 | |
| Number of Stations | 41 | 51 | 61 | 65 | |
| Tooling Standard | D | B | BB | BBS | |
| Max Main Pressure (KN) | 100 | ||||
| Max Pre-pressure (KN) | 40 | ||||
| Max Tablet Diameter(mm) | Round tablet | 25 | 18 | 13 | 11 |
| irregular tablet | 25 | 19 | 16 | 13 | |
| Max Filing Depth(mm) | 20 | 18 | 15 | 15 | |
| MaxTablet Thickness (mm) | 10 | 8 | 6 | 6 | |
| MaxTurret Speed(r/min) | 60 | ||||
| Max Production Capacity(pcs/h) | 295200 | 367200 | 439200 | 468000 | |
| Motor Powwer(kw) | 11 | 7.5 | 7.5 | 7.5 | |
| Overall Size(mm) | 1420*1200*1850 | ||||
| Machine Weight(kg) | 3500 | ||||
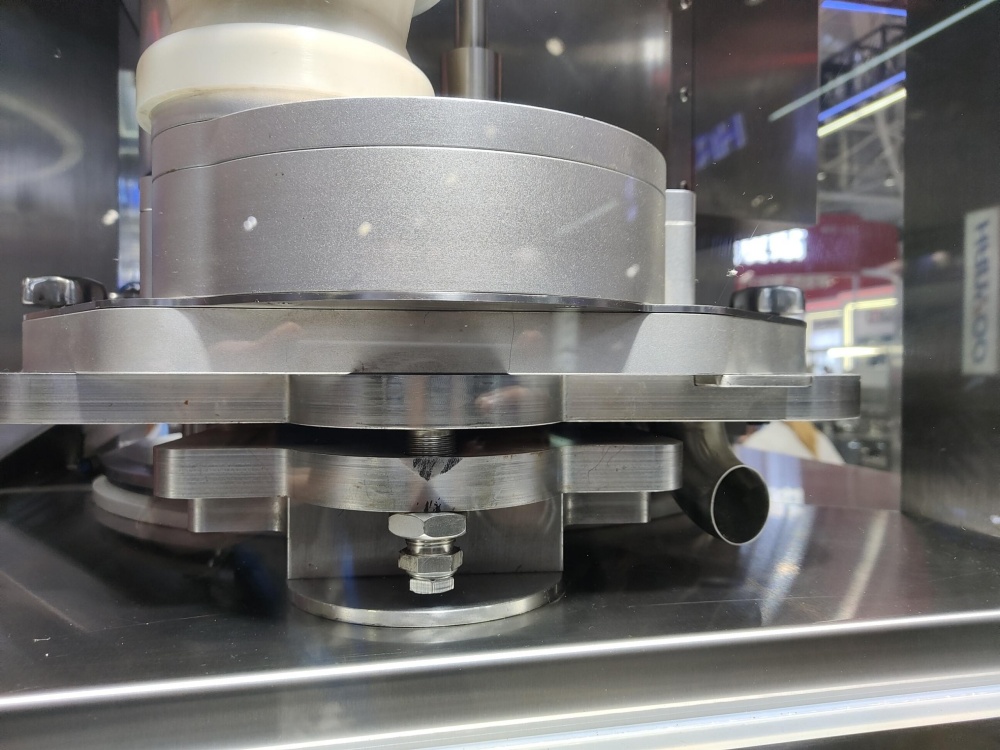

The machine uses a rotating turret that holds upper and lower punches and dies. As the turret rotates, the punches are guided by cam tracks. The process involves:
Filling: The lower punch drops, creating a cavity in the die. A feeder system fills it with powder.
Metering: Excess powder is scraped off.
Compression: The upper and lower punches come together between two heavy rollers, compressing the powder into a tablet.
Ejection: The lower punch rises, ejecting the finished tablet from the die, which is then guided out of the machine.
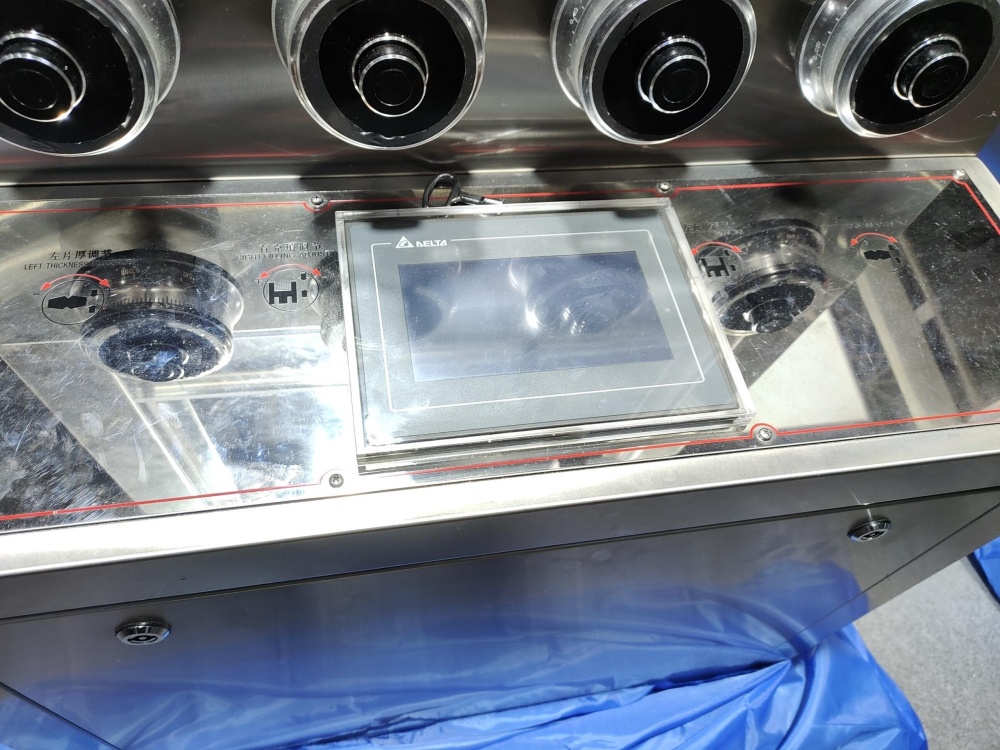
Tablet weight is primarily controlled by the fill depth or fill cam. Adjusting the fill depth changes the volume of powder in the die cavity before compression. A deeper fill results in a heavier tablet. Important: After changing the fill depth, you must re-check and adjust the tablet hardness and thickness.
Hardness and thickness are controlled by the main compression force.
Increasing Compression Force: Raises the main compression roller. This applies more pressure, resulting in a harder and thinner tablet.
Decreasing Compression Force: Lowers the main compression roller, resulting in a softer and thicker tablet.
Weight and hardness are interrelated; changing one often requires adjusting the other.
Sticking (powder adheres to the die wall) and picking (powder sticks to punch engraving) are typically formulation-related:
Moisture: High humidity or moisture in the powder.
Insufficient or Wrong Lubricant: (e.g., Magnesium Stearate).
Rough Punch Surfaces: Scratched, pitted, or poorly polished punches.
Incorrect Dwell Time: Too short a compression time can cause sticking with certain APIs.
Clean the machine thoroughly, removing all powder residue.
Visually inspect punches and dies for damage or wear.
Check and lubricate guide tracks and cams as per the manufacturer's schedule.
Verify that all safety interlocks are functioning.
Check for any loose bolts or parts.
There is no fixed timeline. It depends on:
Abrasive Nature of the Formulation: Some materials wear down tooling faster.
Production Hours: Track the number of operating hours for each set.
Tablet Quality: Change them when you see a consistent drop in quality (weight variation, capping, sticking) that cannot be resolved by adjustments.
Visual Inspection: Regularly check for scratches, chipping, and wear on the punch tips and die bores.
Interlocked Guards: The machine cannot operate if doors or access panels are open.
Emergency Stop Buttons: Located at multiple, easily accessible points.
Pressure Relief Valves: Protect the hydraulic system from over-pressurization.
Punch Catching System: Prevents punches from being ejected at high speed in case of a breakage.
Zero-Speed Switches: Ensure the turret is stopped for maintenance.
Documentation: Maintain logs for all machine operation, cleaning, and maintenance.
Change Control: Document any changes to parameters or parts.
Calibration: Regularly calibrate the weight and force control systems.
Material Traceability: Use dedicated tooling for specific products to prevent cross-contamination.
Thorough Cleaning: Follow validated cleaning procedures between product batches.






Customer Reviews
No reviews yet. Be the first to review this product!
Write a Review






