 Aller au contenu
Aller au contenu 
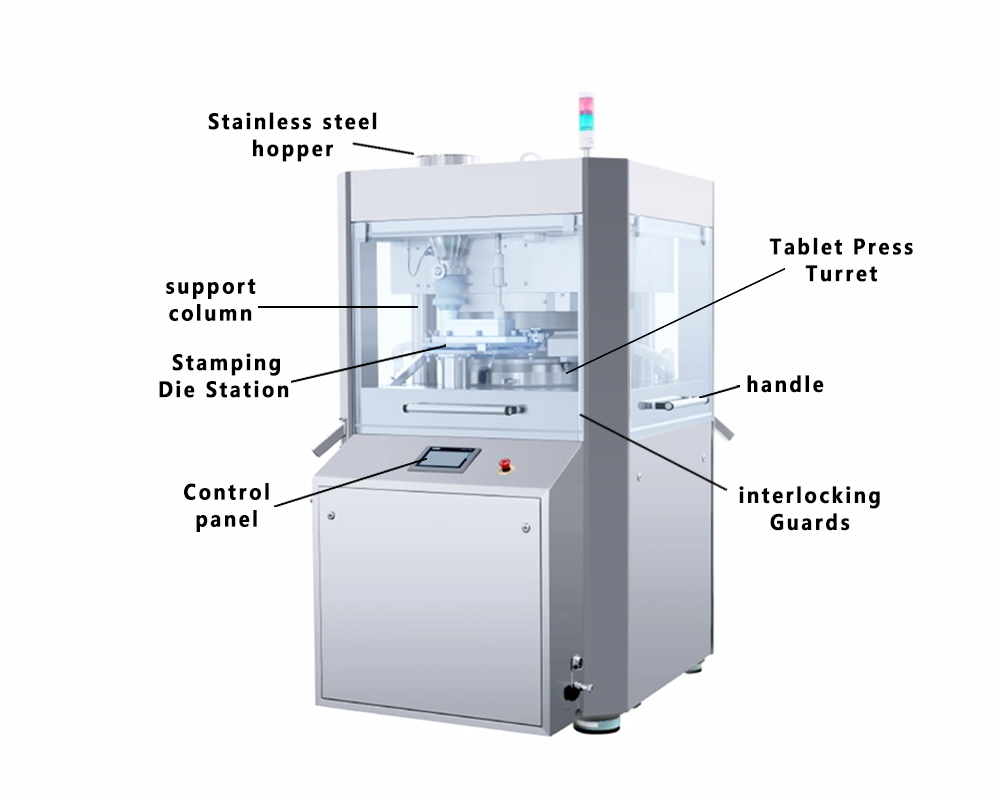




Presse à comprimés rotative à grande vitesse GZP570-41/51/61/65
Le Série GZP570 Les presses à comprimés rotatives à grande vitesse ont été développées, conçues et fabriquées conformément aux normes techniques et générales internationales applicables aux presses à comprimés. Ces machines présentent une conception nouvelle et bien pensée, un haut niveau d'automatisation des systèmes électriques, un fonctionnement fiable et une esthétique élégante et impressionnante. Elles constituent un choix idéal pour moderniser les équipements dans le secteur. industries pharmaceutiques et de compléments alimentaires.

Besoin d'un devis personnalisé ?
Pour plus d'informations sur ce produit, contactez notre équipe commerciale dès aujourd'hui !
Caractéristiques principales
Données techniques
Détails de la machine
FAQ
Application
Commentaires Pas encore de commentaires
1. La machine est dotée d'un système de pression efficace avec précompression et compression principale. L'espacement serré des rouleaux, les grands rouleaux de pression et la conception spéciale empêchent toute déformation sous pression. charges lourdes, assurant poids et dureté précis des comprimés.
2. La tourelle tourne rapidement, avec une vitesse au centre des trous de matrice supérieure à 100 mesh par minuteLe pressage double face peut produire jusqu'à 450 000 comprimés par heure, répondant aux besoins des grandes usines pharmaceutiques.
3. Le rouleau de pression supérieur est relié au capteur de pression par un mécanisme à levier, offrant une grande précision de mesure.
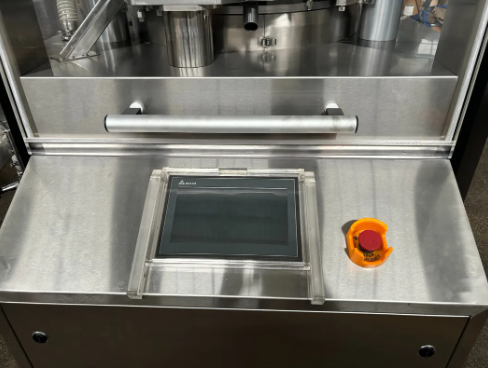
4. Un système de lubrification automatique lubrifie les rails de guidage supérieurs et inférieurs, les rouleaux de pression principaux et les tiges de poinçonnage supérieures et inférieures. Vous pouvez régler le fréquence de lubrification et l'heure directement sur le écran tactile pour obtenir la meilleure lubrification, réduire le bruit et prolonger la durée de vie des pièces.
5. Le dispositif d'alimentation est fixé au corps principal pour une stabilité optimale. Le système d'alimentation forcée maintient une écart constant avec la tourelle. Le plateau d'alimentation à double lame fonctionne bien avec différents matières premières, et le dispositif de mélange et de remplissage garantit que la poudre se remplit complètement et empêche les particules fines et grossières de se séparer.
| Modèle | GZP570-41 | GZP570-51 | GZP570-61 | GZP570-65 | |
| Nombre de stations | 41 | 51 | 61 | 65 | |
| Norme d'outillage | D | B | BB | BBS | |
| Pression principale maximale (KN) | 100 | ||||
| Prépression maximale (KN) | 40 | ||||
| Diamètre maximal du comprimé (mm) | Tablette ronde | 25 | 18 | 13 | 11 |
| comprimé irrégulier | 25 | 19 | 16 | 13 | |
| Profondeur de limage maximale (mm) | 20 | 18 | 15 | 15 | |
| Épaisseur maximale du comprimé (mm) | 10 | 8 | 6 | 6 | |
| Vitesse maximale de la tourelle (tr/min) | 60 | ||||
| Capacité de production maximale (pièces/h) | 295200 | 367200 | 439200 | 468000 | |
| Puissance du moteur (kW) | 11 | 7.5 | 7.5 | 7.5 | |
| Taille globale (mm) | 1420*1200*1850 | ||||
| Poids de la machine (kg) | 3500 | ||||
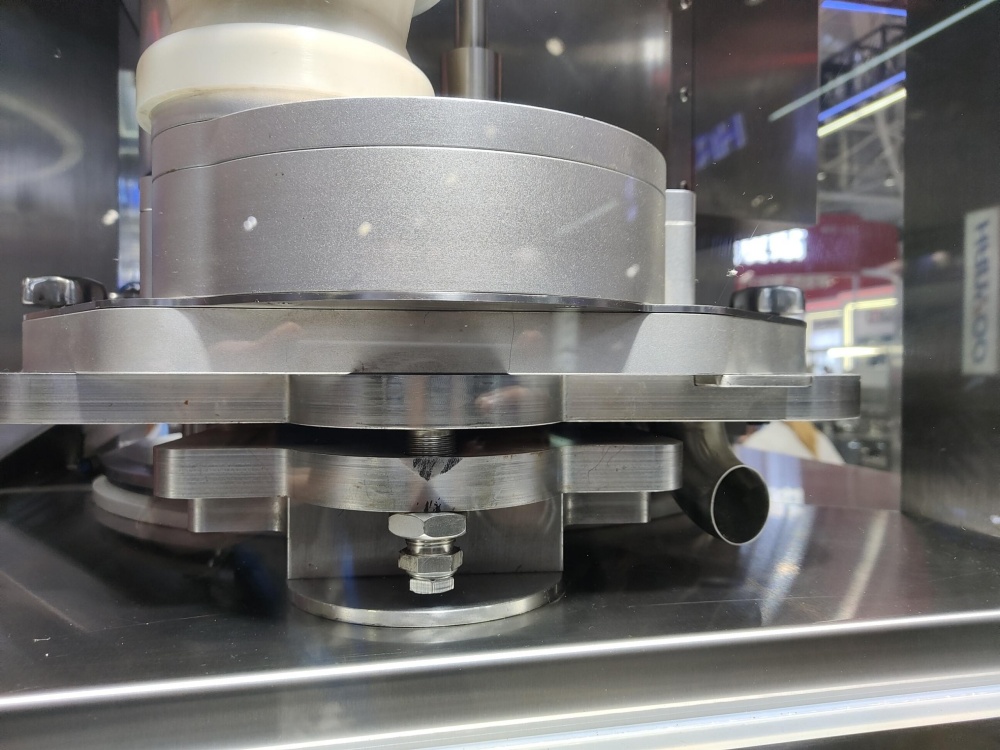

La machine utilise une tourelle rotative qui supporte les poinçons et matrices supérieurs et inférieurs. Lors de la rotation de la tourelle, les poinçons sont guidés par des cames. Le procédé comprend les étapes suivantes :
Remplissage: Le poinçon inférieur s'abaisse, créant une cavité dans la matrice. Un système d'alimentation la remplit de poudre.
Mesure: L'excédent de poudre est raclé.
Compression: Les poinçons supérieur et inférieur se rejoignent entre deux rouleaux lourds, comprimant la poudre en une pastille.
Éjection: Le poinçon inférieur se soulève, éjectant la tablette finie de la matrice, qui est ensuite guidée hors de la machine.
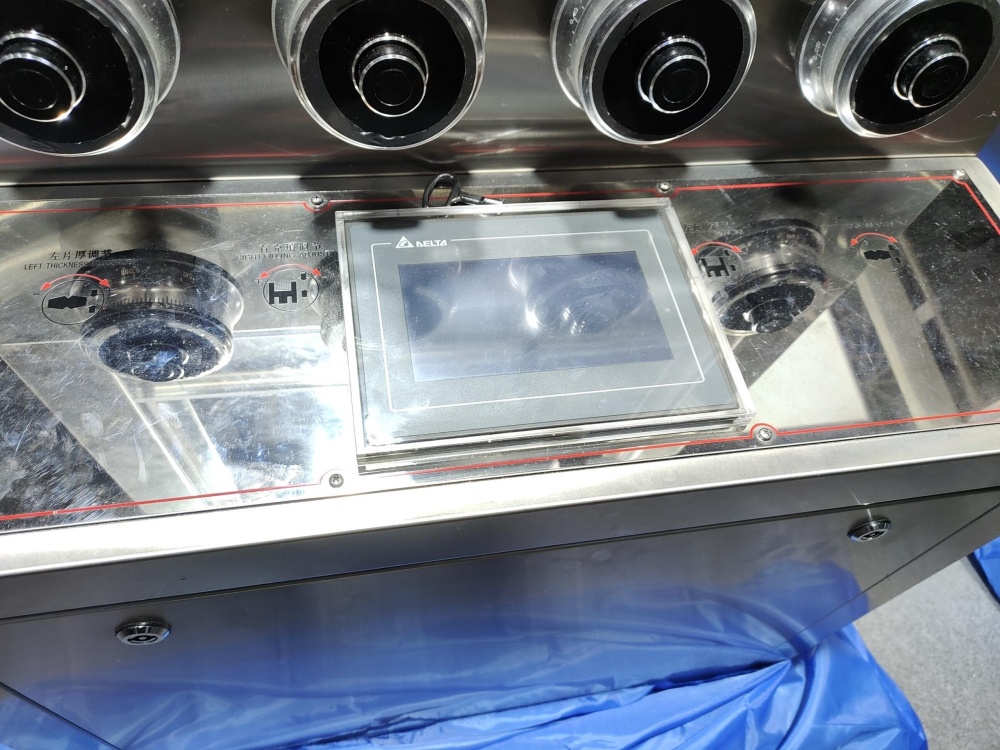
Le poids des comprimés est principalement contrôlé par le profondeur de remplissage ou remplir la caméra. Le réglage de la profondeur de remplissage modifie le volume de poudre dans la cavité de la matrice avant compression. Un remplissage plus profond produit un comprimé plus lourd. Important: Après avoir modifié la profondeur de remplissage, vous devez revérifier et ajuster la dureté et l'épaisseur du comprimé.
La dureté et l'épaisseur sont contrôlées par le force de compression principale.
Force de compression croissante : Relève le rouleau de compression principal. Cela applique une pression plus importante, ce qui entraîne une Plus fort et diluant comprimé.
Diminution de la force de compression : Abaisse le rouleau de compression principal, ce qui entraîne un plus doux et plus épais comprimé.
Le poids et la dureté sont interdépendants ; modifier l'un nécessite souvent d'ajuster l'autre.
L’adhérence (la poudre adhère à la paroi de la matrice) et le collage (la poudre adhère à la gravure du poinçon) sont généralement liés à la formulation :
Humidité: Humidité élevée ou humidité dans la poudre.
Lubrifiant insuffisant ou inadapté : (par exemple, le stéarate de magnésium).
Surfaces de poinçonnage rugueuses : Poinçons rayés, piqués ou mal polis.
Temps de séjour incorrect : Un temps de compression trop court peut entraîner un blocage avec certaines API.
Nettoyez soigneusement la machine en éliminant tout résidu de poudre.
Inspectez visuellement les poinçons et les matrices pour détecter tout dommage ou usure.
Vérifier et lubrifier les rails de guidage et les cames conformément aux préconisations du fabricant.
Vérifiez que tous les dispositifs de sécurité fonctionnent correctement.
Vérifiez qu'aucun boulon ou pièce n'est desserré.
Il n'y a pas de calendrier fixe. Cela dépend de :
Nature abrasive de la formulation : Certains matériaux usent l'outillage plus rapidement.
Heures de production : Suivez le nombre d'heures de fonctionnement de chaque ensemble.
Qualité de la tablette : Modifiez-les lorsque vous constatez une baisse constante de la qualité (variation de poids, bouchage, collage) qui ne peut être résolue par des ajustements.
Inspection visuelle : Vérifiez régulièrement l'absence de rayures, d'ébréchures et d'usure sur les pointes des poinçons et les alésages des matrices.
Gardes imbriquées : La machine ne peut pas fonctionner si les portes ou les panneaux d'accès sont ouverts.
Boutons d'arrêt d'urgence : Situé à plusieurs endroits facilement accessibles.
Soupapes de décharge de pression : Protéger le système hydraulique contre la surpression.
Système de réception des coups : Empêche l'éjection des coups de poing à grande vitesse en cas de casse.
Interrupteurs à vitesse nulle : Assurez-vous que la tourelle est arrêtée pour maintenance.
Documentation: Tenir un registre de toutes les opérations de fonctionnement, de nettoyage et d'entretien des machines.
Contrôle des changements : Documentez toute modification apportée aux paramètres ou aux pièces.
Étalonnage: Calibrer régulièrement les systèmes de contrôle du poids et de la force.
Traçabilité des matériaux : Utilisez des outils dédiés à chaque produit afin d'éviter toute contamination croisée.
Nettoyage en profondeur : Suivre les procédures de nettoyage validées entre les lots de produits.






Avis des clients
Il n'y a pas encore de commentaires. Soyez le premier à commenter ce produit !
Écrire un commentaire

Produits connexes





