 Zum Inhalt springen
Zum Inhalt springen 
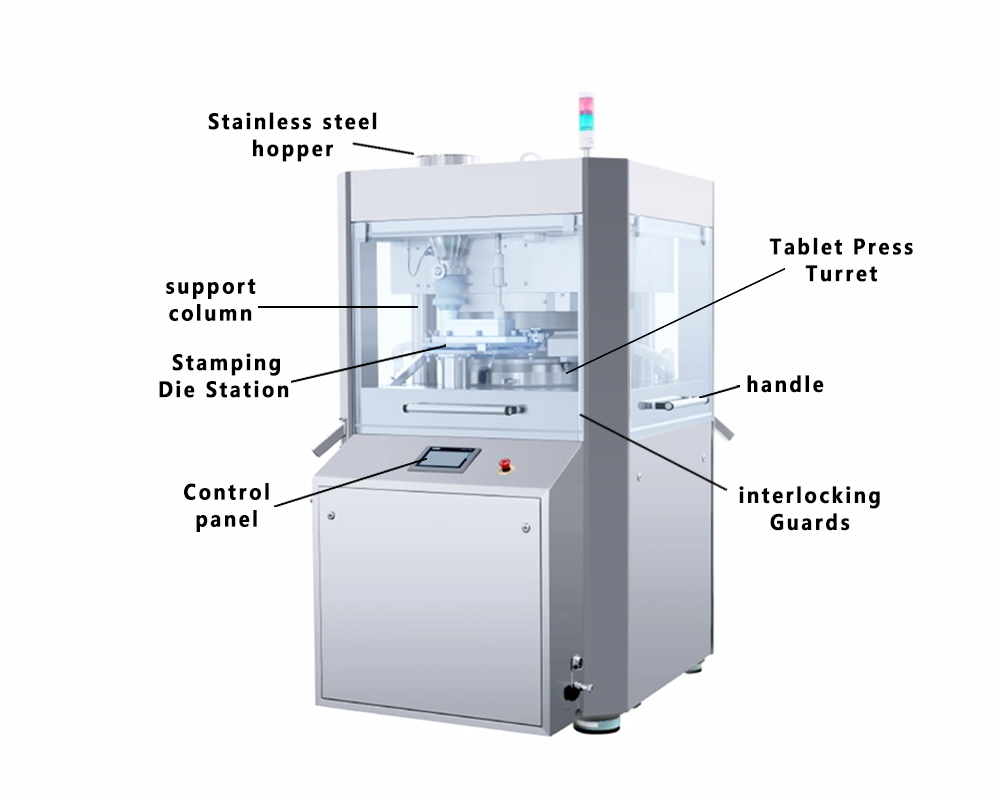




GZP570-41/51/61/65 Hochgeschwindigkeits-Rotationstablettenpresse
Der GZP570-Serie Die Hochgeschwindigkeits-Rotationstablettenpressen wurden nach internationalen technischen und allgemeinen Standards für Tablettenpressen entwickelt, konstruiert und hergestellt. Diese Maschinen zeichnen sich durch ein neues und durchdachtes Design, einen hohen Automatisierungsgrad der elektrischen Systeme, einen zuverlässigen Betrieb und ein elegantes, beeindruckendes Erscheinungsbild aus. Sie sind die ideale Wahl für die Modernisierung von Geräten in der Pharma- und Nahrungsergänzungsmittelindustrie.

Benötigen Sie ein individuelles Angebot?
Möchten Sie weitere Informationen zu diesem Produkt? Kontaktieren Sie noch heute unser Verkaufsteam!
Hauptmerkmale
Technische Daten
Maschinendetails
Häufig gestellte Fragen
Anwendung
Bewertungen Noch keine Bewertungen
1. Die Maschine verfügt über ein effizientes Drucksystem mit Vor- und Hauptkompression. Der enge Walzenabstand, die großen Druckwalzen und die spezielle Konstruktion verhindern Verformungen unter schwere Lasten, Gewährleistung genaues Tablettengewicht und Härte.
2. Der Turm dreht sich schnell, mit der Geschwindigkeit in der Mitte der Matrizenlöcher über 100 Maschen pro Minute. Durch beidseitiges Pressen können bis zu 450.000 Tabletten pro Stunde, die den Anforderungen großer Pharmafabriken gerecht werden.
3. Die obere Druckrolle ist über einen Hebelmechanismus mit dem Drucksensor verbunden, was eine hohe Messgenauigkeit gewährleistet.
4. Ein automatisches Schmiersystem ölt die oberen und unteren Führungsschienen, die Hauptdruckrollen sowie die oberen und unteren Stempelstangen. Sie können die Schmierhäufigkeit und Uhrzeit direkt auf dem Touch-Screen um die beste Schmierung zu erreichen, Geräusche zu reduzieren und die Lebensdauer der Teile zu verlängern.
5. Die Zuführvorrichtung ist für starke Stabilität am Hauptkörper befestigt. Das Zwangsfütterungssystem hält eine stetige Lücke mit dem Turm. Das Doppelklingen-Zuführfach funktioniert gut mit verschiedenen Rohstoffe, und die Misch- und Abfüllvorrichtung sorgt für eine vollständige Pulverbefüllung und verhindert die Trennung von Fein- und Grobpartikeln.
| Modell | GZP570-41 | GZP570-51 | GZP570-61 | GZP570-65 | |
| Anzahl der Stationen | 41 | 51 | 61 | 65 | |
| Werkzeugstandard | D | B | BB | BBS | |
| Max. Hauptdruck (KN) | 100 | ||||
| Max. Vordruck (KN) | 40 | ||||
| Max. Tablettendurchmesser (mm) | Runde Tablette | 25 | 18 | 13 | 11 |
| unregelmäßige Tablette | 25 | 19 | 16 | 13 | |
| Max. Feiltiefe (mm) | 20 | 18 | 15 | 15 | |
| Max. Tablettendicke (mm) | 10 | 8 | 6 | 6 | |
| Max. Turmdrehzahl (U/min) | 60 | ||||
| Max. Produktionskapazität (Stück/h) | 295200 | 367200 | 439200 | 468000 | |
| Motorleistung (kW) | 11 | 7.5 | 7.5 | 7.5 | |
| Gesamtgröße (mm) | 1420*1200*1850 | ||||
| Maschinengewicht (kg) | 3500 | ||||
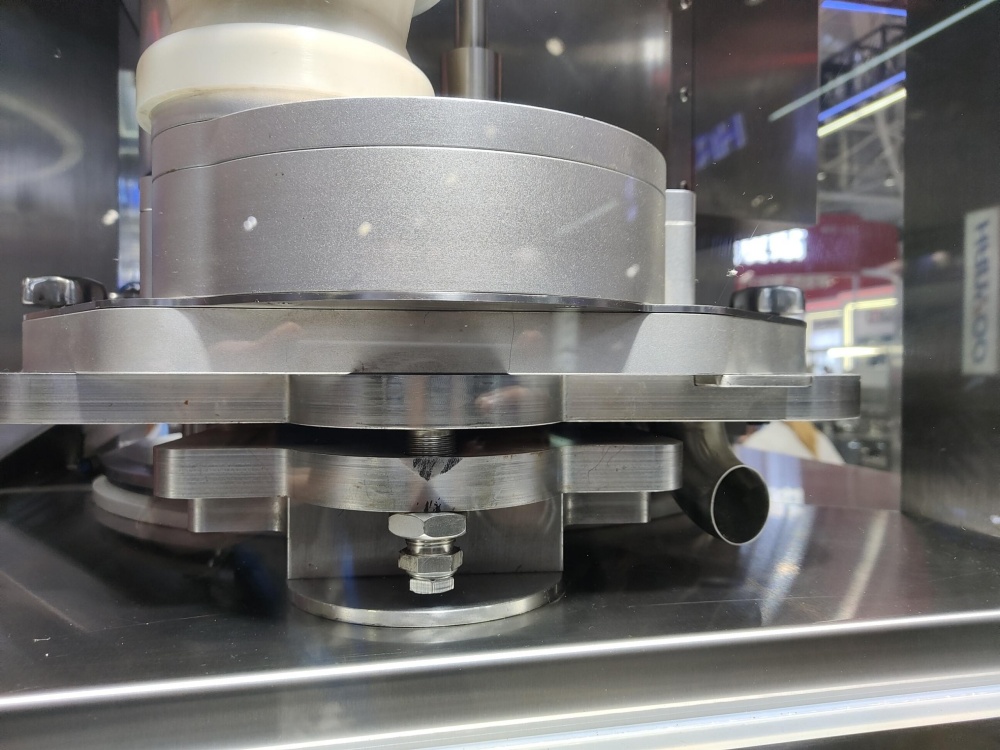

Die Maschine verwendet einen Drehkopf, der obere und untere Stempel und Matrizen aufnimmt. Während sich der Drehkopf dreht, werden die Stempel durch Kurvenbahnen geführt. Der Prozess umfasst Folgendes:
Füllung: Der untere Stempel senkt sich ab und erzeugt eine Vertiefung in der Matrize. Ein Zuführsystem füllt diese mit Pulver.
Messung: Überschüssiges Pulver wird abgekratzt.
Kompression: Die oberen und unteren Stempel werden zwischen zwei schweren Walzen zusammengeführt und verpressen das Pulver zu einer Tablette.
Auswurf: Der untere Stempel hebt sich und wirft die fertige Tablette aus der Matrize aus, die dann aus der Maschine befördert wird.
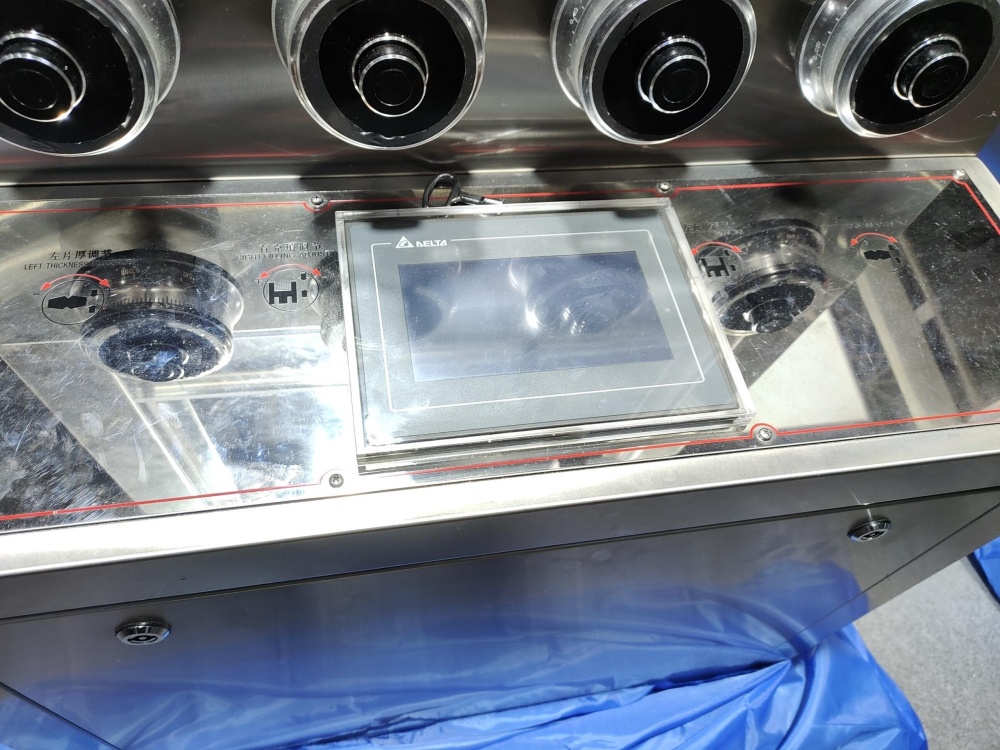
Das Tablettengewicht wird primär durch die Fülltiefe oder Füllkamera. Durch Anpassen der Fülltiefe ändert sich das Pulvervolumen im Matrizenhohlraum vor der Verpressung. Eine tiefere Füllung führt zu einer schwereren Tablette. Wichtig: Nach der Änderung der Fülltiefe müssen Sie die Tablettenhärte und -dicke erneut überprüfen und gegebenenfalls anpassen.
Härte und Dicke werden durch die Hauptkompressionskraft.
Erhöhung der Kompressionskraft: Hebt die Hauptdruckrolle an. Dadurch wird mehr Druck ausgeübt, was zu Folgendem führt: Schwerer Und Verdünner Tablette.
Verringerte Kompressionskraft: Senkt die Hauptdruckrolle ab, was zu Folgendem führt: weicher Und dicker Tablette.
Gewicht und Härte stehen in einem wechselseitigen Verhältnis; eine Änderung des einen erfordert oft eine Anpassung des anderen.
Anhaften (Pulver haftet an der Matrizenwand) und Ablösen (Pulver haftet an der Stempelgravur) sind typischerweise rezepturbedingt:
Feuchtigkeit: Hohe Luftfeuchtigkeit oder Feuchtigkeit im Pulver.
Unzureichendes oder falsches Schmiermittel: (z. B. Magnesiumstearat).
Raue Stempeloberflächen: Zerkratzte, narbige oder schlecht polierte Stempel.
Falsche Verweilzeit: Eine zu kurze Komprimierungszeit kann dazu führen, dass bestimmte APIs nicht mehr unterstützt werden.
Reinigen Sie die Maschine gründlich und entfernen Sie alle Pulverrückstände.
Stempel und Matrizen sind einer Sichtprüfung auf Beschädigungen oder Verschleiß zu unterziehen.
Die Führungsschienen und Nocken sind gemäß den Herstellervorgaben zu prüfen und zu schmieren.
Prüfen Sie, ob alle Sicherheitsverriegelungen funktionieren.
Prüfen Sie, ob Schrauben oder Teile lose sind.
Es gibt keinen festen Zeitrahmen. Es hängt von Folgendem ab:
Abrasiver Charakter der Formulierung: Manche Materialien führen zu schnellerem Werkzeugverschleiß.
Produktionsstunden: Erfassen Sie die Anzahl der Betriebsstunden für jedes Set.
Tablet-Qualität: Tauschen Sie sie aus, wenn Sie einen anhaltenden Qualitätsverlust feststellen (Gewichtsschwankungen, Deckelbildung, Verkleben), der sich durch Anpassungen nicht beheben lässt.
Sichtprüfung: Überprüfen Sie regelmäßig die Stempelspitzen und Matrizenbohrungen auf Kratzer, Absplitterungen und Abnutzungserscheinungen.
Ineinandergreifende Wächter: Die Maschine kann nicht betrieben werden, wenn Türen oder Zugangsklappen geöffnet sind.
Not-Aus-Taster: An mehreren, leicht zugänglichen Standorten gelegen.
Druckbegrenzungsventile: Das Hydrauliksystem vor Überdruck schützen.
Schlagfangsystem: Verhindert, dass Schläge im Falle eines Bruchs mit hoher Geschwindigkeit herausgeschleudert werden.
Nullgeschwindigkeitsschalter: Stellen Sie sicher, dass der Geschützturm für Wartungsarbeiten angehalten wird.
Dokumentation: Führen Sie Protokolle über alle Maschinenbedienungs-, Reinigungs- und Wartungsarbeiten.
Änderungsmanagement: Dokumentieren Sie alle Änderungen an Parametern oder Bauteilen.
Kalibrierung: Kalibrieren Sie regelmäßig die Gewichts- und Kraftregelungssysteme.
Materialrückverfolgbarkeit: Um Kreuzkontaminationen zu vermeiden, sollten für jedes Produkt separate Werkzeuge verwendet werden.
Gründliche Reinigung: Befolgen Sie die validierten Reinigungsverfahren zwischen den Produktchargen.






Kundenrezensionen
Noch keine Bewertungen. Seien Sie der Erste, der dieses Produkt bewertet!
Eine Bewertung schreiben

Verwandte Produkte





