医薬品製造および包装の総合ソリューションを提供する専門サプライヤー
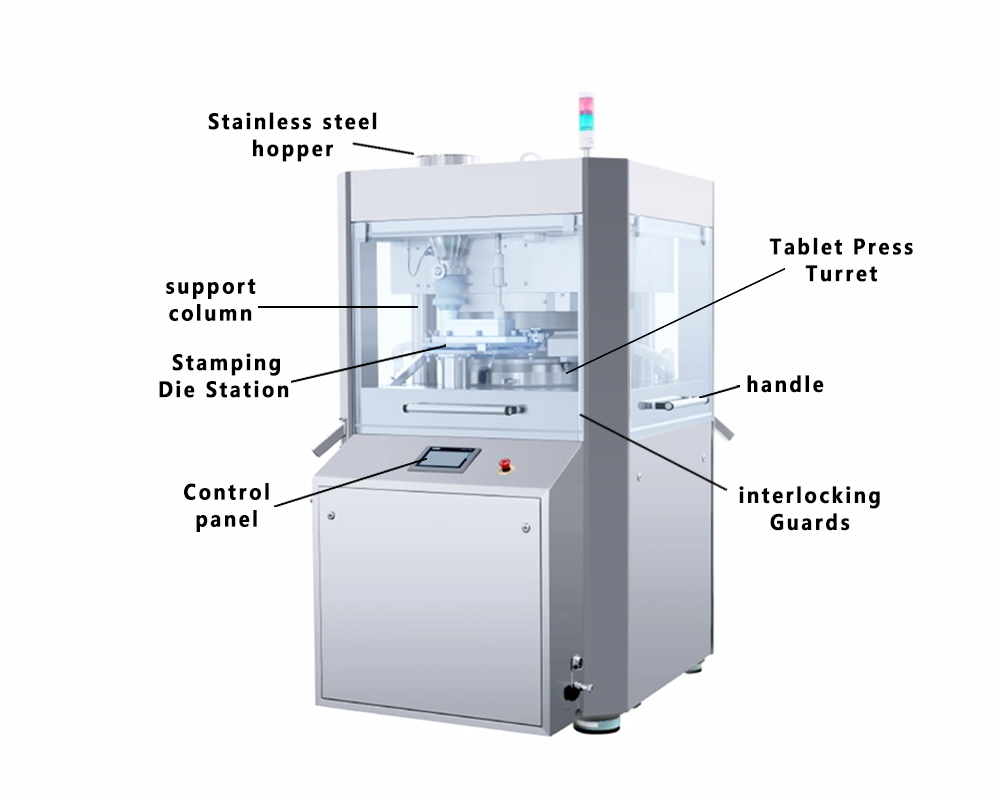
その GZP570シリーズ 高速ロータリー式打錠機は、打錠機に関する国際的な技術基準および一般基準に従って開発、設計、製造されています。これらの機械は、新しく綿密に計画された設計、電気系統の高度な自動化、信頼性の高い操作性、そしてエレガントで印象的な外観を特徴としています。これらの機械は、製造現場における設備の更新に最適です。 医薬品および健康補助食品業界。
または、この製品についてさらに詳しい情報をお知りになりたい場合は、今すぐ弊社の営業担当者にお問い合わせください。
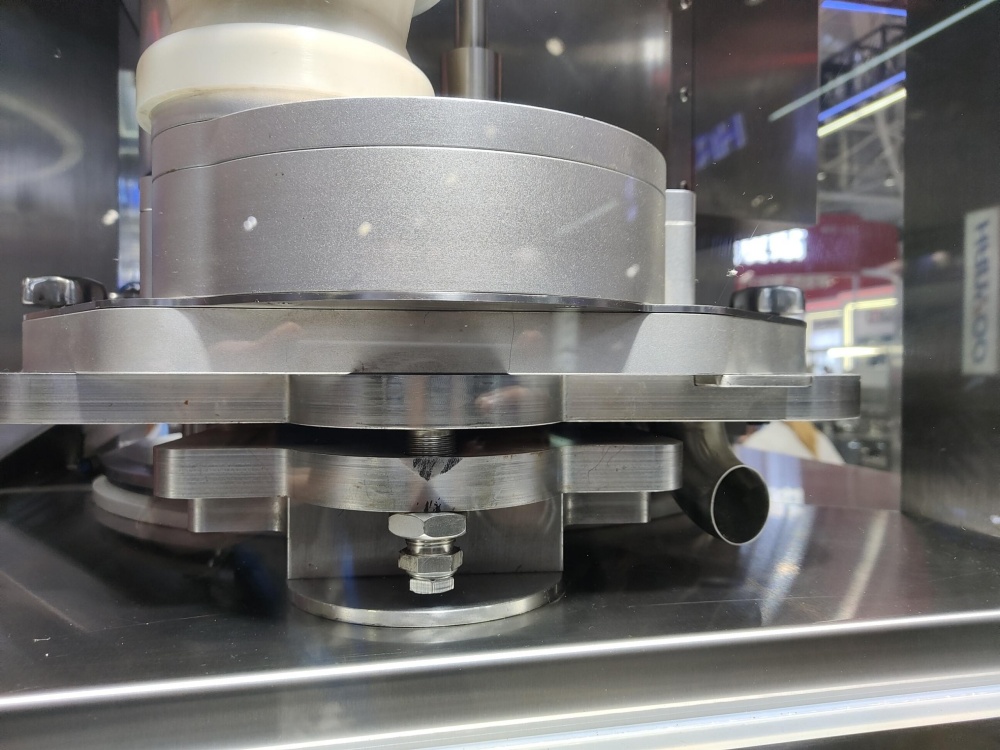
1. この機械は、前圧縮と本圧縮の両方を備えた効率的な加圧システムを備えています。ローラー間隔が狭く、大きな加圧ローラーと特殊な設計により、圧縮時の変形を防ぎます。 重い荷物、確実に 正確な錠剤の重量と硬度。
2. タレットは高速回転し、ダイス穴の中心の速度は 1分あたり100メッシュ両面プレスにより最大 1時間あたり45万錠大規模な製薬工場のニーズに応えます。
3. 上部の加圧ローラーはレバー機構によって圧力センサーに接続されており、高い測定精度が得られます。
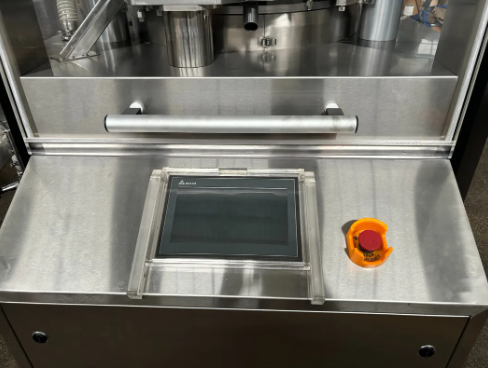
4. 自動潤滑システムにより、上下ガイドレール、メインプレッシャーローラー、上下パンチロッドにオイルが供給されます。 潤滑頻度 そして時間を直接 タッチスクリーン 最適な潤滑を実現し、騒音を低減し、部品の寿命を延ばします。
5. 給餌装置は本体に固定されており、安定性に優れています。強制給餌システムにより、 安定したギャップ タレットと組み合わせる。ダブルブレード給紙トレイは、様々な用途に使用できます。 原材料混合充填装置により、粉末が完全に充填され、細かい粒子と粗い粒子が分離するのを防ぎます。
この機械は、上下のパンチとダイを保持する回転タレットを備えています。タレットが回転すると、パンチはカムトラックによってガイドされます。この工程は以下のとおりです。
充填: 下パンチが下がり、ダイに空洞が形成されます。フィーダーシステムが粉末を充填します。.
計測: 余分な粉は削り取られます。.
圧縮: 上部のパンチと下部のパンチが 2 つの重いローラーの間で組み合わされ、粉末を錠剤に圧縮します。.
排出: 下側のパンチが上昇し、完成した錠剤がダイから排出され、機械の外に導かれます。.
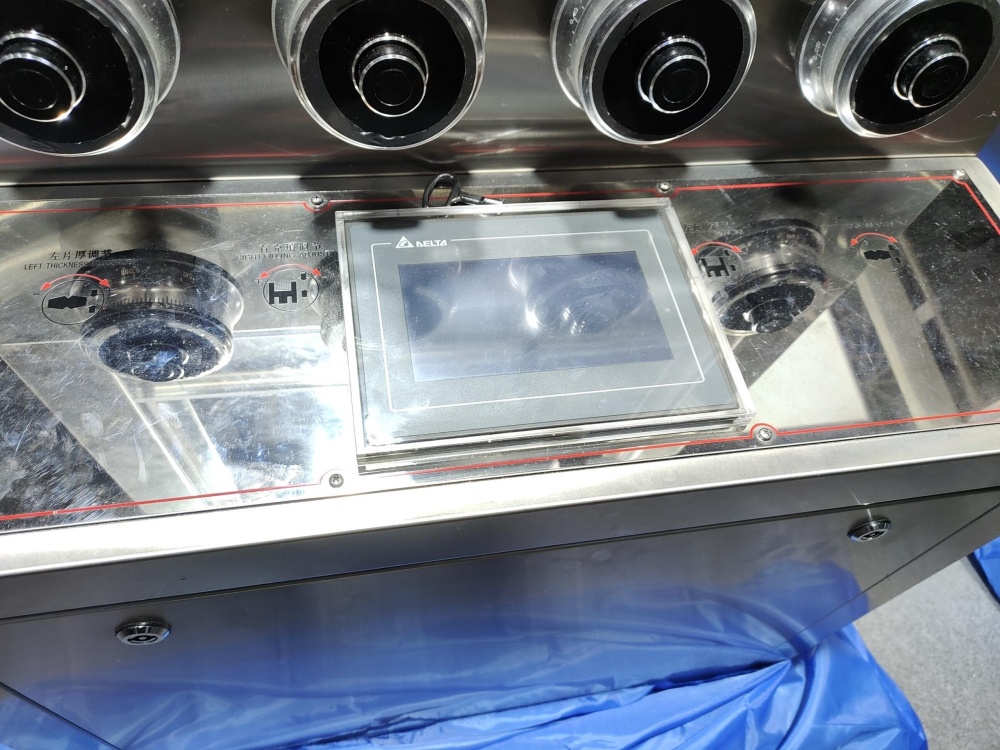
錠剤の重量は主に 充填深さ または フィルカム. 充填深さを調整すると、圧縮前のダイキャビティ内の粉末の体積が変化します。充填深さが深いほど、錠剤の重量は増加します。. 重要: 充填深さを変更した後は、錠剤の硬度と厚さを再確認して調整する必要があります。.
硬度と厚さは 主な圧縮力.
圧縮力の増加: メインの圧縮ローラーを上昇させます。これにより圧力が高まり、 もっと強く そして より薄い 錠剤。.
圧縮力の減少: メインの圧縮ローラーを下げ、 柔らかい そして 厚い 錠剤。.重さと硬さは相互に関連しており、一方を変えると他方も調整する必要が生じることがよくあります。.
スティッキング(粉末がダイの壁に付着する)とピッキング(粉末がパンチの彫刻に付着する)は、通常、配合に関連しています。
水分: 湿度が高い、または粉末に水分が多い。.
潤滑剤が不十分または間違っている場合: (例:ステアリン酸マグネシウム)。.
粗いパンチ表面: 傷、穴、または研磨不良のあるパンチ。.
滞在時間が正しくありません: 圧縮時間が短すぎると、特定の API が固まる可能性があります。.
粉末の残留物をすべて取り除き、機械を徹底的に清掃します。.
パンチとダイに損傷や摩耗がないか目視で検査します。.
製造元のスケジュールに従ってガイド トラックとカムを点検し、潤滑します。.
すべての安全インターロックが機能していることを確認します。.
緩んだボルトや部品がないか確認してください。.
決まったタイムラインはありません。以下の要因によって異なります。
配合物の研磨性: 材料によっては、ツールの摩耗が早くなります。.
生産時間: 各セットの稼働時間数を追跡します。.
タブレットの品質: 調整によって解決できない、品質の継続的な低下(重量の変動、キャップ、固着)が見られる場合は、交換してください。.
目視検査: パンチの先端とダイの穴に傷、欠け、摩耗がないか定期的に確認してください。.
インターロックガード: ドアまたはアクセス パネルが開いていると、マシンは動作しません。.
緊急停止ボタン: アクセスしやすい複数の地点に位置しています。.
圧力リリーフバルブ: 油圧システムを過剰な加圧から保護します。.
パンチキャッチシステム: 破損時にパンチが高速で飛び出すのを防ぎます。.
ゼロスピードスイッチ: メンテナンスのために砲塔が停止していることを確認してください。.
ドキュメント: すべての機械の操作、清掃、メンテナンスのログを保持します。.
変更管理: パラメータまたは部品への変更を文書化します。.
較正: 重量および力の制御システムを定期的に調整します。.
材料トレーサビリティ: 相互汚染を防ぐために、特定の製品専用のツールを使用します。.
徹底した清掃: 製品バッチ間の検証済みの洗浄手順に従ってください。.
まだレビューはありません。この商品を最初にレビューする
WhatsAppでお問い合わせください














 内容をスキップ
内容をスキップ 




