内容をスキップ
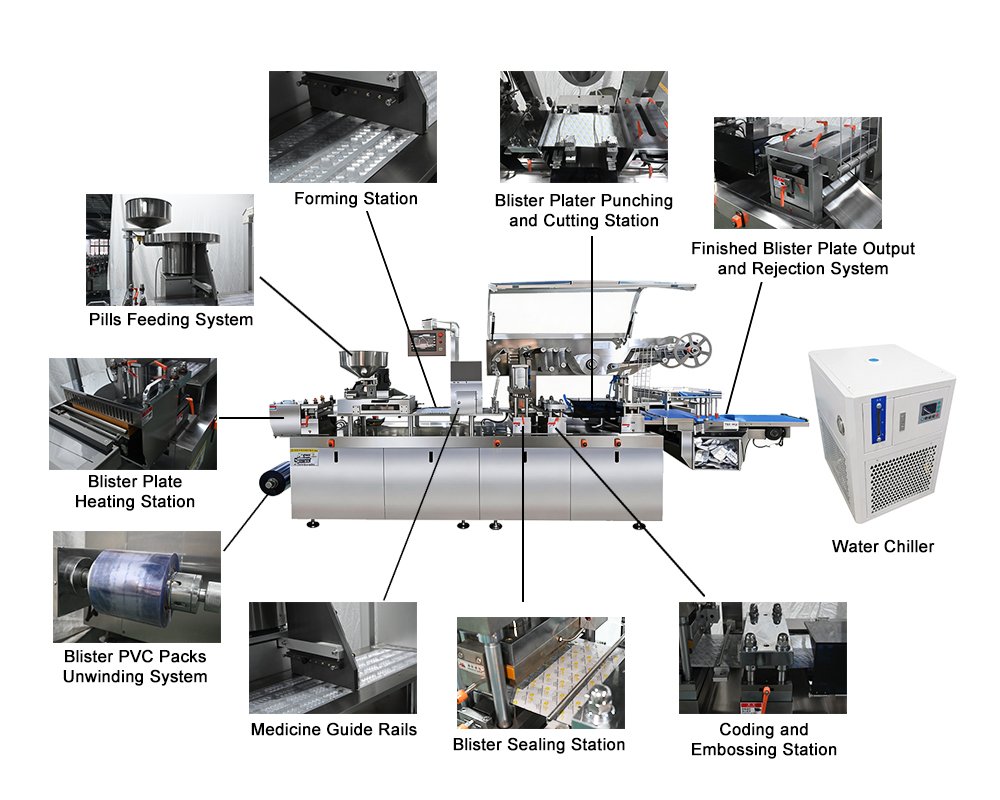
内容をスキップ ブリスター・パッキング・マシンは、その内部で多くのことが行われています。ブリスター・パッキング・マシンの周りで働く方、あるいは初めてブリスター・パッ キング・マシンを購入する方は、各部品の名称を知っておくことをお勧めします。何かが壊れたり、交換が必要になったとき、生活が楽になります。.
また、サプライヤーと話したり、サービステクニシャンを呼んだりする際にも、故障しているパーツを正確に特定できることは大きな意味を持つ。.
1.巻き戻しシステム
すべては巻き戻しシステムから始まります。通常PVCやPTPアルミニウムなどの成形フィルムのロールが置かれ、制御された速度で機械に送り込まれます。.

そこにはブレーキ機構があり、マシンが一時停止するたびにロールがフリースピンしないようになっている。もしブレーキが機能しなければ、フィルムにたるみが生じる。そして弛みは、その後のすべてのステーションでのアライメントの問題を意味する。.
テンションコントロールも重要だ。緩すぎるフィルムはシワになる。きつすぎると伸びたり破れたりする。.
2つの素材(片面がPVC、もう片面がアルミ蓋ホイルなど)を使用する機械では、それぞれのために別々の巻き戻しステーションがあります。素材の扱いが異なるため、それぞれのテンション設定が必要です。.
2.暖房ステーション
成形フィルムは加熱されないと成形できない。それが加熱ステーションのすべての仕事だ。.

上下のヒーティングプレートがフィルムを適温にする。PVCフィルムは120度から140度くらいが必要です。ポリプロピレンはもっと高温で、140度から150度くらいです。.
温度を間違えると、すぐにわかります。低すぎると、キャビティが浅くなったり、横長になったりする。高すぎるとフィルムが焼けたり、部分的に薄くなったりする。.
ほとんどのマシンでは、上プレートと下プレートを別々にコントロールできる。.
3.成形ステーション
成形ステーションは、ブリスターキャビティが実際に作られる場所です。ブリスターパックの形は何によって作られるのだろう?.

一般的には2つの方法がある。熱成形は、加熱したフィルムを圧縮空気やプラグを使って金型に押し込む。冷間成形はこれとは仕組みが異なり、パンチとダイを使ってアルミニウムベースのフィルムを熱を加えることなく押し込んで成形します。.
冷間成形ブリスターは熱成形ブリスターよりも湿気と光を遮断します。そのため、製薬会社は敏感な医薬品にブリスターを使用しています。.
金型は、ブリスターに入れる製品のサイズと形状に正確に一致しなければならない。製品が違えば金型も違う。そうやって、同じ機械でパックサイズを切り替えるのです。.
キャビティの深さは、皆さんが思っている以上に失敗するものです。浅すぎると、密封時に製品がつぶれてしまいます。深すぎると、すべてのサイクルで材料を浪費することになる。.
ほとんどの金型はアルミかスチールだ。清掃と点検を怠らない限り、よく持ちこたえる。.
4.ガイドレール
ガイドレールについて語る人はいない。しかし、ガイドレールはブリスター・パッキング・マシンのパーツのひとつであり、外れると本当に頭痛の種になる。.

機械に沿って走行し、成形されたフィルムがステーションからステーションへ移動する際、中心を維持します。わずかなドリフトでも、充填、シール、カッティングの際にキャビティが一直線に並ばないことを意味する。.
そしてそれはスクラップを意味する。2ミリのズレが下流のすべてを狂わせてしまうのだ。.
ガイドレールシステムは通常、異なるフィルム幅に合わせて調整可能である。より長い機械では、ラインに沿って異なるポイントに複数のセットがある場合があり、交換時にそれぞれをチェックする必要がある。.
ガイドレールが曲がっていたり、摩耗していたりすると、ジャムの原因となり、チェックしようと思わなければ、その原因を突き止めるのは本当に難しいものです。定期的なメンテナンスの際には、いつでも見てみる価値がある。.
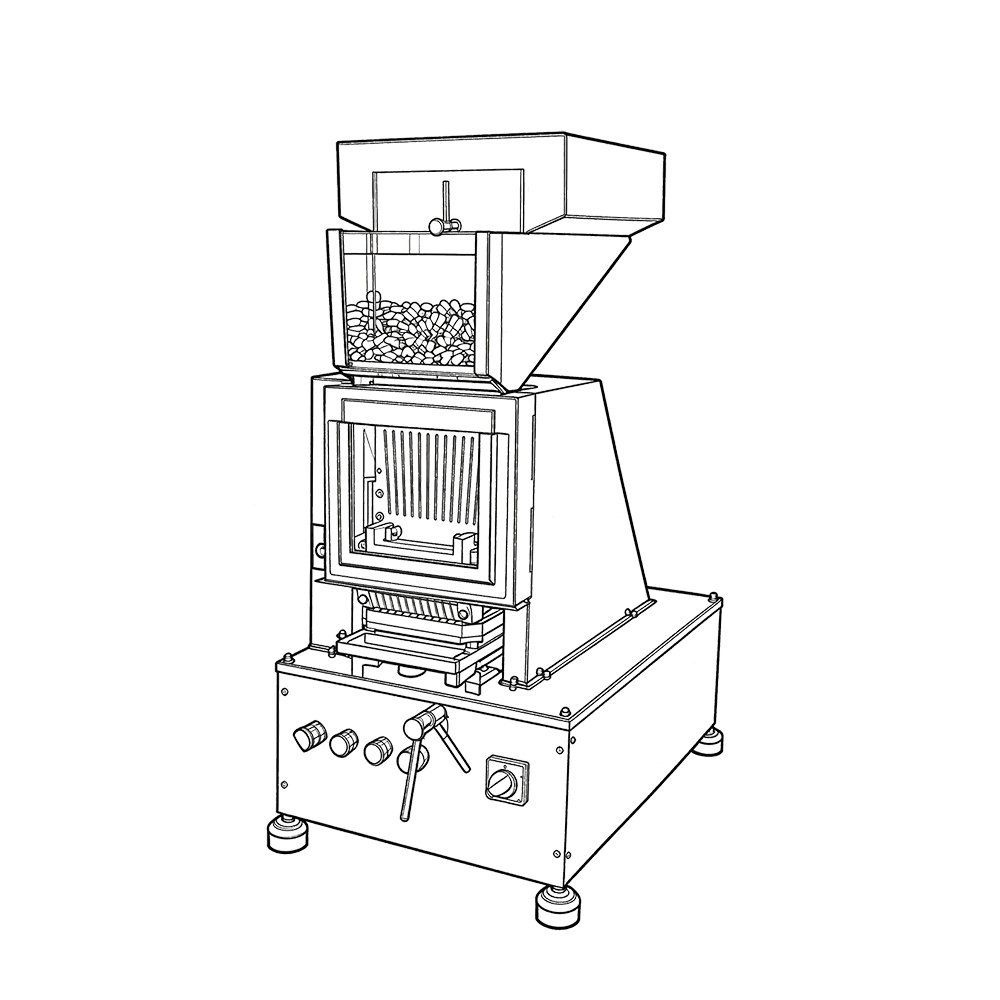
5.給餌システム
ブリスター・キャビティが形成された後、製品をブリスター・キャビティに落下させるのがフィーディング・システムです。包装するものによって見た目は異なる。.

錠剤やカプセルの場合、通常、ホッパー、振動するボウルやブラシフィーダー、キャビティに落ちる前にそれぞれの錠剤の向きを整える選別機構がある。重力を利用するものもある。機械的なプッシャーを使うものもある。.
フィーダーが成形ステーションと歩調を合わせられないと、すべてが遅くなる。ミスフィードは不合格になるため、さらに悪化します。多くの製薬機械にはセンサーがあり、空や二重に充填されたキャビティをパックが進む前にキャッチします。.
新製品にフィーダーを適合させるには、試行錯誤が必要です。形状、重量、コーティングはすべて、錠剤がシステム内をどのように移動するかに影響します。コーティングされていない丸いタブではうまくいっても、コーティングされた楕円形のタブでは詰まってしまうかもしれません。.
一部の高級機には、供給ステーションにカメラシステムがあり、充填後の各キャビティを見ることができる。カメラが錠剤の破損や二重投入を検知すると、シーラーに到達する前にフラグが立てられる。.
6.シーリングステーション
空洞が埋まったら、密封ステーションがすべてを閉じる。蓋材を上から接着するが、通常はアルミホイルである。代わりに紙を裏打ちしたホイルやプラスチックを使うセットアップもある。.

ここでは熱と圧力が実際の仕事をする。加熱されたプレートが、形成されたフィルムの上に蓋を押し下げ、両者を接着する。.
どちらの設定も適切でなければならない。低すぎると密閉性が弱くなり、空気や湿気が入ってしまう。高すぎると、キャビティの中に入っているものがつぶれてしまう。.
蓋材はすべて同じ方法で密封されるわけではないことを覚えておいてください。アルミの密封温度とプラスチックのホイルの密封温度は異なるので、製品を切り替える場合は、調整することを忘れないでください。.
製薬ラインでは、シールのわずかな隙間でも製品を台無しにする可能性がある。ほとんどの施設では、QCの一環としてシール強度を定期的にテストしています。.
シーリングプレートは時間とともに摩耗する。それは普通のことです。しかし、磨耗したプレートはホットスポットやコールドスポットを作るので、結局、あるシールは他のシールよりきつくなる。全走行を廃棄することになるよりは、早めに発見した方がいい。.
7.コーディングおよびエンボスステーション
シーリングとカッティングの間に、ほとんどの機械にはパックに情報を書き込むステーションがある。バッチ番号、賞味期限、ロットコード。その他もろもろ。.

エンボス加工は、文字を箔に押し込んで浮き上がらせ、インクなしで読めるようにします。印刷は、インクジェットまたは熱転写を使用します。どちらの方法を採用するかは、素材や市場の規制によって異なります。製品によっては、箔にエンボス加工を施し、カードにテキストを印刷するという両方が必要なものもあります。.
何か問題が起こるまで、このステーションを見過ごすのは簡単だ。しかし、ロットコードがなかったり、読み取れなかったりすると、そのバッチは引き揚げられるかもしれない。製薬ラインもまた、このステーションをシリアライゼーションのために使用する。.
8.冷却ステーション
封をした直後のブリスターストリップはまだ熱い。そのままカッターに送ることはできません。冷却ステーションでまず温度を下げます。.

熱い材料を切ってみると、変形して工具にくっつくのがわかるだろう。冷却することでシールが固まるので、ストリップを動かしてもバラバラにならない。.
ほとんどのセットアップでは、冷やしたプレートか、ストリップに冷風を送るファンを使う。シンプルだが、機能していないことにすぐに気づく。.
ストリップが切断ステーションに当たったときにまだ温かければ、粗いエッジや変形したカットが予想される。ラインを速くするために冷却時間を短くしようとするオペレーターがいる。悪い考えだ。それはほとんどの場合、解決するよりも多くの問題を引き起こす。.
9.パンチング&カッティングステーション
ここで、連続したストリップが個々のパックやミシン目入りのシートにカットされる。簡単そうに聞こえるが、カットの失敗がせっかくのブリスターを台無しにしてしまう。この金型は正しくなければならない。.

ダイカッターを使用し、一回のきれいな動きでストリップにスタンプを押す。しかし、その金型が鈍っていたり、少しでもずれていたりすると、エッジがぼろぼろになったり、部分的なカットが生じたりする。.
この段階でミシン目を入れる機械もあり、ハサミを使わずにカードからブリスターを切り離すことができます。これは現在、ほとんどの医薬品包装の標準となっています。.
裁断で残ったスクラップはどこかに行かなければならないが、忙しいラインでは大量に出る。それを処理するのが廃棄物収集システムだ。.
また、金型のメンテナンスを後回しにしないこと。金型がくすんでいると、駆動システムにストレスがかかり、ラインの他のステーションのタイミングを狂わせる可能性があります。.
10.コントロールパネルとPLC
制御盤は機械全体を結びつける。温度、速度、アラーム、生産データ。すべてはここから管理される。.

ほとんどのブリスター・パッキング・マシンは、各ステーションの タイミングを処理するPLCで稼動しています。成形、充填、シール、カット。PLCはこれらすべてを同期させるので、順番が狂うことはありません。.
タッチスクリーンは、マシン全体で何が起きているかをリアルタイムで確認できます。また、何かが故障した場合、パネルに故障のログが記録されるため、何がいつ故障したのかを把握することができます。.
新しいマシンの多くは、設定を異なる製品のレシピとして保存できます。そのため、ブリスター・サイズを変更する際、すべてを再度入力する代わりに古いレシピをロードするだけです。.
また、工場全体のネットワークにパネルを接続し、管理者が自分のデスクから生産台数やOEEをチェックできるようにする回線もある。.
11.出力と拒否システム
完成したパックは出力システムで機械から取り出される。それはカートナーに供給するベルトコンベアであることもある。手作業用のスタッカーの場合もある。セットアップ次第です。.

ここには通常、不良品排除システムも組み込まれている。ラインの早い段階でセンサーが製品の欠品、シール不良、印刷ミスのフラグを立てると、そのパックは自動的にメインラインから外される。.
規制された製薬ラインでは、不合格システムは検証され、文書化されなければならない。不良パックを摘発するだけではない。実際に取り除かれたことを証明しなければならない。.
この段階のカウンターは、総生産量、良品パック、不合格パックを追跡する。このデータは生産報告書に反映される。不合格率が上昇し始めたら、それは通常、上流の何かに注意を払う必要があることを意味し、カウンターのデータは正しい方向を指し示すものです。.
結論
ブリスター・パッキング・マシンには様々な部品があり、ある部品が異常をきたすと、通常、完成品からすぐにそのことがわかります。各部品のブリスター・パッキング・マシンの部品名を知っていれば、トラブルシューティングの手間が省けます。.
正直なところ、電話で部品を注文するときやサービス技術者に問題を説明するときに大いに役立つ。マシンの真ん中付近にあるアレ」と言うよりずっといい。“