Skip to content
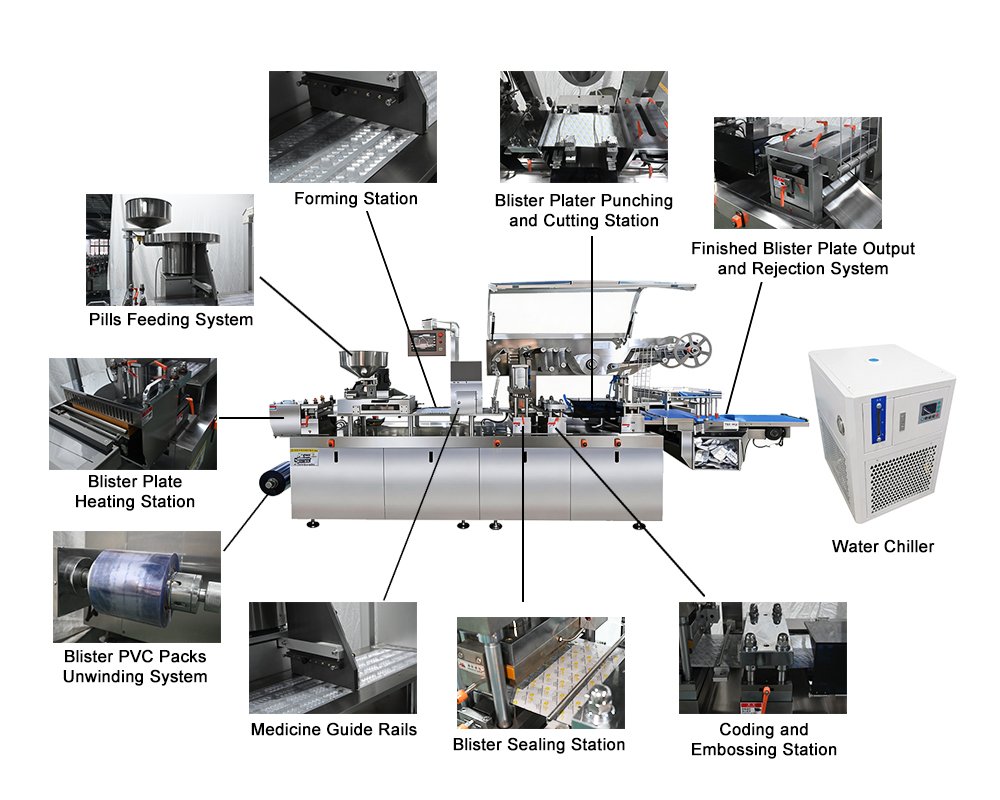
Skip to content A blister packing machine has a lot going on under the hood. If you work around one or you’re shopping for your first unit, it really pays to know the blister packing machine parts name for each component. Makes life easier when something breaks or needs swapping out.
Being able to name the exact part that’s acting up also goes a long way when you’re talking to suppliers or getting a service tech on the line.
1. Unwinding System
Everything starts at the unwinding system. This is where the rolls of forming film sit, usually PVC or PTP aluminum, and it feeds them into the machine at a controlled speed.

There’s a brake mechanism in there that keeps the roll from free-spinning whenever the machine pauses. If that brake isn’t doing its job, you get slack in the film. And slack means alignment problems at every station after it.
Tension control matters too. Film that’s too loose wrinkles up. Too tight and it’ll stretch or tear on you.
On machines running two materials (like PVC on one side and aluminum lidding foil on the other), you’ll find separate unwinding stations for each. They need their own tension settings because the materials handle differently.
2. Heating Station
The forming film can’t be shaped until it’s been heated. That’s the heating station’s whole job.

Upper and lower heating plates bring the film up to the right temperature. PVC films need somewhere around 120 to 140 degrees Celsius. Polypropylene runs hotter, more like 140 to 150.
If you get the temp wrong, you’ll know it fast. Too low and the cavities come out shallow or lopsided. Too high and you burn through the film or thin it out in spots.
Most machines give you separate controls for the upper and lower plates, and the upper plate lifts out of the way for changeovers and maintenance.
3. Forming Station
The forming station is where blister cavities actually get made. If you’ve ever wondered what gives a blister pack its shape, this is it.

Two methods are common. Thermoforming pushes heated film into a mold using compressed air or plugs. Cold forming works differently and uses a punch and die to press aluminum-based films into shape without any heat.
Cold-formed blisters block moisture and light better than thermoformed ones. That’s why pharma companies use them for sensitive drugs.
The mold has to match the exact size and shape of whatever product goes into the blister. Different product, different mold. That’s how you switch between pack sizes on the same machine.
Cavity depth is something people mess up more than you’d think. Too shallow and the product gets crushed during sealing. Too deep and you’re wasting material on every cycle.
Most molds are aluminum or steel. They hold up well as long as you stay on top of cleaning and inspection.
4. Guide Rails
Nobody really talks about guide rails. But they’re one of those blister packing machine parts that’ll give you real headaches when they’re off.

They run along the machine and keep the formed film centered as it moves from station to station. Even a small drift means the cavities won’t line up with filling, sealing, or cutting.
And that means scrap. It’s one of those things where a two-millimeter shift can throw off everything downstream.
Guide rail systems are usually adjustable for different film widths. On longer machines, there may be more than one set at different points along the line, and each one needs checking during changeovers.
A bent or worn guide rail causes jams that can be really hard to figure out if you don’t think to check it. Worth taking a look any time you’re doing routine maintenance.
5. Feeding System
The feeding system is what drops product into the blister cavities after they’ve been formed. It looks different depending on what you’re packing.

For tablets and capsules, there’s usually a hopper, some kind of vibrating bowl or brush feeder, and a sorting mechanism that gets each piece oriented before it falls into a cavity. Some use gravity. Others use mechanical pushers.
If the feeder can’t keep pace with the forming station, everything slows down. Misfeeds are even worse because those turn into rejects. A lot of pharma machines have sensors here that catch empty or double-filled cavities before the pack moves on.
Dialing the feeder in for a new product takes trial and error. Shape, weight, and coating all affect how tablets move through the system. What works for a round uncoated tab might jam up on an oval coated one.
Some of the higher-end machines have camera systems at the feeding station that look at each cavity after filling. If the camera catches a broken tablet or a double feed, it flags the pack before it even reaches the sealer.
6. Sealing Station
Once the cavities are filled, the sealing station closes everything up. It bonds a lidding material over the top, and that’s usually aluminum foil. Some setups use paper-backed foil or plastic instead.

Heat and pressure do the actual work here. A heated plate pushes the lid down onto the formed film and bonds them together.
Both settings have to be right. Go too low and the seal is weak, which lets air and moisture in. Go too high and you’ll crush whatever is sitting inside the cavity.
Keep in mind that lidding materials don’t all seal the same way. Aluminum seals at a different temp than plastic-backed foil, so if you’re switching between products, don’t forget to adjust.
On pharma lines, even a tiny gap in the seal can ruin a product. Most facilities test seal strength regularly as part of QC.
The sealing plate wears down over time. That’s normal. But worn plates create hot spots and cold spots, so you end up with some seals tighter than others. Better to catch that early than deal with scrapping a whole run.
7. Coding and Embossing Station
Between sealing and cutting, most machines have a station that puts information on the packs. Batch numbers, expiration dates, lot codes. All that stuff.

Embossing presses the text into the foil so it’s raised and readable without ink. Printing uses inkjet or thermal transfer. Which method you go with depends on the material and the regs for your market. Some products need both, with embossing on the foil and printed text on the card.
Easy to overlook this station until something goes wrong. But if a lot code is missing or can’t be read, that batch might get pulled. Pharma lines also use this station for serialization since a lot of markets now want unique identifiers on every single pack.
8. Cooling Station
Right after sealing, the blister strip is still hot. You can’t just send it straight to the cutter. The cooling station drops the temperature first.

Try cutting hot material and you’ll see it deform and stick to the tooling. Cooling lets the seal firm up so it won’t come apart when the strip gets moved around.
Most setups use chilled plates or fans blowing cool air over the strip. Simple, but you notice fast when it’s not working.
If the strip is still warm when it hits the cutting station, expect rough edges and deformed cuts. Some operators try shortening cooling time to speed up the line. Bad idea. It almost always causes more problems than it solves.
9. Punching and Cutting Station
This is where the continuous strip gets cut into individual packs or perforated sheets. Sounds simple enough, but a bad cut wrecks an otherwise good blister. The tooling here has to be right.

It uses a die cutter that stamps through the strip in one clean motion. But if that die is dull or even slightly out of alignment, you’ll get ragged edges and partial cuts.
Some machines add a perforation tool at this stage too, so users can tear individual blisters off a card without scissors. That’s standard in most pharma packaging now.
Scrap material left over from cutting has to go somewhere, and on a busy line there’s a lot of it. The waste collection system handles that.
And don’t put off die maintenance. A dull die puts stress on the drive system and can mess with the timing of other stations down the line.
10. Control Panel and PLC
The control panel ties the whole machine together. Temperatures, speeds, alarms, production data. It all gets managed from here.

Most blister packing machines run on a PLC that handles the timing for every station. Forming, filling, sealing, cutting. It keeps all of that in sync so nothing gets out of order.
The touchscreen lets you see what’s happening across the machine in real time. And when something breaks, the panel logs faults so you can figure out what went wrong and when.
A lot of newer machines let you save settings as recipes for different products. So when you switch blister sizes, you just load up the old recipe instead of punching everything in again.
Some lines even connect the panel to a plant-wide network so managers can check production numbers and OEE from their desk.
11. Output and Rejection System
Finished packs come off the machine at the output system. Sometimes that’s a conveyor belt feeding a cartoner. Sometimes it’s just a stacker for manual handling. Depends on the setup.

There’s usually a rejection system built in here too. If sensors earlier in the line flagged a pack for missing product, a bad seal, or a print error, it gets kicked off the main line automatically.
On regulated pharma lines, the rejection system has to be validated and documented. It’s not just about catching bad packs. You have to prove they actually got removed.
Counters at this stage track total output, good packs, and rejects. That data goes into production reports. If reject rates start creeping up, it usually means something upstream needs attention, and the counter data is what points you in the right direction.
Conclusion
There’s a lot that goes into a blister packing machine, and when one part starts acting up, the finished product usually tells you about it pretty fast. Knowing the blister packing machine parts name for each component takes a lot of the guesswork out of troubleshooting.
And honestly, it helps a lot when you’re on the phone ordering parts or explaining an issue to a service tech. Way better than saying “that thing near the middle of the machine.”