Skip to content
Skip to content Ever wondered how thousands of capsules end up perfectly packed into those neat little bottles you see on pharmacy shelves?
Behind every smooth, sealed bottle of supplements or medicine is a powerful machine working with speed, precision, and zero room for error. That machine is called a capsule bottling machine.
It’s designed to count, fill, and cap bottles with efficiency. But how does it really work, and what goes on behind those stainless steel panels?
Let’s find out.
What is a Capsule Bottling Machine?

A capsule bottling machine is a specialized piece of equipment used in the pharmaceutical, nutraceutical, and supplement industries to automate the process of filling bottles with capsules. It sorts, counts, fills, caps, and even labels bottles in one continuous process.
In large-scale production environments, hand-filling capsules is simply not an option. It’s too slow, inconsistent, and too risky. That’s where a bottling machine comes in.
To give you an idea of just how essential this machine is, Business Wire predicts that the dietary supplements market is expected to reach $327.4 billion by 2030. And to meet this rising demand, manufacturers are under pressure to produce more units, more quickly.
How Does a Capsule Bottling Machine Work? Step-by-Step
Here’s a step-by-step breakdown of how a capsule bottling machine works:
Step 1: Feeds and Aligns the Capsules

First, the machine takes a big batch of loose capsules and feeds them into a rotating system. The machine’s job is to make sure every capsule is lined up the right way. Not upside down or sideways; just clean and ready for bottling. If a capsule is broken or stuck, it gets pushed aside. Only the good ones move on.
Step 2: Counting and Verifying Each Capsule

Now, this step can vary according to the machine you’re using. Some machines are fully automatic and can do this process themselves. However, most manufacturers use a semi-automatic one where an individual sits, checks the quality of capsules, and then passes them into a specific number of batches.
Step 3: Feeds and Positions Empty Bottles

The machine then takes care of the empty bottles. These bottles are usually piled into a feeder tray, from where the machine picks them up one by one and moves them into position. It lines them up to ensure each one is ideally placed to catch the capsules.
Step 4: Dispenses Capsules into Bottles

Now comes the part where the capsules drop into the bottles. The machine opens little gates and drops the counted capsules into waiting bottles below. It doesn’t rush and only fills when the correct number is confirmed.
Step 5: Cap the Bottles Securely
Once the capsules are inside, the machine moves the bottle down the line to the capping station. Here, an individual picks up the bottle, takes it to another machine, and places the cap on the bottle. The machine then spins to shut the caps tightly with just the right amount of force.
Step 6: Label and Seal the Bottles

The bottles ultimately head to the labeling and sealing section. A label gets rolled or pressed onto the front (and sometimes the back, too), and if needed, a tamper-evident seal is placed around the cap.
6 Key Features of a Capsule Bottling Machine
Capsule bottling machines come loaded with smart features that make the entire packaging process fast, smooth, and reliable. Here are six of the most important ones.
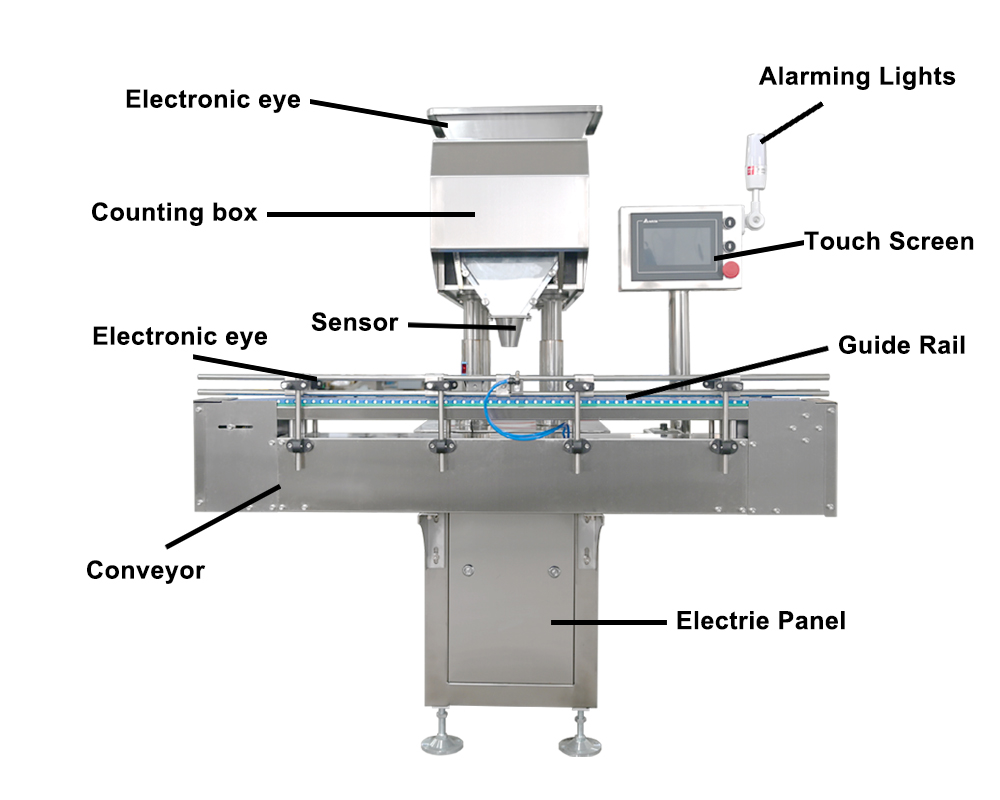
1. Automatic Capsule Counting System
A fully automatic capsule bottling machine comes with a counting system as well, so there’s no need for human oversight. This is the brain of the entire machine when it comes to accuracy.
Instead of just dumping capsules into bottles, the counting system uses sensors or mechanical wheels to count each capsule as it passes.
2. Adjustable Filling Heads
Not all capsules are the same size. Some bottles need 30 capsules, some need 120. That’s where adjustable filling heads come in. These heads can be fine-tuned to handle different bottle sizes, capsule shapes, or fill volumes.
This way, one machine can be used for multiple product lines, which saves money and time during changeovers.
3. Touchscreen Interface / PLC Control
Modern capsule bottling machines come with a touchscreen panel (also called a Human Machine Interface or HMI). This is where operators control everything, such as speed, error alerts, and more.
It makes the machine easy to operate and troubleshoot, even for newer staff. You don’t even need a technician for every setting, as it’s all tap-and-go.
4. Clean-in-Place (CIP) Systems
CIP means the machine can clean itself without needing to take it apart. Water or cleaning solution flows through internal parts, flushing out residue and keeping things hygienic between batches.
With downtime costing businesses $260,000 per hour, this feature reduces the need for frequent maintenance and keeps your operation compliant with GMP and FDA.
5. Capping & Induction Sealing Station
After filling, the machine moves bottles to the capping area. It places the caps and tightens them perfectly.
Then comes induction sealing, where a foil liner is sealed onto the bottle using heat and electromagnetic energy. This creates a tamper-proof seal that also protects freshness.
6. Bottle Orientation and Feeding Unit
Before any filling happens, the bottles need to be fed into the machine one by one and in the correct position. This unit takes a bulk load of bottles, orients them upright, and lines them up perfectly under the filling heads.
Five Applications of a Capsule Bottling Machine
Capsule bottling machines are incredibly versatile tools used anywhere capsules need to be packaged. Below are five key areas where these machines make a big impact.
1. Packaging Pharmaceutical Capsules
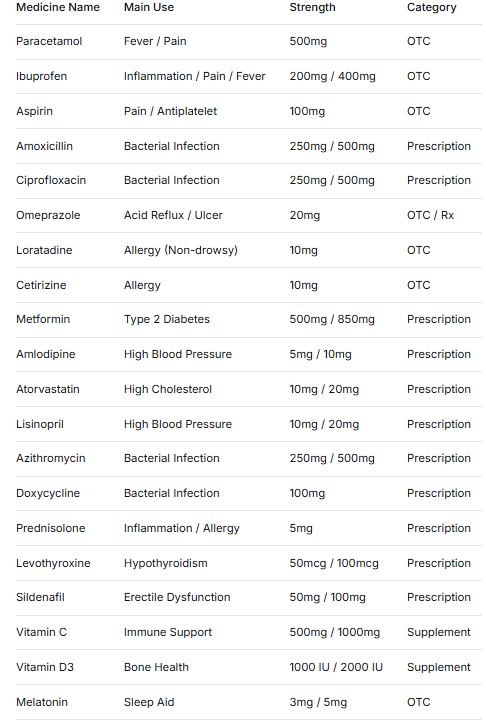
This is by far the most common and critical use. Pharmaceutical companies rely on capsule bottle machines to package vitamins, antibiotics, painkillers, and more.
The machine makes sure every bottle is filled to the precise count and sealed with tamper-proof safety. This last thing is a non-negotiable requirement in medicine.
2. Packing Herbal and Ayurvedic Capsules
The wellness industry is booming, and herbal supplements have become a global trend. However, to package those capsules, these bottling machines are used, typically for turmeric capsules, ashwagandha, spirulina, and other natural health products.
These supplements often come in gelatin or veggie capsules, which the machine handles easily.
3. Preparing Clinical Trial Capsule Samples
Before any medication goes to market, it undergoes clinical trials. Capsule bottling machines help in precisely packing trial samples for controlled group testing.
These trial capsules require precise dosing and strict batch tracking, both of which the machine can support. This speeds up trial prep while keeping quality under control.
4. Filling Veterinary Medicine Capsules
Animals need medicine too, and veterinary pharmaceuticals often come in capsule form, especially for dogs, cats, and horses. These might include pain relievers, deworming agents, or supplements for joint health.
Veterinary products usually have different capsule sizes or coatings, but modern machines can handle these variations without a hitch.
5. Packaging Capsules for Lab-Scale Production
Small labs and R&D teams also need efficient bottling solutions during product testing or pilot batches. While these operations may not require high-speed industrial models, compact or semi-automatic bottling machines are useful in this context.
They allow researchers to pack short-run batches cleanly and accurately, without the mess or delay of hand-filling and capping.
Benefits of Using a Capsule Bottling Machine
Here are a few benefits companies gain by using a capsule bottling machine:
- Improved Speed and Accuracy: Capsule bottling machines can process thousands of capsules per hour. This speeds up production while ensuring every bottle receives the exact count.
- Reduced Labor Costs and Errors: By automating counting, filling, capping, and labeling, these machines reduce the need for manual labor.
- Consistency for GMP Compliance: Capsule bottling machines help maintain consistent standards across every bottle. These standards are essential for meeting Good Manufacturing Practice (GMP) guidelines.
Summing Up
Whether you’re in pharmaceuticals, herbal supplements, or veterinary products, a capsule bottling machine can completely transform how you package your capsules. It’s fast, accurate, and most of all, reduces human error.
So, if you’re ready to make your capsule packaging process faster and more reliable, investing in a capsule bottling machine might just be your next big step forward.
FAQs
1. How do I choose the right capsule bottling machine?
Start by understanding your production needs. Consider how many bottles you need to fill per hour, the types of capsules you’re using, and the level of automation required. Look for machines that match your volume need and offer flexibility in capsule size and bottle type.
2. Can the capsule bottling machine integrate with other packaging systems?
Yes, most modern capsule bottling machines are designed to integrate with upstream and downstream packaging equipment. This includes capsule filling machines, labeling systems, induction sealing machines, shrink-wrappers, and case packers.
3. What is the production speed of capsule bottling machines?
Entry-level models may handle around 1,500 to 2,000 bottles per hour, while high-speed systems can process over 10,000 bottles per hour. Factors like capsule size, count per bottle, and capping speed all influence overall output.
4. What bottle sizes are supported by the capsule bottling machine?
Capsule bottling machines typically support a wide range of bottle sizes, from small 30 ml bottles to larger 500 ml containers. Most systems come with adjustable guides and changeable parts, allowing you to switch bottle sizes easily.
5. What capsule sizes can the capsule bottling machine handle?
Most capsule bottling machines can accommodate standard capsule sizes like 00, 0, 1, 2, 3, and 4. Many machines include adjustable counting systems and trays that can be configured for various capsule shapes and sizes.