Skip to content
Skip to content A fluid bed dryer (FBD) works by blowing hot air up through a bed of wet granules until the particles lift and float in the airstream. Simple idea. Lot more hardware involved than you’d think, though.
Here’s every major fluid bed dryer parts name you need to know, what each one does, and what goes wrong with it.
1. Air Handling Unit (AHU)
AHU sits outside the main dryer body. Pulls in air from the room, cleans it up with filters, runs it past a heater, and shoves it into the dryer. Some units also strip humidity out of the air before it goes in.
First stage is a pre-filter, usually G4 class. Catches coarse dust and debris from the plant air. Second stage is a finer filter, F7 or HEPA depending on the application. Pharma machines almost always use HEPA. Clogged filters choke the airflow and batches take way longer to dry.
Heater section comes next. Bigger production machines run steam coils. Lab units use electric heaters. Steam coils develop leaks, and when they do, you’re pumping wet steam into air that’s supposed to be dry. Bad situation.
Some AHUs also have a dehumidifier section for humidity-sensitive products. Monsoon season without dehumidification? Forget it. Inlet air shows up already soaked and drying takes twice as long.
Differential pressure gauges across the filters tell you when they’re getting dirty. Ignore them long enough and batches start running slow. People blame the product or the recipe before anyone thinks to check a filter gauge.
Dampers inside the AHU control fresh air versus recirculated air. These actuators seize up if they sit in one position too long or get corroded. Stuck damper means you’re either pulling in humid plant air you don’t want or recirculating air that’s already full of moisture from the last cycle.
2. Inlet Air Duct and Butterfly Valve
Stainless steel ductwork connects the AHU to the base of the dryer. A butterfly valve in the duct controls airflow, and it’s also what shuts off the air supply completely between batches.
Pneumatic or electric actuator on the valve opens and closes it based on PLC signals. Seals on the actuator wear out. Valve won’t shut completely. Air sneaks through during loading and blows product around the room.
Ductwork joints can develop leaks at gasket points. Not always obvious. Even a small gap pulls unfiltered plant air into the system. In pharma, that’s a contamination issue nobody wants to explain during an audit.
Duct insulation breaks down from heat cycling and people bumping into it. Bare hot ductwork is a burn hazard and wastes energy. Fix damaged sections before someone gets hurt.
3. Inlet Air Plenum
Plenum sits at the base of the dryer. Heated air collects here before going up through the distribution plate. Job is to spread that air out evenly. If one side gets more air than the other, half the bed dries while the other half stays wet.
Dead spots from dents or buildup inside the plenum throw off air distribution. Some areas of the bed get blasted while others barely fluidize. Uneven LOD results that fail spec.
Plenum design varies by manufacturer. Some are cone-shaped, some are flat. On older machines the plenum isn’t removable, so cleaning means reaching in through access ports. Awkward and easy to do poorly. Newer designs make the plenum detachable for better cleaning compliance.
4. Air Distribution Plate
This is the perforated plate that sits between the plenum and the product container. Hot air comes up through the holes and lifts the granules into a fluidized state.
Hole size and pattern matter. Too large and product falls through. Too small and airflow resistance goes up, which reduces fluidization. Plates are sized to the product being dried.
Wire mesh plates, perforated stainless steel plates, and directional plates are the three common types. Wire mesh gives the most open area but wears faster. Perforated stainless holds up longer. Directional plates push air at an angle to create a swirling motion in the bed.
Keep the plate clean. Blocked holes mean reduced airflow in that spot and inconsistent moisture content in the batch. Some operations run different plates for different products. Label them and store carefully because a bent plate doesn’t sit flat and creates air gaps around the edges.
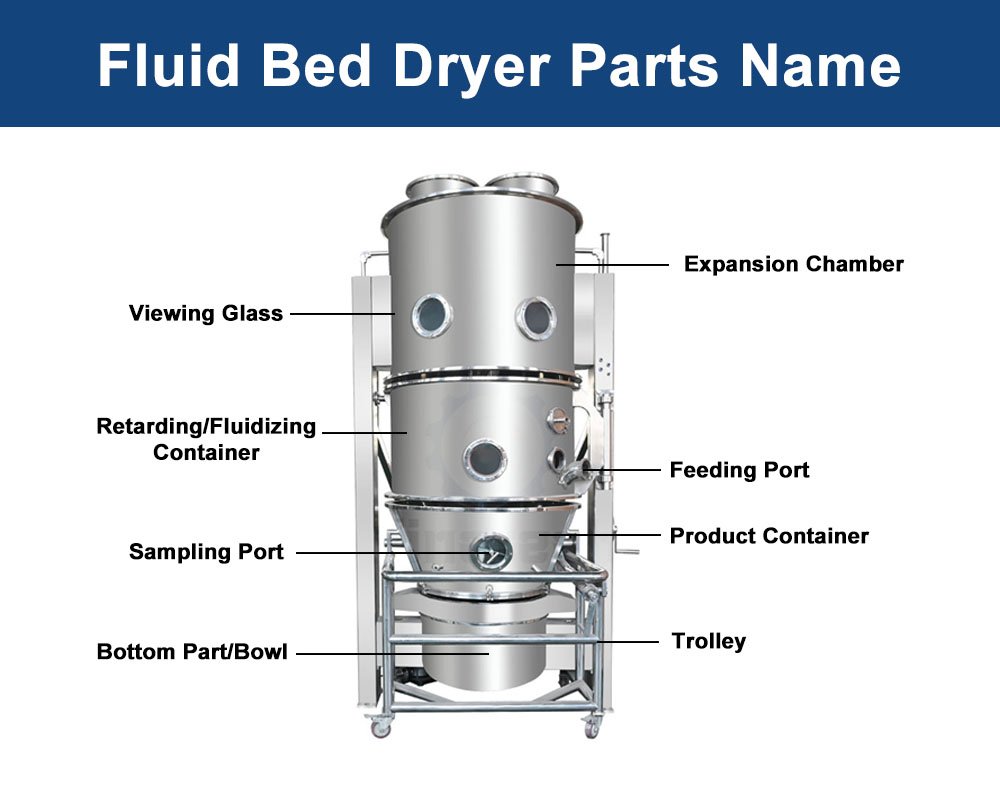
5. Product Container (Bowl)
Bowl is where the wet granules go. Looks like a truncated cone. Wider at the top, narrower at the bottom. That taper lets the bed expand upward when airflow kicks in.
Each bowl rides on a trolley with wheels so it can be rolled in from the granulation room, locked into the dryer base, and pulled out after the batch is done.
Wheels, casters, and the locking mechanism all wear from daily use. Wobbly trolley makes docking the bowl harder than it needs to be.
Inflatable silicone gasket wraps around the bowl rim. When it inflates, it presses against the dryer base and seals everything airtight. That gasket takes abuse. Gets compressed thousands of times, picks up product residue, and eventually cracks or loses its ability to inflate fully.
Once that gasket leaks, product escapes the drying zone or outside air gets in. Either way, the batch is compromised.
Most facilities run multiple bowls. One dries while the other gets loaded. Dented or warped bowls from rough handling won’t dock right. Gasket can’t seal against a rim that isn’t round anymore. Check bowl condition regularly.
6. Expansion Chamber
Above the product container sits the expansion chamber, also called the retarding chamber on some machines. Slows down the air velocity so that fine particles don’t get carried up into the filters.
Without it, the lightest granules would fly straight into the filter bags and get lost from the batch. Expansion chamber gives the air more room to spread out, which drops the velocity and lets those fines fall back into the bed.
Connects to the bowl below and the filter housing above using inflatable gaskets at each junction. Same gasket wear issues as the bowl seal.
On some machines, the expansion chamber has a sight glass so operators can watch the bed during drying. Windows get fogged with product film and need cleaning between batches.
7. Filter Bags
Filter bags sit at the top of the dryer and catch fine particles that the expansion chamber didn’t knock back down. Without them, product loss goes up and the exhaust air carries powder into the plant.
Finger bags are the traditional design. Long fabric fingers hanging down from a frame. Air passes through the fabric, fines collect on the outside surface, and a mechanical shaking system knocks them loose periodically so they fall back into the bed.
Cartridge filters are the newer alternative. Easier to clean, better containment, and they don’t need mechanical shaking. Compressed air pulses blow them clean instead. More expensive upfront but less maintenance.
Filter fabric wears from the constant airflow and shaking. Holes develop. Small ones are hard to spot visually but show up as product loss or fines in the exhaust. Run a pressure hold test between campaigns to check integrity.
When filters clog and nobody catches it, pressure builds inside the chamber. That’s a safety risk. Differential pressure across the filters needs monitoring during every run.
Shaking mechanisms on finger bag systems have their own wear parts. Cam shafts, bearings, and connecting rods that drive the shaking motion all fatigue from constant cycling. When the shaking gets weak, fines build up on the bags and choke off airflow.
8. Exhaust Blower
Exhaust fan sits up top and does all the pulling. Every bit of air moving through the dryer is moving because of this fan. Kill the fan and the whole machine is just a warm box with wet powder sitting in it.
Fan speed controls how fast air moves through the bed. Too slow and the bed doesn’t fluidize. Too fast and product blows up into the filters. VFD on the motor lets operators dial in the right speed for each product.
Blower bearings wear and start vibrating. Motor windings can burn out if filters clog and back pressure builds. Fan blades collect product film that throws the balance off.
Exhaust ductwork between the fan and the building exterior also needs attention. Product buildup inside the exhaust duct restricts airflow the same as a clogged filter. Pull the duct covers and inspect at least once a year.
9. Spray System (for Top-Spray Granulation)
Not every fluid bed dryer has this. Models used for granulation or coating include a spray system mounted inside the expansion chamber.
Setup is a peristaltic pump (sometimes a gear pump), tubing, and a spray nozzle. Binder solution gets pushed from a holding tank through the tubing and out the nozzle tip. Compressed air at the nozzle breaks the liquid into tiny droplets that hit the fluidized bed.
Droplet size makes or breaks the granulation. Too big and you get wet clumps. Too fine and the binder dries before it sticks anything together.
Nozzle tips wear from abrasive binder solutions. Worn nozzle sprays unevenly and you get lumps instead of uniform agglomerates. Pump tubing wears from the constant squeezing action of peristaltic pumps. When it thins out, flow rate drops.
Air caps on the nozzle control the spray pattern. Damaged or clogged air caps give you a lopsided spray that wets one side of the bed more than the other. Clean the nozzle assembly between batches. Gets skipped more often than it should.
10. Control Panel and Sensors
PLC runs the show. Inlet air temp, exhaust temp, product temp, fan speed, filter shaking interval, spray rate. All controlled and logged from the panel.
Temperature sensors (RTDs or thermocouples) sit in the inlet duct, exhaust duct, and sometimes in the product bed. Bad sensors give bad data and the PLC makes decisions based on that data. Inlet temp sensor reads low, heater cranks up, product overheats.
Pressure sensors and differential pressure transmitters monitor airflow across filters, the product bed, and the plenum. When these drift or fail, operators lose visibility into what’s happening inside.
Touchscreen HMI panels take daily abuse. Product dust, cleaning chemicals, operators pressing too hard. Older units have membrane panels that crack and stop responding. In pharma, all sensors get validated and calibration is on a strict schedule. Skipping it introduces drift that compounds across the whole batch record.
11. Explosion Vent and Safety Systems
Organic solvents and fine powders in a hot air environment. That’s an explosion risk. Fluid bed dryers handling these materials need pressure relief panels and sometimes suppression systems.
Rupture discs or explosion panels blow out at a set pressure to vent the force safely. Designed to fail before the vessel does. After they blow, they need replacing. Having spares on site matters because you can’t run the dryer without one.
Nitrogen blanketing reduces oxygen inside the dryer to below the explosive limit. Gas supply regulators, flow meters, and oxygen sensors are all part of this system. Oxygen sensors drift and need calibration. A sensor that reads 2% when the real level is 5% defeats the whole purpose of inerting.
Static grounding on the machine and ductwork is another safety item people forget about. Product particles rubbing against each other and the walls generate static charge. Without proper grounding, a spark in a solvent-laden atmosphere is all it takes.
Interlocks prevent the dryer from starting if safety conditions aren’t met. Door interlocks, filter pressure interlocks, temperature high alarms. When an interlock trips repeatedly, find the root cause instead of just resetting it. That’s the interlock doing its job.
Conclusion
That covers every major fluid bed dryer parts name from the AHU all the way up to the exhaust fan and safety systems. A lot of parts on these machines, and they all affect drying performance, product quality, and operator safety.
Filter bags, inflatable gaskets, spray nozzles, and temp sensors go through the fastest. Stock those. Everything else you can order when you need it.