İçeriğe atla
İçeriğe atla Bir akışkan yataklı kurutucu (FBD), ıslak granüllerden oluşan bir yatak içinden yukarı doğru sıcak hava üfleyerek, parçacıklar havalanıp hava akımında süzülene kadar çalışır. Basit bir fikir. Ancak, sandığınızdan çok daha fazla donanım gerektirir.
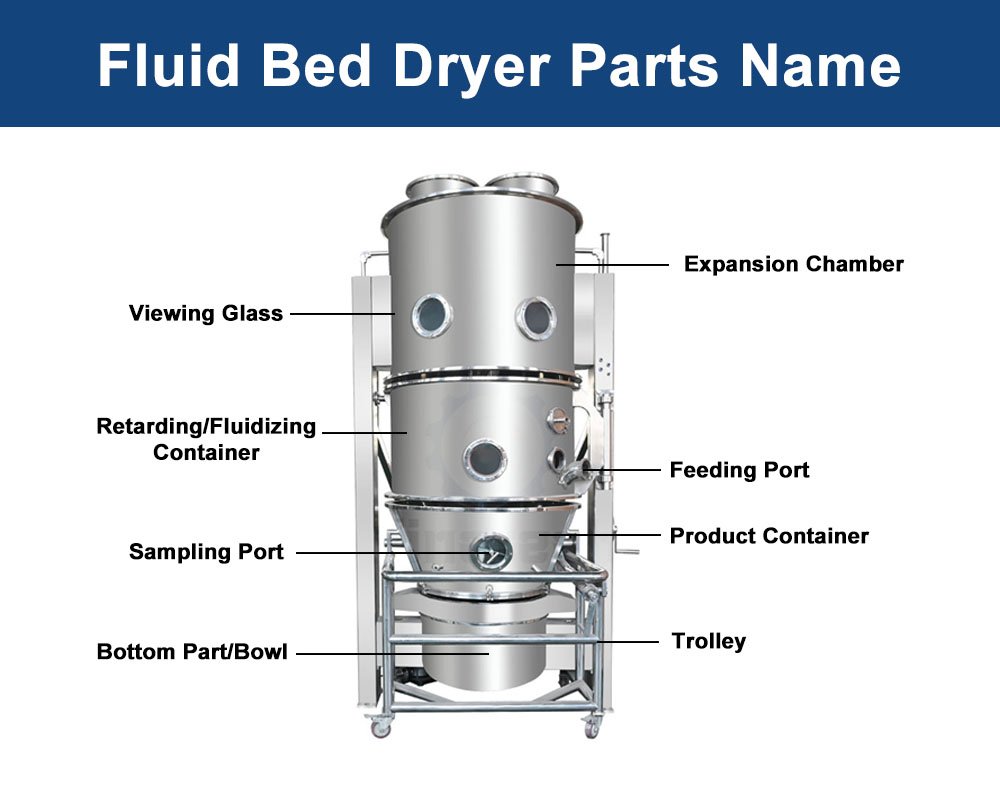
İşte bilmeniz gereken tüm önemli akışkan yataklı kurutucu parçalarının isimleri, her birinin işlevi ve bu parçalarda ortaya çıkabilecek arızalar.
1. Hava İşleme Ünitesi (AHU)
AHU, ana kurutucu gövdesinin dışında yer alır. Odadan hava çeker, filtrelerle temizler, bir ısıtıcıdan geçirir ve kurutucuya gönderir. Bazı üniteler ayrıca havayı kurutucuya girmeden önce nemden arındırır.
İlk aşama, genellikle G4 sınıfında bir ön filtredir. Tesis havasındaki iri toz ve kalıntıları tutar. İkinci aşama ise uygulamaya bağlı olarak F7 veya HEPA sınıfında daha ince bir filtredir. İlaç sektöründeki makinelerde neredeyse her zaman HEPA kullanılır. Tıkanmış filtreler hava akışını engeller ve partilerin kuruması çok daha uzun sürer.
Sırada ısıtıcı bölümü var. Daha büyük üretim makineleri buhar bobinleriyle çalışır. Laboratuvar üniteleri ise elektrikli ısıtıcılar kullanır. Buhar bobinlerinde sızıntılar meydana gelebilir ve bu durumda, kuru olması gereken havaya ıslak buhar pompalarsınız. Bu durum hiç iyi değildir.
Bazı iklimlendirme ünitelerinde nemden kolayca etkilenen ürünler için bir nem alma bölümü de bulunur. Nem alma olmadan muson mevsimi mi? Unutun gitsin. Giriş havası zaten sırılsıklam gelir ve kurutma işlemi iki kat daha uzun sürer.
Filtreler üzerindeki diferansiyel basınç göstergeleri, filtrelerin ne zaman kirlendiğini gösterir. Bunları yeterince uzun süre göz ardı ederseniz, üretim partileri yavaşlamaya başlar. Kimse filtre göstergesini kontrol etmeyi akıl etmeden önce, insanlar ürünü ya da formülü suçlar.
AHU içindeki damperler, taze hava ile devridaim havası arasındaki dengeyi sağlar. Bu aktüatörler, tek bir konumda çok uzun süre kalırsa veya korozyona uğrarsa sıkışır. Damperin sıkışması, ya istemediğiniz nemli tesis havasını içeri çektiğiniz ya da bir önceki döngüden kalan nemle dolu havayı yeniden devridaim ettiğiniz anlamına gelir.
2. Giriş Hava Kanalı ve Kelebek Vana
Paslanmaz çelik kanal sistemi, AHU’yu kurutucunun tabanına bağlar. Kanaldaki bir kelebek vana hava akışını kontrol eder ve aynı zamanda partiler arasında hava beslemesini tamamen kesen de budur.
Valf üzerindeki pnömatik veya elektrikli aktüatör, PLC sinyallerine göre valfi açar ve kapatır. Aktüatördeki contalar aşınır. Valf tamamen kapanmaz. Yükleme sırasında hava sızar ve ürünü odanın her tarafına savurur.
Hava kanalı bağlantı yerlerinde conta noktalarından sızıntılar meydana gelebilir. Bu durum her zaman açıkça fark edilmeyebilir. Küçük bir boşluk bile filtrelenmemiş tesis havasının sisteme girmesine neden olur. İlaç sektöründe bu, denetim sırasında kimsenin açıklamak istemediği bir kontaminasyon sorunudur.
Kanal yalıtımı, sıcaklık değişimleri ve insanların kanala çarpması nedeniyle bozulur. Yalıtımsız, sıcak kanallar yanma tehlikesi oluşturur ve enerji israfına yol açar. Birisi yaralanmadan önce hasarlı kısımları onarın.
3. Giriş Hava Dağıtım Odası
Plenum, kurutucunun tabanında yer alır. Isıtılmış hava, dağıtım plakasından yukarı doğru çıkmadan önce burada toplanır. Görevi, bu havayı eşit bir şekilde dağıtmaktır. Eğer bir tarafa diğerinden daha fazla hava gelirse, yatağın yarısı kururken diğer yarısı ıslak kalır.
Plenum içindeki çöküntüler veya birikintilerden kaynaklanan ölü noktalar, hava dağılımını bozar. Yatağın bazı bölgeleri aşırı derecede hava akımına maruz kalırken, diğerleri neredeyse hiç akışkanlaşmaz. Sonuç olarak, teknik özelliklere uymayan düzensiz LOD değerleri ortaya çıkar.
Plenum tasarımı üreticiye göre değişiklik gösterir. Bazıları koni şeklindedir, bazıları ise düzdür. Eski makinelerde plenum çıkarılabilir değildir; bu nedenle temizlik, erişim deliklerinden içeri uzanarak yapılmak zorundadır. Bu işlem zahmetlidir ve hatalı yapılma olasılığı yüksektir. Yeni tasarımlarda ise daha iyi temizlik koşulları sağlamak amacıyla plenum çıkarılabilir hale getirilmiştir.
4. Hava Dağıtım Plakası
Bu, plenum ile ürün haznesi arasında bulunan delikli plakadır. Sıcak hava deliklerden yukarı doğru yükselir ve granülleri akışkan bir duruma getirir.
Deliklerin boyutu ve düzeni önemlidir. Delikler çok büyük olursa ürün içinden düşer. Çok küçük olursa hava akış direnci artar ve bu da akışkanlaşmayı azaltır. Plakaların boyutları, kurutulacak ürüne göre belirlenir.
Tel örgü plakalar, delikli paslanmaz çelik plakalar ve yönlendirici plakalar en yaygın üç türdür. Tel örgü en fazla açık alan sağlar ancak daha çabuk aşınır. Delikli paslanmaz çelik plakalar daha uzun ömürlüdür. Yönlendirici plakalar havayı belirli bir açıyla iterek yatakta girdap hareketi oluşturur.
Plakayı temiz tutun. Tıkalı delikler, o noktada hava akışının azalmasına ve partide nem oranının dengesiz olmasına neden olur. Bazı işletmelerde farklı ürünler için farklı plakalar kullanılır. Bunları etiketleyin ve özenle saklayın; çünkü bükülmüş bir plaka düz durmaz ve kenarlarında hava boşlukları oluşturur.
5. Ürün Kabı (Kase)
Kase, ıslak granüllerin konulduğu yerdir. Kesik koni şeklindedir. Üst kısmı daha geniş, alt kısmı daha dardır. Bu konik yapı, hava akışı başladığında yatağın yukarı doğru genişlemesini sağlar.
Her bir kase, tekerlekli bir el arabası üzerinde taşınır; böylece granülasyon odasından içeri getirilebilir, kurutucunun tabanına sabitlenebilir ve parti tamamlandıktan sonra dışarı çıkarılabilir.
Tekerlekler, tekerlekli ayaklar ve kilitleme mekanizması günlük kullanımdan dolayı aşınır. Sallanan el arabası, kasenin yerine yerleştirilmesini gereğinden fazla zorlaştırır.
Şişirilebilir silikon conta, haznenin kenarını sarar. Şişirildiğinde kurutucunun tabanına baskı uygular ve her şeyi hava geçirmez bir şekilde sızdırmaz hale getirir. Bu conta oldukça zorlu koşullara maruz kalır. Binlerce kez sıkıştırılır, ürün kalıntılarını toplar ve sonunda çatlar ya da tam olarak şişme özelliğini yitirir.
Bu conta sızıntı yaptığında, ürün kurutma bölgesinden dışarı sızar ya da dışarıdan hava içeri girer. Her iki durumda da parti bozulur.
Çoğu tesiste birden fazla hazne kullanılır. Biri kururken diğeri doldurulur. Dikkatsiz kullanım nedeniyle ezilmiş veya eğrilmiş hazneler doğru şekilde yerine oturmaz. Artık yuvarlak olmayan bir kenara conta sıkıca yapışamaz. Haznelerin durumunu düzenli olarak kontrol edin.
6. Genleşme Haznesi
Ürün haznesinin üzerinde, bazı makinelerde “yavaşlatma haznesi” olarak da adlandırılan genleşme haznesi yer alır. Bu hazne, hava hızını düşürerek ince parçacıkların filtrelere taşınmasını önler.
Bu olmadan, en hafif granüller doğrudan filtre torbalarına uçarak partiden kaybolur. Genleşme haznesi, havanın yayılması için daha fazla alan sağlar; bu da hava hızını düşürür ve bu ince parçacıkların yatak içine geri düşmesini sağlar.
Her bir bağlantı noktasında şişirilebilir contalar vasıtasıyla alttaki hazneye ve üstteki filtre muhafazasına bağlanır. Hazne contasıyla aynı conta aşınma sorunları görülür.
Bazı makinelerde, genleşme haznesinde bir gözetleme camı bulunur; böylece operatörler kurutma sırasında yatağı izleyebilir. Camlar, ürün tabakası nedeniyle buğulanır ve partiler arasında temizlenmesi gerekir.
7. Filtre Torbaları
Filtre torbaları kurutucunun üst kısmında bulunur ve genleşme haznesinin geri düşürmediği ince parçacıkları yakalar. Bunlar olmadan ürün kaybı artar ve egzoz havası tozu tesisin içine taşır.
Parmak torbaları geleneksel bir tasarımdır. Bir çerçeveden aşağı sarkan uzun kumaş parmaklar. Hava kumaşın içinden geçer, ince partiküller dış yüzeyde birikir ve mekanik bir sallama sistemi bunları periyodik olarak sallayarak yatak kısmına geri düşmelerini sağlar.
Kartuş filtreler daha yeni bir alternatiftir. Temizlemesi daha kolaydır, sızıntı önleme özelliği daha iyidir ve mekanik sallama gerektirmezler. Bunun yerine, basınçlı hava darbeleriyle temizlenirler. İlk yatırım maliyeti daha yüksek olmakla birlikte, bakım gereksinimleri daha azdır.
Filtre kumaşı, sürekli hava akışı ve sallanma nedeniyle aşınır. Delikler oluşur. Küçük delikler gözle fark edilmesi zor olsa da, ürün kaybı veya egzozda ince parçacıklar şeklinde kendini gösterir. Kampanyalar arasında bir basınç tutma testi gerçekleştirerek bütünlüğünü kontrol edin.
Filtreler tıkanırsa ve kimse bunu fark etmezse, hazne içinde basınç artar. Bu bir güvenlik riski oluşturur. Her çalışma sırasında filtreler arasındaki basınç farkının izlenmesi gerekir.
Parmak torbalı sistemlerdeki sallama mekanizmalarının kendine özgü aşınma parçaları vardır. Sallama hareketini sağlayan kam milleri, yataklar ve bağlantı çubukları, sürekli döngüsel hareket nedeniyle yorulur. Sallama hareketi zayıfladığında, torbaların üzerinde ince parçacıklar birikir ve hava akışını engeller.
8. Egzoz Fanı
Egzoz fanı en üstte bulunur ve tüm hava akışını sağlar. Kurutucudan geçen havanın her bir parçası bu fan sayesinde hareket eder. Fanı durdurursanız, makinenin tamamı içinde ıslak toz bulunan ılık bir kutuya dönüşür.
Fan hızı, havanın yatak içinden ne kadar hızlı geçtiğini belirler. Hız çok düşük olursa yatak akışkanlaşmaz. Hız çok yüksek olursa ürün filtrelere savrulur. Motordaki VFD, operatörlerin her ürün için doğru hızı ayarlamasını sağlar.
Üfleyici yatakları aşınır ve titremeye başlar. Filtreler tıkanır ve geri basınç oluşursa motor sargıları yanabilir. Fan kanatlarında biriken ürün tabakası, dengenin bozulmasına neden olur.
Fan ile binanın dışı arasındaki egzoz kanalları da dikkat gerektirir. Egzoz kanalının içindeki birikintiler, tıkanmış bir filtre gibi hava akışını engeller. Kanal kapaklarını açın ve yılda en az bir kez kontrol edin.
9. Püskürtme Sistemi (Üstten Püskürtmeli Granülasyon için)
Her akışkan yataklı kurutucuda bu özellik bulunmaz. Granülasyon veya kaplama işlemleri için kullanılan modellerde, genleşme haznesinin içine monte edilmiş bir püskürtme sistemi bulunur.
Sistem, bir peristaltik pompa (bazen dişli pompa), hortum ve bir püskürtme nozülünden oluşur. Bağlayıcı çözelti, depolama tankından hortum yoluyla itilerek nozül ucundan dışarı çıkar. Nozülde bulunan basınçlı hava, sıvıyı akışkan yatağa çarpan minik damlacıklara ayırır.
Damlacık boyutu, granülasyonun başarısını veya başarısızlığını belirler. Çok büyük olursa ıslak topaklar oluşur. Çok ince olursa ise bağlayıcı, herhangi bir şeyi birbirine yapıştıramadan kurur.
Nozul uçları, aşındırıcı bağlayıcı çözeltiler nedeniyle aşınır. Aşınmış bir nozul düzensiz püskürtme yapar ve homojen aglomeratlar yerine topaklar oluşur. Pompa hortumu, peristaltik pompaların sürekli sıkma hareketi nedeniyle aşınır. Hortum inceldiğinde akış hızı düşer.
Meme üzerindeki hava kapakları püskürtme şeklini kontrol eder. Hasarlı veya tıkanmış hava kapakları, yatağın bir tarafını diğerinden daha fazla ıslatan dengesiz bir püskürtme oluşturur. Her parti arasında meme grubunu temizleyin. Bu işlem, olması gerekenden daha sık atlanır.
10. Kontrol Paneli ve Sensörler
PLC sistemi tüm süreci yönetir. Giriş havası sıcaklığı, egzoz sıcaklığı, ürün sıcaklığı, fan hızı, filtre sallama aralığı, püskürtme oranı. Tüm bunlar panelden kontrol edilir ve kaydedilir.
Sıcaklık sensörleri (RTD’ler veya termokupllar) giriş kanalında, egzoz kanalında ve bazen de ürün yatağında bulunur. Arızalı sensörler hatalı veriler verir ve PLC bu verilere dayanarak kararlar alır. Giriş sıcaklık sensörü düşük değer okur, ısıtıcı tam kapasiteye çıkar ve ürün aşırı ısınır.
Basınç sensörleri ve diferansiyel basınç transmiterleri, filtreler, ürün yatağı ve plenumdaki hava akışını izler. Bunlarda sapma meydana geldiğinde veya arıza oluştuğunda, operatörler içeride neler olup bittiğine dair görünürlüğü yitirir.
Dokunmatik ekranlı HMI panelleri günlük aşınma ve yıpranmaya maruz kalır. Ürün tozu, temizlik kimyasalları, operatörlerin aşırı baskı uygulaması gibi faktörler söz konusudur. Eski ünitelerde bulunan membran paneller çatlar ve tepki vermez hale gelir. İlaç sektöründe tüm sensörler doğrulanır ve kalibrasyon sıkı bir programa göre yapılır. Bu işlemin atlanması, tüm parti kaydı boyunca biriken sapmalara yol açar.
11. Patlama Tahliye ve Güvenlik Sistemleri
Sıcak hava ortamında bulunan organik çözücüler ve ince tozlar. Bu, patlama riski oluşturur. Bu malzemeleri işleyen akışkan yataklı kurutucularda basınç tahliye panelleri ve bazen de yangın söndürme sistemleri bulunmalıdır.
Patlama diskleri veya patlama panelleri, belirli bir basınçta patlayarak basıncı güvenli bir şekilde tahliye eder. Bu parçalar, tankın kendisinden önce hasar görecek şekilde tasarlanmıştır. Patladıktan sonra değiştirilmeleri gerekir. Yedek parçaların sahada bulunması önemlidir, çünkü yedek parça olmadan kurutucuyu çalıştıramazsınız.
Azotla kaplama, kurutucu içindeki oksijen seviyesini patlama sınırının altına indirir. Gaz besleme regülatörleri, akış ölçerler ve oksijen sensörleri bu sistemin birer parçasıdır. Oksijen sensörleri zamanla sapma gösterir ve kalibrasyona ihtiyaç duyar. Gerçek seviye 5% iken 2% değerini gösteren bir sensör, inertleştirmenin tüm amacını boşa çıkarır.
Makine ve boru sistemlerinde statik elektrik topraklaması, insanların genellikle göz ardı ettiği bir başka güvenlik konusudur. Ürün parçacıklarının birbirleriyle ve duvarlarla sürtünmesi statik elektrik yükü oluşturur. Uygun bir topraklama yapılmadığında, çözücü içeren bir ortamda tek bir kıvılcım bile yeterli olabilir.
Emniyet kilitleri, güvenlik koşulları karşılanmadığında kurutucunun çalışmasını engeller. Kapı emniyet kilitleri, filtre basıncı emniyet kilitleri, aşırı sıcaklık alarmları. Bir emniyet kilidi tekrar tekrar devreye girdiğinde, sadece sıfırlamak yerine sorunun temel nedenini bulun. Bu, emniyet kilidinin işini yaptığı anlamına gelir.
Çözüm
Bu liste, AHU’dan egzoz fanına ve güvenlik sistemlerine kadar akışkan yataklı kurutucunun tüm önemli parça adlarını kapsamaktadır. Bu makinelerde çok sayıda parça bulunur ve bunların hepsi kurutma performansını, ürün kalitesini ve operatör güvenliğini etkiler.
Filtre torbaları, şişirilebilir contalar, püskürtme nozulları ve sıcaklık sensörleri en çabuk tükenir. Bunları stoklayın. Diğer her şeyi ihtiyaç duyduğunuzda sipariş edebilirsiniz.