内容をスキップ
内容をスキップ 流動層コーティング工場に初めて足を踏み入れる人は、たいてい何か洗練された光景を想像しています。自動化されたスプレーアームとか、コンピュータ制御のロボットとか。ところが、実際に目にするのは、粉体が浮遊する鋼鉄製のタンクと、トングを使って高温の金属部品をその中に沈めている作業員の姿です。まさかこれほどローテクだとは、誰も予想していないのです。.
一見単純そうに見えますが、この工程のどのステップにも重要な細部があります。1つでも飛ばしたり、手抜きをしたりすると、塗装が剥がれたり、気泡が入ったり、あるいは「」と書かれた箱に入って顧客から返送されてくるような仕上がりになってしまいます。 “「却下された。」” ベアメタルから仕上げ塗装に至るまでの全工程は、以下の通りです。.
まずはパウダーから始めましょう
被覆処理を行う前に、工場ではタンクに適切な粉末を充填しておく必要があります。流動層被覆法では、熱可塑性樹脂を微粉末に粉砕したものを用います。高温の金属がこれに接触すると、樹脂が溶融します。金属が再び冷却されると、溶融した樹脂が部品の周囲を硬い殻として覆い、固定されます。.
ほとんどの流動層製造現場では、ナイロンが主流です。ポリアミド11と12は至る所で見られます。ポリエチレンも主要な素材の一つで、安価なため消費財に広く使われています。PVCは電気関連の用途に用いられます。さらに、ポリプロピレンや一部のポリオレフィンブレンドも、特殊なプロジェクトに対応しています。.
樹脂ごとに融点が異なり、タンク内での挙動も異なります。間違った樹脂を選んでしまうと、そのバッチ全体が廃棄となってしまいます。その部品にはどのような条件への耐性が求められるのでしょうか?化学物質への耐性?日光や雨への耐性?食品との接触?1日8時間、誰かにこすられるような状況への耐性?その答えが、適切な樹脂選びの指針となります。.
多くの人が見落としがちなのが、保存期間です。粉末の入った袋を店頭に1週間も開けたままにしておくと、湿気を吸い込んでしまいます。塊ができたり、汚れが入り込んだりします。タンクに充填する前に、粉末をふるいにかけ、簡単に砕けないものはすべて取り除いてください。この作業に5分かけるだけで、1シフト分のトラブルを未然に防ぐことができます。.
金属の洗浄
コーティングの不具合のほとんどは、この工程に起因しています。部品は一見完全にきれいに見えても、髪の毛ほどの厚さの切削油やミルスケールがまだ付着している可能性があります。それだけで十分なのです。粉末がその上に付着し、最初は問題ないように見えても、3週間後にはコーティング全体がシート状にはがれ落ちてしまうのです。.
各工場では、これに対していくつかの異なる方法を採用しています。砂や砥粒を用いたブラスト処理が定番です。これにより、錆や古い塗料、ミルスケールが除去され、金属表面に粗い凹凸が残るため、粉体塗装がしっかりと付着するようになります。 ブラスト処理には薄すぎたり壊れやすすぎる部品については、代わりにアルカリ洗浄槽にかけます。これにより、表面を傷つけることなくグリースや切削油を溶解します。また、一部の工程ではリン酸塩変換処理を行い、コーティングの密着性をさらに高めるために、極薄の化学膜を形成することもあります。.
多くの場合、洗浄後にプライマーを塗布します。屋外で使用される部品や、腐食しやすい環境に置かれるものは、必ずパウダーコーティングの下にプライマー層を施すべきです。これにより密着性が向上し、錆に対する二重の防護層が得られます。わずかな費用で、その何倍もの効果を得られる対策です。.
部品が本当にきれいになっているかどうかを簡単に確認する方法があります。素手でその部品に触れてみてください。指紋がついていますか? それなら、金属の表面に油が付着しています。もう一度洗浄し直しましょう。.
マスキング
ねじ山、ボルト穴、ベアリング穴、電気接点。これらの箇所にはプラスチックが付着してはならないため、部品が焼成炉に送られる前に塞がれます。.
シリコン製のプラグやキャップが、作業の大部分を担っています。これらは穴に押し込んだり、スタッドに被せたりすることができ、オーブン内の高温下でも劣化することなく耐えられます。作業の邪魔にならないようにしておく必要がある平らな面には、耐熱テープや専用のマスキングペーストを貼ります。.
マスキングが雑だと、部品に塗料が塗られ、冷めてからでないとその不具合が明らかになりません。そうなると、誰かが作業台に立ち、デンタルピックを使ってねじ山から乾いたプラスチックを削り取らなければなりません。誰にとっても時間の無駄です。最初からマスキングをきちんと行えば、2分ほど余分にかかりますが、1時間の手直し作業を省くことができます。.
流動層のセットアップ
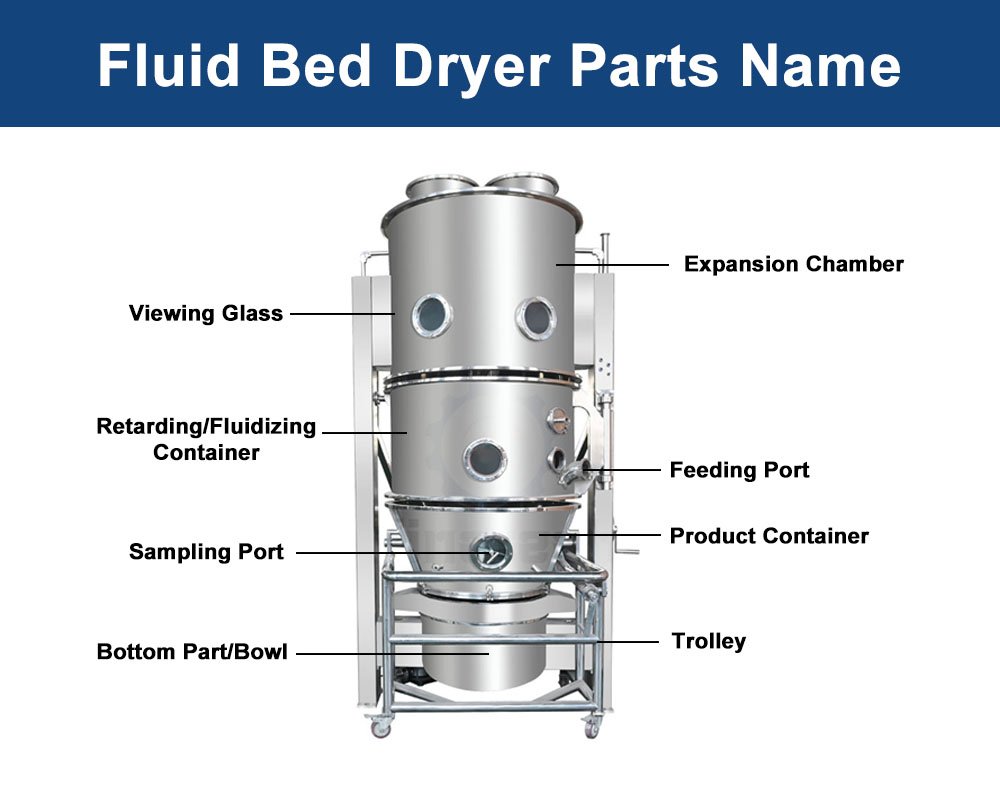
このタンクは構造がシンプルです。上部が開いた鋼製の箱で、内部の中ほどに多孔質のプレートまたは膜が設置されています。そのプレートの下にはプレナムと呼ばれる密閉空間があり、そこに圧縮空気が送り込まれます。粉末はプレートの上に盛られます。.
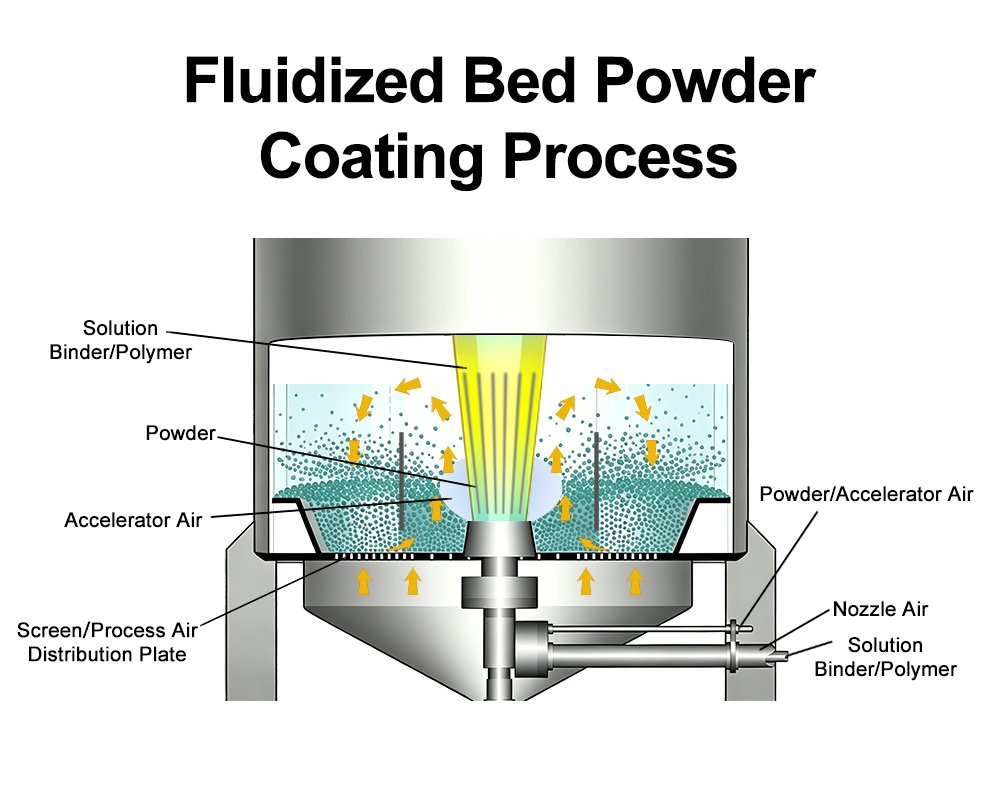
空気を流し始めると、空気は膜を通って粉末層へと浸透していきます。粒子が互いに離れ始め、漂い始めます。静止時の高さが24インチだった粉末層も、空気が流れ始めると約29~30インチまで膨らみます。 良好な流動化は、まるで弱火でじっと煮ているような状態です。表面全体が穏やかに渦巻き、静止した部分がない状態が理想的です。.
空気の量を適切に調整するには、少し手間がかかります。エアベッドへの空気供給が不足すると、パウダーはほとんど浮き上がりません。空気が弱すぎるエアベッドに部品を浸すと、仕上がりにムラが生じます。逆に空気を吹き込みすぎると、パウダーがタンクの壁を越えて飛び散り、周囲一帯が粉まみれになってしまいます。.
生産用部品を組み込む前に、誰かがダボや手袋をはめた手をベッドの奥まで差し込み、手探りで確認すべきです。 全体が柔らかく、緩んでいるか? それなら問題ない。底付近で硬い塊や空洞に当たったか? その場合は作業を中断し、原因を突き止めること。膜の目詰まり、空気供給の不均一、あるいはふるいにかけられずに残った古い固まった粉末などが原因である可能性がある。.
予熱
その部品は対流式オーブンに入れられます。温度は、タンクに入っている粉末の種類によって異なります。ポリエチレンやPVCは比較的低温で済み、350°Fから400°F程度です。 ナイロンにはかなり高い温度が必要で、ナイロンでコーティングされた細いワイヤー部品の場合、金属はオーブンから出ると熱を長く保持できないため、550°F以上が必要になることもあります。.
熱は部品の表面だけでなく、中心部まで届かなければなりません。外側は焼けつくように熱いのに、中心部はまだ冷たいままの鋼製のブラケットを想像してみてください。そのブラケットは、浸漬の途中で熱エネルギーが尽きてしまいます。最も早く加熱される薄い部分ほど、最終的に最も厚いコーティングが形成されます。 一方、内部がまだ比較的冷たい厚い部分には、粉末がほとんど付着しません。その結果、最も薄くすべき箇所に最も厚い被膜ができ、最も厚くすべき箇所に最も薄い被膜ができるという事態になります。.
焼付時間は部品によって異なります。分厚い鋼製部品の場合は20~30分、軽量のワイヤー成形品の場合は5~8分です。新しい部品の場合、これを正確に把握するための近道はありません。サンプルを焼付し、被膜厚さを測定し、調整し、それを繰り返すしかありません。.
オーブンとタンク間の搬送速度にも注意を払う必要があります。部品を手作業で工場内を移動させると、50~100度も温度が低下してしまいます。効率的な工場では、オーブンをタンクのすぐ隣に設置しています。中には、ローラーコンベアや天井レールシステムを採用し、搬送時間を数秒にまで短縮しているところもあります。.
ディッピング
治具、ハンガー、またはトングを使って部品を固定します。把持点は、塗装しない部分、または後で手直しを行う部分に当てるようにしてください。部品をベッドにゆっくりと下ろしてください。ぎくしゃくした動きや速い動きをすると、粉体が舞い上がり、塗装ムラの原因となります。.
粉末は高温の金属と接触すると溶融し、ほぼ瞬時に膜を形成し始めます。ワークをベッド内をゆっくりと移動させたり、傾けたり、回転させたりすることで、あらゆる表面に確実に粉末が付着するようになります。窪み、内側の角、溶接ビード、ワイヤーの交差部分など、ワークは四方を浮遊する粉末に囲まれているため、ベッドの粉末がそれらの隅々まで行き渡ります。.
浸漬時間はコーティングの厚さを決定します。8~10ミル程度の薄い層にする場合は2~3秒、20ミルを超える厚さにする場合は8~10秒程度かかります。ある時点で金属の温度が粉末の融点より低くなると、新しい粉末は溶着せずに乾燥した粒子として積み重なるだけになります。 そのような現象が見られ始めたら、部品をタンクから取り出します。.
部品をいつ引き抜くべきかを正確に見極めるのは、練習を重ねることで身につくものです。粉末の挙動は、まだ十分な熱を保っている部品と、熱が冷めつつある部品とでは異なります。ベテランの作業員は、表面付近での粉末の流れを見ることでその状態を読み取ることができます。一方、経験の浅い作業員は、その目利きが身につくまではストップウォッチに頼りがちです。.
加熱後
重くて分厚い部品の場合、この工程を完全に省略することがよくあります。金属に蓄えられた熱量により、コーティングは十分な時間溶けた状態が保たれ、自然に滑らかに流れ出ます。そのまま冷却ラックへ。.
より薄い部品の場合は状況が異なります。薄い金属は熱を非常に速く放散するため、表面の粉末が流動の途中で固まってしまうことがあります。その結果、滑らかな膜ではなく、凹凸があり粗い仕上がりになってしまいます。 オレンジの皮のような質感です。これは検査に合格しません。300~350°Fに設定した2つ目のオーブンで5~10分間加熱することで、膜に十分な熱が加わり、落ち着いて平らになります。.
ただし、加熱後のオーブン温度は上げすぎないようにしてください。温度を高くしすぎると、コーティングが端から剥がれたり、垂直面に垂れたり、部品の底に溜まったりしてしまいます。ここでは、低温でじっくりと加熱するのが効果的です。.
冷却
部品がまだ温かいうちは、触ったり、積み重ねたり、梱包したりしないでください。まず室温に戻してください。.
ほとんどの工場では、部品をラックに吊るしてそのまま放置するだけです。あとは空気がすべてやってくれます。時間はかかりますが、コーティングにストレスがかかることはなく、部品は完璧に真っ直ぐな状態を保ちます。.
もっと早く仕上げたいですか?常温の水浴を使えば、コーティングは数秒で硬化します。大量生産を行う工場では、サイクルタイムを短縮するためにこの方法を採用しています。ただし、注意すべき点が1つあります。一部の部品の形状によっては、急激に冷却するとナイロンにひびが入ることが知られています。新しい部品番号を水冷却に切り替える際は、必ずサンプルでテストを行ってください。.
検査
塗装済みの部品は、すべて点検を経ずに工場を出荷されることはありません。最低限、以下の3点について点検が行われます。.
まずは肉厚を確認します。磁気式または渦電流式の測定器を用意し、部品の周囲のいくつかの箇所を測定します。仕様書には最小値と最大値が記載されています。測定値がその範囲外にある場合は、上流工程で調整が必要です。測定値が厚すぎる場合は、通常、部品の温度が高すぎたか、焼結ベッドに長時間留まりすぎたことを意味します。 測定値が薄い場合は、搬送中の熱損失、あるいはオーブンの加熱が不均一で冷点が生じていることを示しています。.
次に、密着性を確認します。鋭利な刃物を使って、コーティング面に「X」の字に切り込みを入れ、こじ上げてみてください。下地処理が適切に行われている部品なら、全く剥がれません。わずかな力でもコーティングが剥がれてしまう場合は、洗浄や下塗り処理のどこかに不備があったことを意味します。.
最後は目視による全体チェックです。表面全体をくまなく確認し、ピンホール、ブリスター、金属地が露出している箇所、たるみ、表面の粗さ、あるいは色合いがおかしい箇所がないかを確認します。 欠陥の種類ごとに手がかりがあります。ピンホールは多くの場合、ガス放出が原因です。たるみは、後熱処理オーブンの温度設定が高すぎたことを意味します。金属地が露出している箇所は、通常、オペレーターが浸漬処理の際にその部分を塗り残してしまったことを示しています。各欠陥が何を意味するかを理解しておけば、トラブルシューティングを大幅に迅速化できます。.
また、一部のお客様からは、ロットから抜き取ったサンプル部品について、塩水噴霧試験の実施時間、耐衝撃性の数値、あるいは曲げ試験の結果を求める声もあります。試験の詳細度は、その部品が最終的にどのような用途に使われるかによって異なります。キッチン用ラックと医療用筐体では、使用環境がまったく異なるからです。.
厚みの制御
塗膜の厚さは、主に3つの要素によって決まります。.
部品が焼結床に入る際の温度がどれほど高いか。金属の温度が高いほど、より多くの粉末が溶融する。炉の温度を25度上げれば、他の変数を一切変更しなくても、成形された被膜の厚さが数ミルも増えることがある。.
部品が液中に浸漬されている時間。時間が長ければ長いほど、金属が樹脂の融点以下に下がるまでの間に、粉末との接触時間が長くなります。.
粉末そのものです。粒子が細かいほど、塗膜は薄くなります。粒子が粗いほど、早く積もります。ここでも、床の流動化状態が重要になります。なぜなら、流動性の低い床では、流動性の高い床ほど均一に部品に接触しないからです。.
量産において目標の厚みを確定するには、試行錯誤が必要です。試験用部品にコーティングを施し、ゲージで測定し、オーブンの温度や浸漬時間を微調整して、再度試作を行います。数値が目標値に達するまでこの作業を繰り返します。その後、そのレシピを用いれば、部品ごとにほとんどばらつきなく安定した厚みが得られます。.
結論
洗浄、マスキング、基板の下処理、加熱、浸漬、必要に応じて後加熱、冷却、検査。 素地からコーティング済みの完成品に至るまでの8つの工程。どれも博士号など必要ありません。しかし、それぞれの工程を正しく行わなければ、次の工程が台無しになってしまいます。毎年優れたコーティング部品を生み出している工場は、どの工程においても手抜きを一切しない工場なのです。.
著作権について
ファインテック・グループの書面による事前の明示的な承認がない限り、本ウェブサイト上のコンテンツを複製、変更、公開、表示、送信、その他の方法で利用したり、そのようなコンテンツを使用して何らかのデータベースを構築したりすることはできません。コンテンツの使用許可については、こちらまでお問い合わせください: info@pharmamachinecn.com.
免責事項:
本記事に含まれる情報は、一般的な情報提供のみを目的としています。当社は、いかなる情報についても、その正確性、妥当性、適時性、完全性を保証するものではなく、また、本記事の内容の誤謬または脱漏について一切の責任を負いません。.