Skip to content
Skip to content New people walking into a fluid bed coating shop for the first time always expect something fancy. Automated spray arms, maybe. Computer-guided robots. Instead, what they find is a steel tank full of floating powder and somebody lowering a hot metal part into it with a pair of tongs. Nobody expects it to be that low-tech.
Simple as it looks, though, every step in this process has details that matter. Skip one or rush through it and you end up with parts that peel, bubble, or come back from the customer in a box marked “rejected.” Here is how the whole thing runs, from bare metal to finished coat.
Start With the Powder
Before anything gets coated, the shop needs the right powder in the tank. Fluid bed coating uses thermoplastic resin ground down into a fine powder. Hot metal melts it on contact. Once the metal cools back down, that melted plastic locks in as a hard shell around the part.
Nylon runs the show in most fluid bed shops. Polyamide 11 and 12 are everywhere. Polyethylene is another big one, cheaper and popular for consumer goods. PVC handles electrical jobs. Then there is polypropylene and some polyolefin blends that cover the odd specialty project.
Every powder melts at a different temperature and behaves differently in the tank. Grab the wrong one and the whole batch is scrap. What does the part need to handle? Chemicals? Sun and rain? Food contact? Somebody rubbing against it eight hours a day? The answer points to the resin.
One thing that catches people off guard is shelf life. Leave a bag of powder open on the shop floor for a week and it soaks up humidity. Clumps form. Dirt gets in. Before loading the tank, run the powder through a sieve and toss anything that does not break apart easily. Spending five minutes on that saves a full shift of headaches.
Cleaning the Metal
Most coating failures trace back to this step. A part might look perfectly clean, but there could be a hair-thin layer of cutting oil or mill scale still hanging on. That is all it takes. The powder lands on it, seems fine at first, and then three weeks later the whole coat starts lifting off in sheets.
Shops attack this a few different ways. Blasting with sand or grit is the go-to. Knocks off rust, old paint, mill scale, and leaves the metal with a rough profile that powder sticks to well. Parts that are too thin or fragile for blasting go through an alkaline wash tank instead, which dissolves grease and machining oils without beating up the surface. Some operations also run a phosphate conversion step, which lays down a micro-thin chemical layer to help the coating stick even better.
Primer goes on after cleaning in many cases. Outdoor parts and anything headed into a corrosive setting really should get a primer layer beneath the powder. It bonds better and gives you a second barrier against rust. Cheap step that pays for itself many times over.
Here is a quick way to tell if a part is actually clean: press a bare finger against it. Fingerprint visible? There is oil on the metal. Back to the wash it goes.
Masking
Threads, bolt holes, bearing bores, electrical contact points. These areas cannot have plastic on them, so they get blocked off before the part heads to the oven.
Silicone plugs and caps handle most of the work. They press into holes and slip over studs, and they survive oven temperatures without degrading. Flat surfaces that need to stay clear get covered with high-temperature tape or a special masking paste.
Sloppy masking does not show itself until the part is already coated and cold. At that point, somebody is standing at a bench with a dental pick, scraping dried plastic out of a thread. Not a great use of anyone’s time. Getting the masking right up front takes two extra minutes and saves an hour of rework.
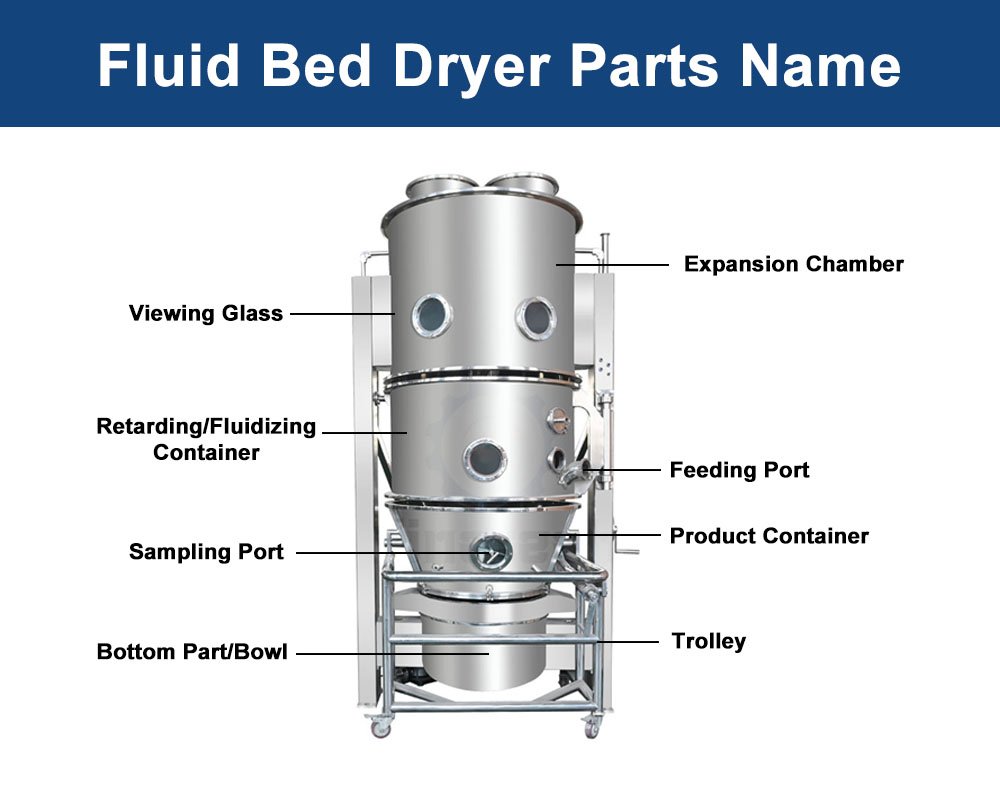
Setting Up the Fluidized Bed
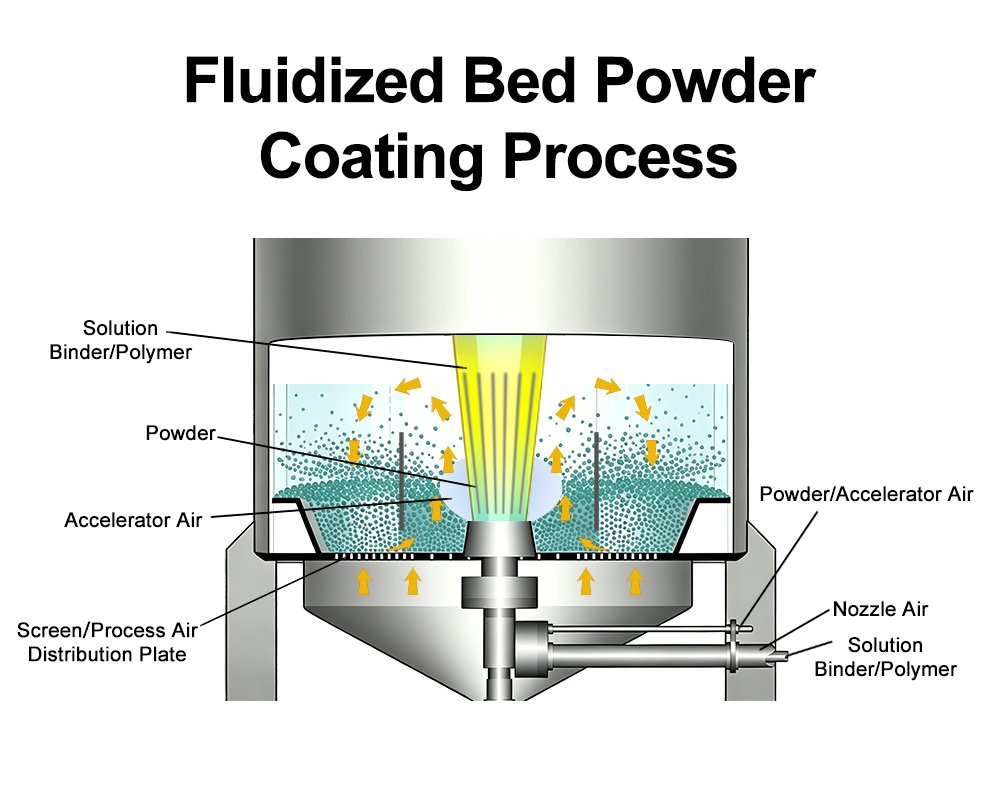
The tank is straightforward. Steel box, open top. A porous plate or membrane sits partway up the inside. Below that plate is the plenum, a sealed space where compressed air feeds in. Powder goes on top of the plate.
Turn on the air and it seeps up through the membrane into the powder bed. The grains pull apart from each other and begin drifting around. A bed that measured 24 inches static will balloon to about 29 or 30 once air is flowing. Good fluidization looks like a lazy simmer. The whole surface should be churning gently with no still patches.
Getting the air right takes some fiddling. Starve the bed of air and the powder barely lifts. A part dipped into a half-dead bed comes out blotchy. Blast too much air and powder shoots over the tank walls and dusts up the whole area.
Before any production parts go in, somebody should shove a dowel or a gloved hand down into the bed and feel around. Everything soft and loose? Good to go. Hit a hard lump or a dead zone near the bottom? Stop and figure out why. Clogged membrane, uneven air feed, or old compacted powder that did not get sifted out.
Preheating
Into the convection oven the part goes. How hot depends on which powder is in the tank. Polyethylene and PVC are on the lower end, 350°F to 400°F or so. Nylon needs considerably more heat, and thin wire parts coated in nylon can require 550°F or above because the metal does not hold energy very long once it leaves the oven.
Heat has to reach the center of the part, not just the skin. Picture a steel bracket that feels scorching on the outside but still has a cool core. That bracket runs out of thermal energy partway through the dip. Thin sections, which heat up fastest, end up with the thickest coat. Thick sections, still coolish inside, barely pick up any powder. The result is a coating that is heaviest where it should be lightest and thinnest where it should be heaviest.
Oven time depends on the part. Twenty to thirty minutes for a beefy steel component. Five to eight for a light wire form. No shortcut exists for figuring this out on a new part. Run samples, measure coating thickness, adjust, repeat.
Transfer speed between the oven and the tank also deserves attention. A part loses 50 to 100 degrees walking it across the shop by hand. Smart shops put the oven right next to the tank. Some even use roller conveyors or overhead rail systems to cut the gap to a few seconds.
Dipping
A jig, hanger, or set of tongs holds the part. The grip point should land on a spot that either stays uncoated or gets touched up afterward. Lower the part into the bed steadily. Jerky or fast movements stir up the powder and create uneven coverage.
Powder melts on contact with the hot metal and starts building a film almost instantly. Moving the part slowly through the bed, tilting it, rotating it, makes sure every surface picks up powder. Recesses, inside corners, weld beads, wire crossovers. The bed reaches all of them because the part is surrounded by floating powder on every side.
Dip time sets the coating thickness. Two or three seconds for a thinner layer around 8 to 10 mils. Closer to eight or ten seconds to push past 20 mils. At some point the metal cools below the powder’s melt temperature and fresh powder just stacks on as dry grit instead of fusing. When that starts happening, the part comes out of the tank.
Knowing exactly when to pull the part is something that comes with practice. The powder behaves differently around a part that still has plenty of heat versus one that is fading. Veterans can read it by watching how the powder flows near the surface. Newer operators tend to rely on a stopwatch until they develop that eye.
Post-Heating
Heavy, thick parts often skip this step entirely. The thermal mass stored in the metal keeps the coating molten long enough to flow out smooth on its own. Straight to the cooling rack.
Lighter parts are a different situation. Thin metal dumps its heat so fast that the powder on the surface can freeze up mid-flow. Instead of a smooth film, the finish comes out bumpy and rough. Orange-peel texture. Does not pass inspection. A second oven set around 300 to 350°F for five to ten minutes gives the film enough warmth to settle down and flatten out.
Just do not overdo the post-heat oven temp. Crank it too high and the coating slides off edges, sags down vertical faces, or pools at the bottom of the part. Low and slow works here.
Cooling
The part cannot be touched, stacked, or packed while it is still warm. Let it reach room temp first.
Most shops just hang the part on a rack and walk away. Air does the rest. Takes a while, but the coating never gets stressed and the part stays perfectly straight.
Need it done faster? A room-temperature water bath sets the coating up in seconds. High-volume shops rely on this to keep cycle times tight. One thing to watch out for, though: nylon on some part geometries has been known to crack when quenched too fast. Always test with samples before switching a new part number over to water cooling.
Inspection
No coated part leaves the shop without getting looked over. Three things get checked at a bare minimum.
Thickness first. Grab a magnetic or eddy current gauge and hit several spots around the part. The spec sheet has a min and max. If any reading falls outside that band, something upstream needs adjusting. Readings running thick usually mean the part was too hot or stayed in the bed too long. Thin readings point to heat loss during transfer or cold spots from an oven that is not heating evenly.
Next, adhesion. Take a sharp blade, cut an X into the coating, and try prying it up. A well-prepped part will not give at all. Coating lifts with barely any pressure? That means cleaning or priming fell short somewhere.
Last is a visual once-over. Scan the whole surface for pinholes, blisters, bare metal showing through, sags, rough texture, or any color that looks off. Each defect type is a clue. Pinholes often trace to outgassing. Sags mean the post-heat oven was cranked too high. Bare spots usually mean the operator missed an area during the dip. Knowing what each defect means makes troubleshooting a lot faster.
Some customers also want salt spray hours, impact resistance numbers, or bend test results on sample pieces pulled from the batch. How deep the testing goes depends on where the part ends up. A kitchen rack and a medical housing live in very different worlds.
Controlling Thickness
Coating thickness comes down to three things.
How hot the part is when it goes into the bed. Hotter metal melts more powder. Bump the oven up 25 degrees and the finished coat can jump several mils without touching any other variable.
How long the part stays submerged. More time means more powder contact before the metal drops below the melting point of the resin.
The powder itself. Finer particles lay down thinner coats. Coarser ones stack up quicker. How well the bed is fluidized matters here too, because a lazy bed does not contact the part as evenly as an active one.
Locking in a target thickness for a production run takes trial and error. Coat some test parts, hit them with the gauge, tweak oven temp or dip time, and run it again. Repeat until the numbers are where they belong. After that, the recipe holds from part to part with almost no drift.
Conclusion
Clean, mask, prep the bed, heat, dip, post-heat if needed, cool, inspect. Eight steps from bare steel to a finished coated part. None of them require a PhD. But each one needs to be done right, or the next one falls apart. The shops that turn out great coated parts year after year are the ones that refuse to cut corners on any of them.
Copyright Notice:
You may not reproduce, modify, publish, display, transmit, or in any way exploit any content on this website, or use such content to construct any kind of database without prior express written approval by Finetech Group. For permission to use the content, please contact: info@pharmamachinecn.com.
Disclaimer:
The information contained in this article is for general information purposes only. The Company does not guarantee the accuracy, relevance timeliness or completeness of any information, and the Company assumes no responsibility for errors or omission in the content of this article.