İçeriğe atla
İçeriğe atla Akışkan yatak kaplama atölyesine ilk kez girenler her zaman göz alıcı bir şey beklerler. Otomatik püskürtme kolları, belki. Bilgisayar kontrollü robotlar. Oysa karşılaştıkları şey, içinde tozun yüzdüğü çelik bir tank ve birinin maşayla sıcak metal parçayı bu tankın içine indirdiği manzaradır. Kimse teknolojinin bu kadar basit olmasını beklemez.
Göründüğü kadar basit olsa da, bu süreçteki her adımda önemli ayrıntılar vardır. Bir adımı atlarsanız ya da acele ederseniz, sonuçta boyası soyulan, kabarcıklar oluşan parçalarla karşılaşırsınız ya da müşteriden üzerinde “” yazan bir kutuda geri gelen parçalarla karşı karşıya kalırsınız. “reddedildi.” İşte tüm süreç, ham metalden son kat boyaya kadar şöyle işliyor.
Tozla Başlayın
Herhangi bir parçaya kaplama uygulanmadan önce, atölyede tankta doğru toz bulunması gerekir. Akışkan yatak kaplama yönteminde, ince bir toz haline getirilmiş termoplastik reçine kullanılır. Sıcak metal, bu tozla temas ettiğinde onu eritir. Metal tekrar soğuduğunda, erimiş plastik parçanın etrafında sert bir kabuk oluşturarak sabitlenir.
Çoğu akışkan yataklı üretim tesisinde naylon başrolü oynar. Poliamid 11 ve 12 her yerde karşımıza çıkar. Polietilen de önemli bir malzemedir; daha ucuzdur ve tüketim mallarında yaygın olarak kullanılır. PVC ise elektrikli uygulamalarda kullanılır. Ayrıca, bazı özel projelerde kullanılan polipropilen ve bazı poliolefin karışımları da mevcuttur.
Her toz farklı bir sıcaklıkta erir ve tank içinde farklı davranışlar sergiler. Yanlış olanı seçerseniz, tüm parti hurda olur. Parçanın hangi koşullara dayanması gerekiyor? Kimyasallara mı? Güneş ve yağmura mı? Gıda ile temasa mı? Günde sekiz saat boyunca birinin sürtünmesine mi? Cevap, reçineyi belirler.
İnsanları hazırlıksız yakalayan konulardan biri de raf ömrüdür. Bir torba barutu bir hafta boyunca atölyede açık bırakırsanız nemi emer. Topaklar oluşur. İçine kir girer. Tankı doldurmadan önce barutu bir elekten geçirin ve kolayca parçalanmayan her şeyi atın. Buna beş dakika ayırmak, bir vardiya boyunca baş ağrısından kurtulmanızı sağlar.
Metalin Temizlenmesi
Kaplama hatalarının çoğu bu aşamaya dayanır. Bir parça tamamen temiz görünebilir, ancak üzerinde hâlâ saç teli kalınlığında bir kesme yağı tabakası ya da freze kabuğu kalmış olabilir. Tek gereken budur. Toz bu tabakanın üzerine konur, ilk başta her şey yolunda gibi görünür, ancak üç hafta sonra kaplamanın tamamı tabakalar halinde soyulmaya başlar.
Atölyeler bu işlemi birkaç farklı yöntemle gerçekleştirir. Kum veya çakılla kumlama en yaygın yöntemdir. Pas, eski boya ve hadde kabuğunu temizler ve metalin yüzeyinde toz boyanın iyi tutunabileceği pürüzlü bir yüzey bırakır. Kumlama için çok ince veya kırılgan olan parçalar ise alkali yıkama tankından geçirilir; bu işlem, yüzeye zarar vermeden gresi ve işleme yağlarını çözer. Bazı işletmelerde ayrıca, kaplamanın daha iyi tutunmasına yardımcı olmak için mikro incelikte bir kimyasal tabaka oluşturan fosfat dönüşüm aşaması da uygulanır.
Çoğu durumda astar, temizlik işleminden sonra uygulanır. Dış mekanda bulunan parçalar ve aşındırıcı bir ortama maruz kalacak her şeyin, toz boyanın altına mutlaka bir astar tabakası sürülmelidir. Bu sayede boya daha iyi tutunur ve paslara karşı ikinci bir koruma sağlar. Maliyetini kat kat karşılayan, ucuz bir önlemdir.
Bir parçanın gerçekten temiz olup olmadığını anlamanın hızlı bir yolu şudur: Üzerine çıplak parmağınızı bastırın. Parmak izi görünüyor mu? Metal üzerinde yağ var demektir. Tekrar yıkamaya gönderin.
Maskeleme
Dişler, cıvata delikleri, yatak delikleri, elektrik kontak noktaları. Bu bölgelerde plastik bulunmaması gerektiğinden, parça fırına gönderilmeden önce bu bölgeler kapatılır.
İşin büyük kısmını silikon tıkaçlar ve kapaklar üstlenir. Deliklere sıkıca otururlar ve saplamaların üzerine geçirilirler; ayrıca fırın sıcaklıklarına maruz kaldıklarında bozulmadan dayanırlar. Boş bırakılması gereken düz yüzeyler, yüksek sıcaklığa dayanıklı bant veya özel bir maskeleme macunu ile kaplanır.
Dikkatsiz maskeleme, parça kaplandıktan ve soğuduktan sonra ancak fark edilir. O noktada, birisi tezgah başında diş çubuğuyla durmuş, dişli yivinden kurumuş plastiği kazımaktadır. Kimse için zamanını iyi değerlendirmek sayılmaz. Maskelemeyi baştan doğru yapmak iki dakika daha sürer, ancak bir saatlik yeniden işleme süresinden tasarruf sağlar.
Akışkan Yatağın Kurulması
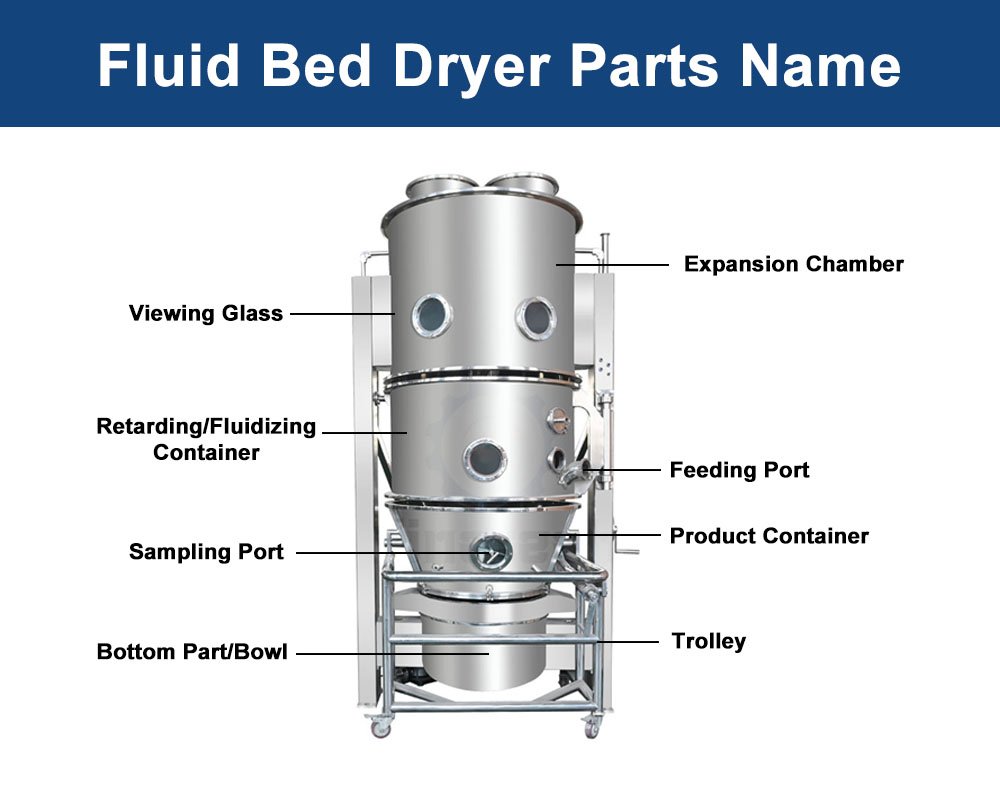
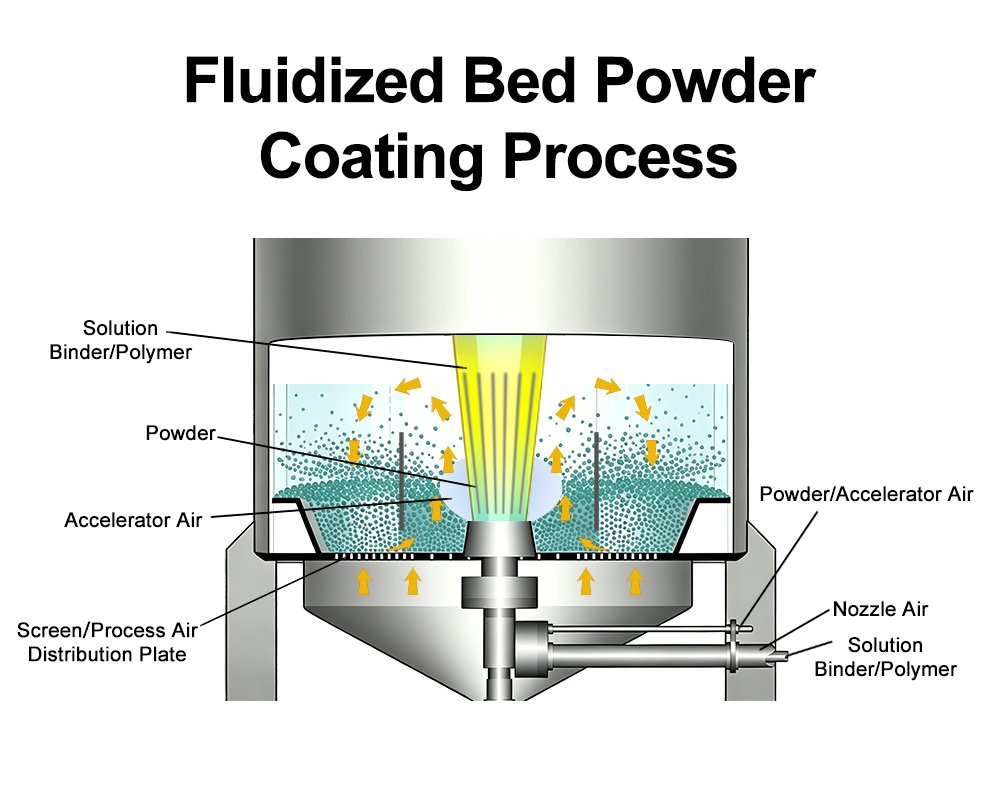
Tankın yapısı oldukça basittir. Üstü açık çelik bir kutu. İç kısmının orta kısmında gözenekli bir plaka veya membran bulunur. Bu plakanın altında, sıkıştırılmış havanın beslendiği sızdırmaz bir alan olan plenum yer alır. Toz ise plakanın üzerine dökülür.
Havayı açtığınızda, hava membrandan sızarak toz yatağına girer. Taneler birbirinden ayrılır ve etrafa dağılmaya başlar. Hava akışı başladığında, statik halde 24 inç olan yatak yaklaşık 29 veya 30 inç’e kadar şişer. İyi bir akışkanlaşma, hafifçe kaynayan bir sıvıya benzer. Tüm yüzey, durgun bölgeler kalmayacak şekilde hafifçe çalkalanmalıdır.
Havayı doğru ayarlamak biraz uğraş gerektirir. Havalandırma yatağına yeterince hava gitmezse, toz neredeyse hiç havalanmaz. Yarı ölü bir havalandırma yatağına daldırılan parça, lekeli bir şekilde çıkar. Çok fazla hava üflenirse, toz tankın duvarlarından dışarı fırlar ve tüm alanı tozla kaplar.
Üretim parçaları yerleştirilmeden önce, birisi yatağın içine bir çivi ya da eldivenli elini sokup etrafı elle kontrol etmelidir. Her şey yumuşak ve gevşek mi? O zaman devam edilebilir. Tabanın yakınında sert bir yumru veya boşluk mu hissedildi? Durun ve nedenini bulun. Tıkanmış membran, dengesiz hava beslemesi veya elenmemiş eski, sıkışmış toz olabilir.
Ön ısıtma
Parça konveksiyonlu fırına yerleştirilir. Isı derecesi, haznede hangi tozun bulunduğuna bağlıdır. Polietilen ve PVC daha düşük sıcaklık aralığındadır; yaklaşık 350°F ile 400°F arasıdır. Naylon ise çok daha fazla ısı gerektirir; naylon kaplı ince tel parçalar için 550°F veya daha yüksek sıcaklıklar gerekebilir, çünkü metal fırından çıktıktan sonra enerjiyi çok uzun süre tutamaz.
Isı, sadece yüzeye değil, parçanın merkezine de ulaşmalıdır. Dış kısmı kavurucu derecede sıcak ama iç kısmı hâlâ soğuk olan bir çelik braketi hayal edin. Bu braketin termal enerjisi, daldırma işleminin ortasında tükenir. En hızlı ısınan ince kesitler, en kalın kaplamaya sahip olur. İç kısmı hâlâ serin olan kalın bölümler ise neredeyse hiç toz almaz. Sonuç olarak, en hafif olması gereken yerde en kalın, en kalın olması gereken yerde ise en ince bir kaplama oluşur.
Fırında kalma süresi parçaya göre değişir. Kalın çelik bir parça için yirmi ila otuz dakika. Hafif bir tel yapı için ise beş ila sekiz dakika. Yeni bir parça için bunu belirlemenin kısa yolu yoktur. Numuneler üzerinde denemeler yapın, kaplama kalınlığını ölçün, ayarlamalar yapın ve işlemi tekrarlayın.
Fırın ile tank arasındaki aktarım hızı da dikkate alınması gereken bir konudur. Bir parça, atölye içinde elle taşınırken 50 ila 100 derece ısı kaybeder. Akıllı atölyeler, fırını tankın hemen yanına yerleştirir. Hatta bazıları, bu süreyi birkaç saniyeye indirmek için makaralı konveyörler veya havai ray sistemleri kullanır.
Daldırma
Parça, bir sabitleme aparatı, askı veya bir çift maşa ile tutulur. Tutma noktası, ya kaplamasız kalacak ya da daha sonra rötuşlanacak bir noktaya denk gelmelidir. Parçayı yatak içine yavaşça indirin. Sarsıntılı veya hızlı hareketler tozu havalandırır ve düzensiz bir kaplama oluşturur.
Toz, sıcak metalle temas ettiğinde erir ve neredeyse anında bir tabaka oluşturmaya başlar. Parçayı yatak üzerinde yavaşça hareket ettirmek, eğmek ve döndürmek, her yüzeyin tozu almasını sağlar. Girintiler, iç köşeler, kaynak dikişleri, tel kesişme noktaları. Parça her yönden yüzen tozla çevrili olduğu için yatak bunların hepsine ulaşır.
Daldırma süresi, kaplama kalınlığını belirler. Yaklaşık 8 ila 10 mil kalınlığında daha ince bir tabaka için iki veya üç saniye yeterlidir. 20 milin üzerine çıkmak için ise sekiz ila on saniyeye yakın bir süre gerekir. Bir noktada metal, tozun erime sıcaklığının altına soğur ve yeni toz, eriyip kaynaşmak yerine kuru kum taneleri halinde üst üste yığılır. Bu durum başladığında, parça tanktan çıkarılır.
Parçayı tam olarak ne zaman çıkarmak gerektiğini bilmek, pratikle kazanılan bir beceridir. Toz, hâlâ bol miktarda ısı barındıran bir parçanın çevresinde, ısısı azalan bir parçanın çevresine kıyasla farklı davranır. Tecrübeli operatörler, tozun yüzeye yakın bölgelerde nasıl aktığını gözlemleyerek bunu anlayabilirler. Yeni başlayan operatörler ise bu gözü geliştirene kadar genellikle kronometreye güvenme eğilimindedir.
Isıtma Sonrası
Ağır ve kalın parçalarda bu adım genellikle tamamen atlanır. Metalde depolanan termal kütle, kaplamanın kendi kendine pürüzsüz bir şekilde akacak kadar uzun süre erimiş halde kalmasını sağlar. Doğrudan soğutma rafına.
Daha hafif parçalar ise farklı bir durum oluşturur. İnce metal, ısısını o kadar hızlı dağıtır ki yüzeydeki toz, akışın ortasında donabilir. Pürüzsüz bir tabaka yerine, yüzey pütürlü ve pürüzlü bir görünüm alır. Portakal kabuğu dokusu. Kalite kontrolünden geçmez. 300 ila 350°F arasında ayarlanmış ikinci bir fırında beş ila on dakika bekletmek, tabakanın yerleşip düzleşmesi için yeterli ısıyı sağlar.
Sadece fırını ısıttıktan sonraki sıcaklığı fazla abartmayın. Sıcaklığı çok yükseltirseniz, kaplama kenarlardan kayar, dikey yüzeylerde sarkar ya da parçanın dibinde birikir. Burada düşük sıcaklıkta yavaş pişirme en uygunudur.
Soğutma
Parça henüz sıcakken dokunulmamalı, üst üste konulmamalı veya paketlenmemelidir. Önce oda sıcaklığına gelmesini bekleyin.
Çoğu dükkan, parçayı bir rafa asıp öylece bırakır. Gerisini hava halleder. Biraz zaman alır, ancak kaplama hiçbir zaman gerilime maruz kalmaz ve parça tamamen düz kalır.
Daha hızlı mı bitmesi gerekiyor? Oda sıcaklığında bir su banyosu, kaplamanın saniyeler içinde sertleşmesini sağlar. Yüksek hacimli üretim yapan atölyeler, üretim döngü sürelerini kısa tutmak için bu yönteme güveniyor. Ancak dikkat edilmesi gereken bir nokta var: Bazı parça geometrilerinde naylonun, çok hızlı soğutulduğunda çatladığı bilinmektedir. Yeni bir parça numarasını su soğutmaya geçmeden önce mutlaka numunelerle test edin.
Denetim
Kaplaması yapılmış hiçbir parça, kontrol edilmeden atölyeden çıkmaz. En azından üç husus kontrol edilir.
Önce kalınlık. Manyetik veya girdap akımı kalınlık ölçerini elinize alın ve parçanın çevresindeki birkaç noktaya ölçüm yapın. Teknik özellik sayfasında minimum ve maksimum değerler belirtilmiştir. Herhangi bir ölçüm değeri bu aralığın dışına çıkarsa, üretim sürecinin önceki aşamalarında bir ayarlamaya ihtiyaç vardır. Kalınlık değerlerinin yüksek çıkması genellikle parçanın çok sıcak olduğunu veya yatakta çok uzun süre kaldığını gösterir. İnce değerler ise, aktarım sırasında ısı kaybına veya fırının eşit şekilde ısınmaması nedeniyle oluşan soğuk noktalara işaret eder.
Sırada, yapışma testi var. Keskin bir bıçak alın, kaplamaya bir X işareti çizin ve kaplamayı kaldırmaya çalışın. İyi hazırlanmış bir parça hiç yerinden oynamaz. Kaplama neredeyse hiç baskı uygulamadan kalkıyorsa, bu temizlik veya astarlama işlemlerinden birinde bir eksiklik olduğu anlamına gelir.
Son olarak, görsel bir inceleme yapın. Tüm yüzeyi inceleyerek iğne deliği, kabarcık, altta görünen çıplak metal, sarkma, pürüzlü doku veya normalden farklı görünen herhangi bir renk olup olmadığını kontrol edin. Her kusur türü bir ipucudur. İğne delikleri genellikle gaz salınımına işaret eder. Sarkmalar, ısıtma sonrası fırının sıcaklığının çok yüksek ayarlandığını gösterir. Çıplak noktalar genellikle operatörün daldırma işlemi sırasında bir alanı atladığını gösterir. Her kusurun ne anlama geldiğini bilmek, sorun giderme sürecini çok daha hızlı hale getirir.
Bazı müşteriler ayrıca, partiden alınan numune parçalar üzerinde tuz püskürtme testi süresi, darbe direnci değerleri veya bükülme testi sonuçlarını da talep eder. Testlerin ne kadar kapsamlı olacağı, parçanın nihai kullanım alanına bağlıdır. Bir mutfak rafı ile tıbbi bir gövde, birbirinden çok farklı kullanım alanlarına sahiptir.
Kalınlığın Kontrolü
Kaplama kalınlığı üç faktöre bağlıdır.
Parça yatağa girdiğinde ne kadar sıcak olduğu önemlidir. Daha sıcak metal, daha fazla tozu eritir. Fırın sıcaklığını 25 derece artırdığınızda, diğer değişkenleri hiç değiştirmeden elde edilen kaplama kalınlığı birkaç mil artabilir.
Parçanın su altında ne kadar süre kalacağı. Süre ne kadar uzun olursa, metal reçinenin erime noktasının altına düşmeden önce tozla o kadar fazla temas eder.
Tozun kendisi. Daha ince parçacıklar daha ince tabakalar oluşturur. Daha iri parçacıklar ise daha çabuk birikir. Yatağın akışkanlaştırılma derecesi de burada önemlidir; çünkü hareketsiz bir yatak, aktif bir yatak kadar parçayla eşit bir şekilde temas etmez.
Bir üretim serisi için hedef kalınlığı belirlemek deneme yanılma yoluyla gerçekleşir. Bazı test parçalarına kaplama uygulayın, kalınlık ölçerle ölçün, fırın sıcaklığını veya daldırma süresini ayarlayın ve işlemi tekrarlayın. Değerler istenen seviyeye gelene kadar bu işlemi tekrarlayın. Bundan sonra, formül parçadan parçaya neredeyse hiç sapma göstermeden sabit kalır.
Çözüm
Temizleme, maskeleme, yatağın hazırlanması, ısıtma, daldırma, gerekirse son ısıtma, soğutma, inceleme. Çıplak çelikten kaplamalı bitmiş parçaya kadar sekiz adım. Hiçbiri doktora derecesi gerektirmez. Ancak her bir adımın doğru şekilde yapılması gerekir, aksi takdirde bir sonraki adım başarısız olur. Yıllar boyunca mükemmel kaplamalı parçalar üreten atölyeler, bu adımların hiçbirinde köşeleri kesmeyi reddeden atölyelerdir.
Telif Hakkı Uyarısı:
Finetech Group'un önceden açık yazılı onayı olmadan bu web sitesindeki herhangi bir içeriği çoğaltamaz, değiştiremez, yayınlayamaz, görüntüleyemez, iletemez veya herhangi bir şekilde istismar edemezsiniz veya bu tür içeriği herhangi bir veritabanı oluşturmak için kullanamazsınız. İçeriği kullanma izni için lütfen iletişime geçin: info@pharmamachinecn.com.
Yasal Uyarı:
Bu makalede yer alan bilgiler yalnızca genel bilgilendirme amaçlıdır. Şirket, herhangi bir bilginin doğruluğunu, güncelliğini veya eksiksizliğini garanti etmez ve Şirket, bu makalenin içeriğindeki hatalar veya eksiklikler için hiçbir sorumluluk kabul etmez.