Ir al contenido
Ir al contenido Las personas que entran por primera vez en un taller de recubrimiento por lecho fluidizado siempre esperan algo sofisticado. Quizá brazos pulverizadores automatizados. Robots controlados por ordenador. En cambio, lo que se encuentran es un depósito de acero lleno de polvo flotante y a alguien que introduce en él una pieza metálica caliente con unas tenazas. Nadie espera que sea tan poco tecnológico.
Aunque parezca sencillo, cada paso de este proceso tiene detalles que son importantes. Si te saltas uno o lo haces con prisas, acabarás con piezas que se descascarillan, se hinchan o te las devuelve el cliente en una caja con la indicación “rechazado”.” Así es como se desarrolla todo el proceso, desde el metal en bruto hasta la capa final.
Empieza con el polvo
Antes de recubrir cualquier pieza, el taller debe asegurarse de que el depósito contenga el polvo adecuado. El recubrimiento en lecho fluidizado utiliza resina termoplástica molida hasta convertirla en un polvo fino. El metal caliente la funde al entrar en contacto con ella. Una vez que el metal se enfría, el plástico fundido se solidifica formando una capa dura alrededor de la pieza.
El nailon es el protagonista en la mayoría de los talleres de lecho fluidizado. Las poliamidas 11 y 12 están por todas partes. El polietileno es otro material muy importante, más barato y muy utilizado en bienes de consumo. El PVC se emplea en aplicaciones eléctricas. Además, están el polipropileno y algunas mezclas de poliolefinas que se utilizan en proyectos especiales puntuales.
Cada polvo se funde a una temperatura diferente y se comporta de forma distinta en el depósito. Si eliges el incorrecto, todo el lote se echa a perder. ¿A qué debe resistir la pieza? ¿A productos químicos? ¿Al sol y a la lluvia? ¿Al contacto con alimentos? ¿A que alguien la roce ocho horas al día? La respuesta está en la resina.
Una cosa que suele pillar desprevenido a la gente es la vida útil. Si dejas una bolsa de pólvora abierta en el taller durante una semana, absorbe humedad. Se forman grumos. Entra suciedad. Antes de cargar el depósito, pasa la pólvora por un tamiz y desecha todo lo que no se deshaga fácilmente. Dedicar cinco minutos a eso te ahorra un turno entero de dolores de cabeza.
Limpieza del metal
La mayoría de los fallos en el recubrimiento se remontan a esta etapa. Una pieza puede parecer perfectamente limpia, pero es posible que aún quede adherida una capa delgada como un pelo de aceite de corte o de cascarilla de laminación. Eso es todo lo que hace falta. El polvo se deposita sobre ella, al principio parece que todo va bien, y luego, tres semanas más tarde, toda la capa empieza a desprenderse en láminas.
Los talleres abordan esto de varias formas. El chorro de arena o granalla es el método más habitual. Elimina el óxido, la pintura vieja y la cascarilla de laminación, y deja el metal con una superficie rugosa a la que se adhiere bien el recubrimiento en polvo. Las piezas demasiado finas o frágiles para el chorro de arena se sumergen en un tanque de lavado alcalino, que disuelve la grasa y los aceites de mecanizado sin dañar la superficie. Algunas empresas también aplican un paso de conversión con fosfato, que deposita una capa química microfina para ayudar a que el recubrimiento se adhiera aún mejor.
En muchos casos, la imprimación se aplica tras la limpieza. Las piezas expuestas al aire libre y todo aquello que vaya a estar en un entorno corrosivo deberían llevar una capa de imprimación debajo de la pintura en polvo. Se adhiere mejor y proporciona una segunda barrera contra el óxido. Es una medida económica que se amortiza con creces.
Aquí tienes una forma rápida de saber si una pieza está realmente limpia: presiona un dedo sin guante contra ella. ¿Se ve la huella dactilar? Entonces hay grasa en el metal. Vuelve a meterla en la lavadora.
Enmascaramiento
Roscas, orificios para tornillos, orificios para cojinetes, puntos de contacto eléctrico. Estas zonas no pueden tener restos de plástico, por lo que se tapan antes de que la pieza se introduzca en el horno.
Los tapones y las tapas de silicona se encargan de la mayor parte del trabajo. Se encajan a presión en los orificios y se deslizan sobre los pernos, y resisten las temperaturas del horno sin deteriorarse. Las superficies planas que deben permanecer libres se cubren con cinta adhesiva resistente a altas temperaturas o con una pasta de enmascarado especial.
Un enmascaramiento descuidado no se nota hasta que la pieza ya está recubierta y fría. En ese momento, alguien se encuentra de pie junto a un banco de trabajo con un palillo dental, rascando plástico seco de una rosca. No es precisamente una buena forma de emplear el tiempo de nadie. Hacer bien el enmascaramiento desde el principio lleva dos minutos más y ahorra una hora de trabajo de corrección.
Configuración del lecho fluidizado
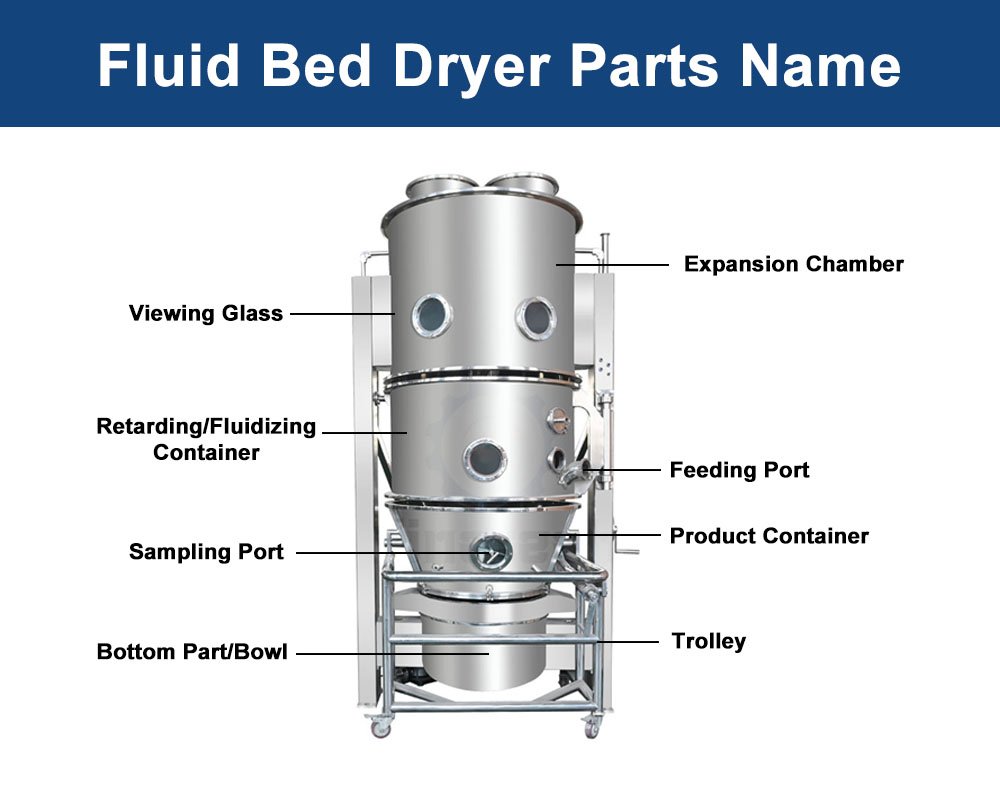
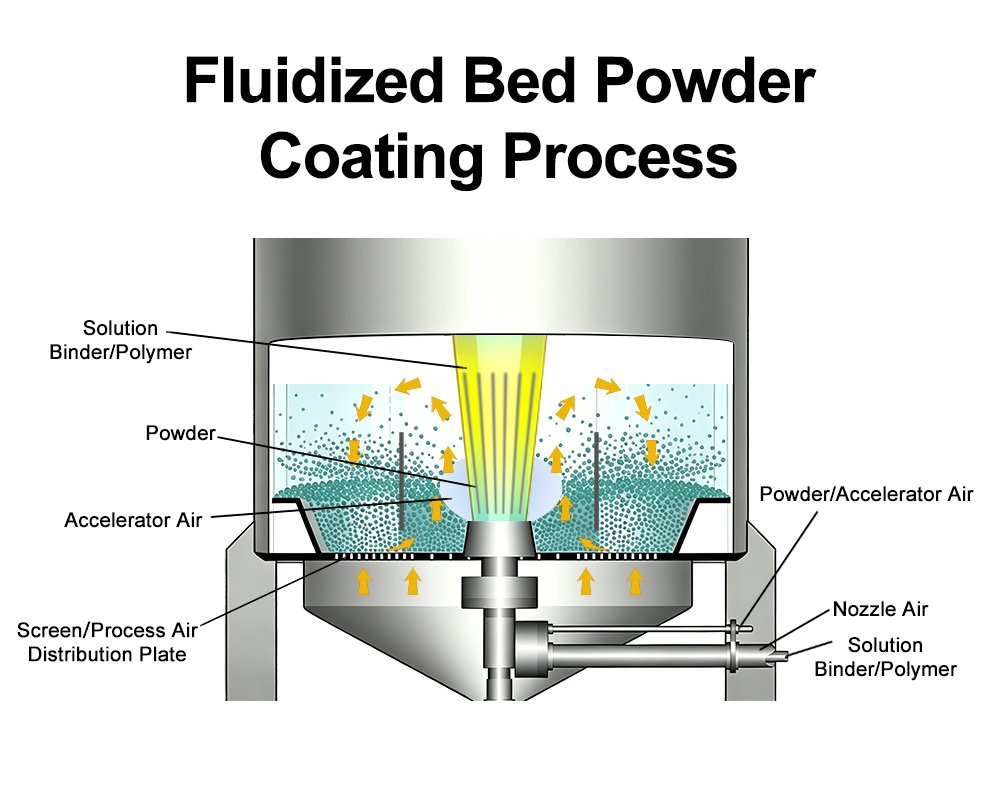
El depósito es muy sencillo. Se trata de una caja de acero con la parte superior abierta. En el interior, a media altura, hay una placa o membrana porosa. Debajo de esa placa se encuentra la cámara de distribución, un espacio sellado por donde entra el aire comprimido. El polvo se coloca encima de la placa.
Al activar el aire, este se filtra a través de la membrana hacia el lecho de polvo. Los granos se separan unos de otros y comienzan a flotar. Un lecho que medía 24 pulgadas en estado estático se hinchará hasta alcanzar unas 29 o 30 pulgadas una vez que el aire comience a fluir. Una buena fluidización se asemeja a un hervor suave y lento. Toda la superficie debe agitarse suavemente, sin zonas de calma.
Conseguir la presión de aire adecuada requiere un poco de ensayo y error. Si le faltas aire a la cama, el polvo apenas se eleva. Una pieza sumergida en una cama con poca presión sale con manchas. Si se aplica demasiado aire, el polvo sale disparado por encima de las paredes del depósito y lo llena todo de polvo.
Antes de introducir cualquier pieza de producción, alguien debería introducir una varilla o una mano con guante en el interior de la cama y palparla. ¿Todo está blando y suelto? Entonces, adelante. ¿Notas un bulto duro o una zona sin aire cerca del fondo? Detente y averigua por qué. Puede ser una membrana obstruida, un suministro de aire desigual o polvo viejo compactado que no se haya tamizado.
Precalentamiento
La pieza se introduce en el horno de convección. La temperatura depende del tipo de polvo que haya en el depósito. El polietileno y el PVC se sitúan en el extremo inferior, entre 350 °F y 400 °F aproximadamente. El nailon necesita bastante más calor, y las piezas de alambre fino recubiertas de nailon pueden requerir 550°F o más, ya que el metal no retiene la energía durante mucho tiempo una vez que sale del horno.
El calor tiene que llegar al centro de la pieza, no solo a la superficie. Imagínate un soporte de acero que está ardiendo por fuera, pero cuyo núcleo sigue estando frío. Ese soporte se queda sin energía térmica a mitad del proceso de inmersión. Las secciones delgadas, que se calientan más rápido, acaban con la capa más gruesa. Las secciones gruesas, que por dentro siguen estando algo frías, apenas recogen polvo. El resultado es un recubrimiento más grueso donde debería ser más fino y más fino donde debería ser más grueso.
El tiempo de horneado depende de la pieza. Entre veinte y treinta minutos para un componente de acero macizo. Entre cinco y ocho para una pieza de alambre ligero. No hay atajos para calcularlo en una pieza nueva. Hay que hacer pruebas con muestras, medir el espesor del recubrimiento, ajustar y repetir.
La velocidad de traslado entre el horno y el depósito también merece atención. Una pieza pierde entre 50 y 100 grados al transportarla a mano por el taller. Los talleres más eficientes colocan el horno justo al lado del depósito. Algunos incluso utilizan cintas transportadoras de rodillos o sistemas de raíles aéreos para reducir el tiempo de traslado a unos pocos segundos.
Inmersión
La pieza se sujeta mediante una plantilla, un soporte o un juego de tenazas. El punto de sujeción debe situarse en una zona que o bien quede sin recubrir, o bien se retoque posteriormente. Baja la pieza sobre la cama de forma suave y constante. Los movimientos bruscos o rápidos remueven el polvo y provocan un recubrimiento irregular.
El polvo se funde al entrar en contacto con el metal caliente y comienza a formar una capa casi al instante. Al desplazar la pieza lentamente por el lecho, inclinándola y girándola, se garantiza que todas las superficies recojan polvo. Huecos, esquinas interiores, cordones de soldadura, cruces de alambre… El lecho llega a todos ellos porque la pieza está rodeada por polvo en suspensión por todos los lados.
El tiempo de inmersión determina el espesor del recubrimiento. Dos o tres segundos para una capa más fina, de entre 8 y 10 mils. Cerca de ocho o diez segundos para superar los 20 mils. En algún momento, el metal se enfría por debajo de la temperatura de fusión del polvo y el polvo nuevo simplemente se acumula en forma de granulado seco en lugar de fundirse. Cuando eso empieza a ocurrir, la pieza se saca del tanque.
Saber exactamente cuándo retirar la pieza es algo que se aprende con la práctica. El polvo se comporta de forma diferente alrededor de una pieza que aún está muy caliente que alrededor de una que ya se está enfriando. Los operarios con experiencia saben interpretarlo observando cómo fluye el polvo cerca de la superficie. Los operarios noveles suelen recurrir a un cronómetro hasta que adquieren esa perspicacia.
Postcalentamiento
Las piezas pesadas y gruesas suelen saltarse este paso por completo. La masa térmica almacenada en el metal mantiene el recubrimiento fundido el tiempo suficiente para que fluya por sí solo de forma uniforme. Directamente a la rejilla de enfriamiento.
En el caso de las piezas más ligeras, la situación es diferente. El metal fino disipa el calor tan rápido que el polvo de la superficie puede solidificarse antes de terminar de extenderse. En lugar de una película lisa, el acabado queda irregular y rugoso. Textura de piel de naranja. No supera la inspección. Un segundo paso por el horno, a una temperatura de entre 300 y 350 °F durante cinco a diez minutos, proporciona a la película el calor suficiente para que se asiente y se alise.
Eso sí, no te pases con la temperatura del horno tras el calentamiento. Si la subes demasiado, el recubrimiento se deslizará por los bordes, se descolgará por las caras verticales o se acumulará en la parte inferior de la pieza. En este caso, lo mejor es una temperatura baja y un proceso lento.
Refrigeración
No se debe tocar, apilar ni embalar la pieza mientras aún esté caliente. Deja que alcance primero la temperatura ambiente.
La mayoría de los talleres se limitan a colgar la pieza en un soporte y ya está. El aire se encarga del resto. Tarda un rato, pero el recubrimiento nunca sufre tensiones y la pieza se mantiene perfectamente recta.
¿Necesitas que se haga más rápido? Un baño de agua a temperatura ambiente fija el recubrimiento en segundos. Los talleres con gran volumen de producción recurren a este método para mantener tiempos de ciclo reducidos. Sin embargo, hay que tener en cuenta una cosa: se sabe que el nailon de algunas geometrías de piezas puede agrietarse si se enfría demasiado rápido. Prueba siempre con muestras antes de pasar un nuevo número de pieza al enfriamiento con agua.
Inspección
Ninguna pieza recubierta sale del taller sin haber sido revisada. Como mínimo, se comprueban tres cosas.
Lo primero es el espesor. Coge un medidor magnético o de corrientes parásitas y comprueba varios puntos de la pieza. La ficha técnica indica los valores mínimo y máximo. Si alguna lectura se sale de ese rango, hay que ajustar algún paso anterior del proceso. Las lecturas que indican un espesor excesivo suelen significar que la pieza estaba demasiado caliente o que permaneció en la cama de impresión demasiado tiempo. Las lecturas de espesor inferior al mínimo indican una pérdida de calor durante el traslado o la presencia de puntos fríos en un horno que no calienta de manera uniforme.
A continuación, la adherencia. Coge una cuchilla afilada, haz un corte en forma de X en el recubrimiento e intenta levantarlo. Una pieza bien preparada no cederá en absoluto. ¿El recubrimiento se despega con muy poca presión? Eso significa que la limpieza o la aplicación de la imprimación no se han realizado correctamente en algún punto.
Por último, hay que realizar una inspección visual general. Examina toda la superficie en busca de poros, ampollas, zonas de metal al descubierto, hundimientos, textura rugosa o cualquier color que parezca anómalo. Cada tipo de defecto es una pista. Los poros suelen deberse a la desgasificación. Los hundimientos indican que la temperatura del horno de postcalentamiento se ha ajustado demasiado alta. Las zonas sin recubrimiento suelen significar que el operario se ha saltado una zona durante el baño. Saber qué significa cada defecto agiliza mucho la resolución de problemas.
Algunos clientes también solicitan datos sobre la duración de las pruebas de niebla salina, los valores de resistencia al impacto o los resultados de las pruebas de flexión en muestras extraídas del lote. El alcance de las pruebas depende del uso final de la pieza. Una rejilla de cocina y una carcasa médica se utilizan en entornos muy diferentes.
Control del espesor
El espesor del recubrimiento depende de tres factores.
La temperatura que tiene la pieza al introducirse en el lecho. Cuanto más caliente está el metal, más polvo se funde. Si subes la temperatura del horno 25 grados, el espesor de la capa final puede aumentar varios mils sin modificar ninguna otra variable.
El tiempo que la pieza permanece sumergida. Cuanto más tiempo, mayor es el contacto con el polvo antes de que el metal alcance una temperatura inferior al punto de fusión de la resina.
El propio polvo. Las partículas más finas forman capas más finas. Las más gruesas se acumulan más rápido. La calidad de la fluidización del lecho también influye aquí, ya que un lecho inactivo no entra en contacto con la pieza de forma tan uniforme como uno activo.
Fijar un espesor objetivo para una tirada de producción requiere un proceso de prueba y error. Se recubren algunas piezas de prueba, se miden con el calibre, se ajusta la temperatura del horno o el tiempo de inmersión, y se vuelve a realizar el proceso. Se repite hasta que los valores sean los adecuados. A partir de ahí, la fórmula se mantiene constante de una pieza a otra, prácticamente sin desviaciones.
Conclusión
Limpiar, enmascarar, preparar la superficie, calentar, sumergir, recalentar si es necesario, enfriar, inspeccionar. Ocho pasos desde el acero en bruto hasta una pieza recubierta y acabada. Ninguno de ellos requiere un doctorado. Pero cada uno debe realizarse correctamente; de lo contrario, el siguiente se echa a perder. Los talleres que producen excelentes piezas recubiertas año tras año son aquellos que se niegan a tomar atajos en ninguno de ellos.
Aviso de derechos de autor:
Queda prohibido reproducir, modificar, publicar, mostrar, transmitir o explotar de cualquier modo cualquier contenido de este sitio web, así como utilizar dicho contenido para construir cualquier tipo de base de datos sin la autorización previa, expresa y por escrito de Finetech Group. Para obtener permiso para utilizar el contenido, póngase en contacto con info@pharmamachinecn.com.
Descargo de responsabilidad:
La información contenida en este artículo es sólo para fines de información general. La Empresa no garantiza la exactitud, pertinencia, actualidad o exhaustividad de ninguna información, y la Empresa no asume ninguna responsabilidad por errores u omisiones en el contenido de este artículo.