Перейти к содержимому
Перейти к содержимому Люди, впервые попадающие в цех нанесения покрытий в псевдоожиженной среде, всегда ожидают увидеть что-то впечатляющее. Например, автоматические распылительные стрелы. Или роботов с компьютерным управлением. На самом же деле они видят стальную емкость, наполненную парящим в воздухе порошком, и человека, опускающего в неё горячую металлическую деталь с помощью клещей. Никто не ожидает, что технология окажется настолько примитивной.
Однако, несмотря на кажущуюся простоту, каждый этап этого процесса таит в себе важные нюансы. Пропустите один из них или поспешите, и в результате вы получите детали, на которых появится отслоение, пузыри или которые вернутся от заказчика в коробке с пометкой “отклонено”.” Вот как проходит весь процесс — от «голого металла» до готового покрытия.
Начните с порошка
Прежде чем приступить к нанесению покрытия, в резервуаре цеха должен находиться нужный порошок. При нанесении покрытия в псевдоожиженной среде используется термопластичная смола, измельчённая до состояния мелкого порошка. Раскалённый металл плавит её при контакте. Как только металл остывает, расплавленный пластик затвердевает, образуя вокруг детали прочную оболочку.
На большинстве предприятий, занимающихся производством оборудования с псевдоожиженным слоем, главенствует нейлон. Полиамиды 11 и 12 используются повсеместно. Еще одним важным материалом является полиэтилен — он дешевле и широко применяется в производстве товаров широкого потребления. ПВХ используется в электротехнике. Кроме того, есть полипропилен и некоторые смеси полиолефинов, которые применяются в отдельных специализированных проектах.
Каждая порошковая смола плавится при своей температуре и по-разному ведет себя в резервуаре. Если выбрать неподходящую, вся партия окажется браком. Каким нагрузкам должна выдерживать деталь? Воздействию химикатов? Солнцу и дождю? Контакту с пищевыми продуктами? Трению, которому она подвергается восемь часов в день? Ответ зависит от выбора смолы.
Одна из вещей, которая застаёт людей врасплох, — это срок хранения. Если оставить пакет с порошком открытым в цехе на неделю, он впитает влагу. Появятся комки. В него попадут посторонние частицы. Перед загрузкой в резервуар просейте порошок через сито и выбросьте всё, что не рассыпается легко. Потратив на это пять минут, вы избавите себя от целой смены головной боли.
Очистка металла
Большинство дефектов покрытия связано именно с этим этапом. Деталь может выглядеть абсолютно чистой, но на ней может остаться тонкий, как волосок, слой смазочного масла или окалины. Этого вполне достаточно. Порошок оседает на него, сначала всё выглядит нормально, а через три недели всё покрытие начинает отслаиваться целыми пластами.
На предприятиях эту задачу решают несколькими способами. Самым распространенным является пескоструйная обработка. Она удаляет ржавчину, старую краску, окалину и придает металлу шероховатую поверхность, к которой хорошо прилипает порошковая краска. Детали, которые слишком тонкие или хрупкие для пескоструйной обработки, вместо этого проходят через ванну с щелочным раствором, который растворяет смазку и машиностроительные масла, не повреждая поверхность. На некоторых предприятиях также применяется этап фосфатирования, в ходе которого на поверхность наносится микротонкий химический слой, способствующий ещё лучшему сцеплению покрытия.
Во многих случаях грунтовку наносят после очистки. На детали, предназначенные для использования на открытом воздухе, а также на все, что будет подвергаться воздействию коррозионной среды, действительно следует нанести слой грунтовки под порошковую краску. Она обеспечивает лучшую адгезию и служит дополнительным барьером против ржавчины. Это недорогое мероприятие, которое окупается многократно.
Вот простой способ проверить, действительно ли деталь чистая: прикоснитесь к ней голым пальцем. Видны отпечатки пальцев? Значит, на металле остались масляные пятна. Деталь нужно снова отправить на мойку.
Маскирование
Резьба, отверстия под болты, отверстия под подшипники, точки электрического контакта. На этих участках не должно быть пластика, поэтому их заделывают перед тем, как деталь отправляется в печь.
Большую часть работы берут на себя силиконовые заглушки и колпачки. Их вдавливают в отверстия и надевают на шпильки; они выдерживают температуру в печи, не теряя своих свойств. Плоские поверхности, которые должны оставаться чистыми, покрывают высокотемпературной лентой или специальной маскирующей пастой.
Неаккуратное нанесение маскирующего слоя становится заметным только после того, как деталь уже покрыта слоем материала и остыла. В этот момент кто-то стоит у верстака с стоматологической пинцеткой и соскребает засохший пластик с резьбы. Это не самое разумное использование времени. Правильное нанесение маскирующего слоя с самого начала занимает всего две дополнительные минуты, но позволяет сэкономить целый час на доработке.
Настройка псевдоожиженного слоя
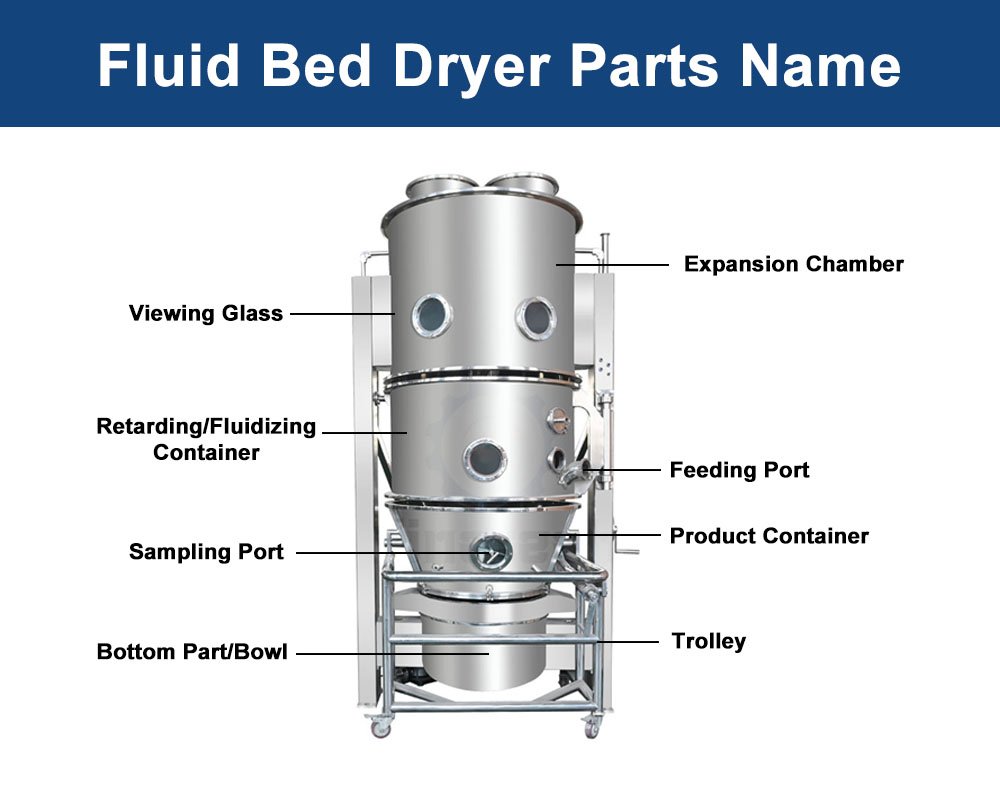
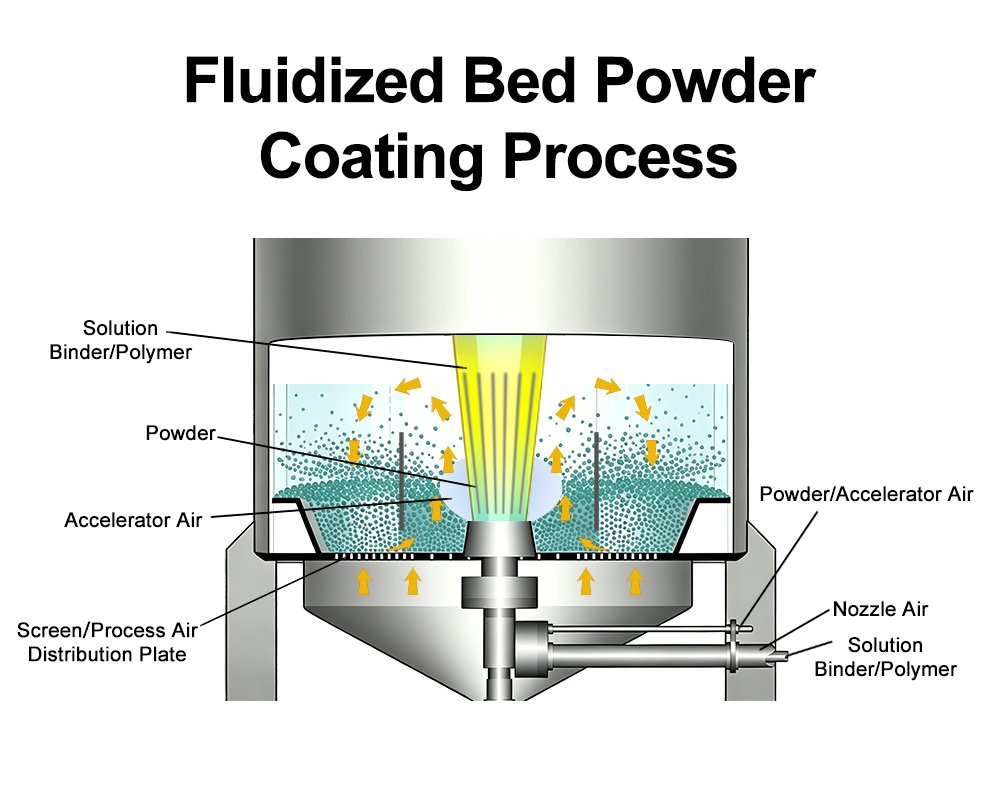
Резервуар имеет простую конструкцию. Это стальной короб с открытой верхней частью. Внутри, на некоторой высоте, расположена пористая пластина или мембрана. Ниже этой пластины находится камера, герметичное пространство, в которое подается сжатый воздух. Порошок засыпается поверх пластины.
Включите подачу воздуха, и он начнёт проникать через мембрану в слой порошка. Зёрна отрываются друг от друга и начинают перемещаться. Слой, толщина которого в статическом состоянии составляла 24 дюйма, при подаче воздуха увеличится примерно до 29 или 30 дюймов. Хорошая флюидизация выглядит как медленное кипение. Вся поверхность должна мягко бурлить, без неподвижных участков.
Чтобы правильно настроить подачу воздуха, приходится немного повозиться. Если подача воздуха в печи недостаточна, порошок едва поднимается. Деталь, погруженная в печь с недостаточной подачей воздуха, выходит с пятнами. При избыточной подаче воздуха порошок разлетается за пределы резервуара и запыливает всё вокруг.
Прежде чем загружать серийные детали, кто-нибудь должен опустить в ложе штифт или руку в перчатке и прощупать его. Всё мягкое и рыхлое? Можно продолжать. Наткнулись на твёрдый ком или мёртвую зону у дна? Остановитесь и выясните причину. Засоренная мембрана, неравномерная подача воздуха или старый уплотнённый порошок, который не был отсеян.
Предварительный нагрев
Деталь помещается в конвекционную печь. Температура зависит от того, какой порошок находится в резервуаре. Полиэтилен и ПВХ требуют более низких температур — примерно от 350°F до 400°F. Нейлон требует значительно большего нагрева, а для тонких проволочных деталей с нейлоновым покрытием может потребоваться температура 550°F или выше, поскольку металл не удерживает тепло очень долго после выхода из печи.
Тепло должно проникнуть в центр детали, а не оставаться только на поверхности. Представьте себе стальной кронштейн, который снаружи кажется раскаленным, но внутри остаётся холодным. У такого кронштейна тепловая энергия заканчивается ещё до конца погружения. На тонких участках, которые нагреваются быстрее всего, в итоге образуется самый толстый слой покрытия. Толстые участки, внутри которых всё ещё сохраняется прохлада, практически не покрываются порошком. В результате получается покрытие, которое оказывается самым толстым там, где должно быть самым тонким, и самым тонким там, где должно быть самым толстым.
Время нагрева в печи зависит от детали. Для массивной стальной детали — от двадцати до тридцати минут. Для легкой проволочной конструкции — от пяти до восьми минут. При работе с новой деталью нет быстрого способа определить это время. Необходимо провести испытания образцов, измерить толщину покрытия, скорректировать параметры и повторить процедуру.
Следует также обратить внимание на скорость перемещения детали между печью и резервуаром. При перемещении детали по цеху вручную она теряет от 50 до 100 градусов. На передовых предприятиях печь устанавливают непосредственно рядом с резервуаром. Некоторые даже используют роликовые конвейеры или подвесные рельсовые системы, чтобы сократить время перемещения до нескольких секунд.
Окунание
Деталь удерживается в зажимном приспособлении, подвеске или с помощью клещей. Точка захвата должна приходиться на участок, который либо останется без покрытия, либо будет подправлен впоследствии. Плавно опустите деталь на рабочую поверхность. Рывковые или быстрые движения поднимают порошок и приводят к неравномерному нанесению покрытия.
Порошок плавится при контакте с раскалённым металлом и практически мгновенно начинает образовывать пленку. Медленное перемещение детали по слою, её наклонение и вращение обеспечивают покрытие порошком всех поверхностей: углублений, внутренних углов, сварных швов и пересечений проволок. Слой охватывает все эти участки, поскольку деталь со всех сторон окружена плавающим порошком.
Время погружения определяет толщину покрытия. Две-три секунды — для более тонкого слоя толщиной около 8–10 мил. Около восьми–десяти секунд — чтобы превысить 20 мил. В какой-то момент металл остывает ниже температуры плавления порошка, и новый порошок просто наслаивается в виде сухого песка, а не сплавляется. Когда это начинает происходить, деталь извлекают из ванны.
Умение точно определить, когда нужно извлечь деталь, приходит с опытом. Поведение порошка вокруг детали, которая ещё сильно нагрета, отличается от поведения порошка вокруг детали, которая уже остывает. Опытные специалисты могут определить это, наблюдая за тем, как порошок растекается у поверхности. Начинающие операторы, как правило, полагаются на секундомер, пока не наработают необходимый навык.
Последующий нагрев
При изготовлении тяжелых и толстых деталей этот этап часто пропускают вовсе. Тепловая масса, накопленная в металле, позволяет покрытию оставаться в расплавленном состоянии достаточно долго, чтобы оно само по себе равномерно растеклось. Затем деталь сразу переносится на решетку для охлаждения.
С более легкими деталями дело обстоит иначе. Тонкий металл отводит тепло настолько быстро, что порошок на поверхности может застыть еще до завершения нанесения. Вместо гладкой пленки поверхность получается неровной и шероховатой. Текстура «апельсиновой корки». Не проходит контроль качества. Повторная обработка в печи при температуре от 300 до 350°F в течение пяти–десяти минут обеспечивает пленке достаточно тепла, чтобы она устоялась и выровнялась.
Только не переборщите с температурой в духовке после нагрева. Если установить слишком высокую температуру, покрытие начнёт сползать с краёв, стекать по вертикальным поверхностям или скапливаться на дне детали. В данном случае лучше выбрать низкую температуру и медленное обжигание.
Охлаждение
Пока деталь ещё тёплая, к ней нельзя прикасаться, укладывать её в стопку или упаковывать. Сначала дайте ей остыть до комнатной температуры.
В большинстве мастерских деталь просто вешают на стеллаж и уходят. Остальное делает воздух. Это занимает некоторое время, но при этом на покрытие не оказывается никакой нагрузки, и деталь остается идеально ровной.
Нужно сделать это быстрее? Водяная баня с водой комнатной температуры обеспечивает затвердевание покрытия за считанные секунды. Предприятия с большими объёмами производства полагаются на этот метод, чтобы сократить время цикла. Однако следует учитывать один момент: известно, что при слишком быстром охлаждении нейлон на деталях определённой геометрии может растрескиваться. Перед тем как перейти на водяное охлаждение для нового артикула, всегда проводите испытания на образцах.
Проверка
Ни одна деталь с покрытием не покидает цех без проверки. Как минимум проверяются три параметра.
Сначала проверьте толщину. Возьмите магнитный или вихретоковый толщиномер и проверьте несколько точек по всей поверхности детали. В техническом паспорте указаны минимальное и максимальное значения. Если какое-либо показание выходит за пределы этого диапазона, необходимо отрегулировать что-то на предыдущем этапе. Показания, свидетельствующие о превышении толщины, обычно означают, что деталь была слишком горячей или пробыла в печи слишком долго. Показания, свидетельствующие о недостаточной толщине, указывают на потери тепла при перемещении или на наличие холодных зон в печи, которая нагревается неравномерно.
Далее — проверка адгезии. Возьмите острое лезвие, надрежьте покрытие крест-накрест и попробуйте его отковырять. Хорошо подготовленная деталь не поддастся ни на йоту. Покрытие отрывается при малейшем давлении? Это означает, что где-то были допущены ошибки при очистке или грунтовании.
В заключение следует провести визуальный осмотр. Осмотрите всю поверхность на наличие микроотверстий, пузырей, обнаженного металла, провисаний, шероховатой текстуры или любого подозрительного оттенка. Каждый тип дефекта — это подсказка. Мелкие отверстия часто связаны с выделением газов. Провисания означают, что температура в печи для последующего нагрева была установлена слишком высоко. Обнаженные участки обычно означают, что оператор пропустил какой-то участок во время погружения. Знание значения каждого дефекта значительно ускоряет поиск и устранение неисправностей.
Некоторые заказчики также запрашивают данные о продолжительности испытаний в солевом тумане, показатели ударопрочности или результаты испытаний на изгиб для образцов, отобранных из партии. Степень тщательности испытаний зависит от того, где в конечном итоге будет эксплуатироваться деталь. Кухонная решетка и корпус медицинского оборудования — это совершенно разные сферы применения.
Контроль толщины
Толщина покрытия зависит от трёх факторов.
Насколько горячей является деталь при поступлении в печь. Чем горячее металл, тем больше порошка он расплавляет. Если повысить температуру в печи на 25 градусов, толщина готового покрытия может увеличиться на несколько мил, даже если не изменять никаких других параметров.
Как долго деталь находится под водой. Чем дольше — тем дольше происходит контакт с порошком, прежде чем металл опустится ниже температуры плавления смолы.
Сам порошок. Более мелкие частицы образуют более тонкие слои. Более крупные — быстрее накапливаются. Здесь также важна степень флюидизации слоя, поскольку в неактивном слое контакт с деталью происходит не так равномерно, как в активном.
Чтобы установить заданную толщину покрытия для серийного производства, приходится действовать методом проб и ошибок. Нанесите покрытие на несколько тестовых деталей, измерьте их толщину с помощью измерительного прибора, скорректируйте температуру печи или время погружения и повторите процесс. Повторяйте до тех пор, пока показатели не будут соответствовать заданным значениям. После этого технологическая рецептура будет обеспечивать стабильное качество покрытия на всех деталях практически без отклонений.
Заключение
Очистка, нанесение маски, подготовка заготовки, нагрев, погружение, дополнительный нагрев (при необходимости), охлаждение, контроль качества. Восемь этапов от голой стали до готовой детали с покрытием. Ни один из них не требует степени доктора наук. Но каждый из них нужно выполнить правильно, иначе следующий этап не удастся. Предприятия, которые год за годом выпускают отличные детали с покрытием, — это те, которые отказываются идти на компромиссы ни на одном из этих этапов.
Уведомление об авторских правах:
Вы не имеете права воспроизводить, изменять, публиковать, показывать, передавать или каким-либо образом использовать любое содержимое данного сайта, а также использовать его для создания любой базы данных без предварительного письменного разрешения компании Finetech Group. Для получения разрешения на использование контента, пожалуйста, свяжитесь с: info@pharmamachinecn.com.
Отказ от ответственности:
Информация, содержащаяся в данной статье, предназначена только для общего ознакомления. Компания не гарантирует точность, актуальность, своевременность или полноту любой информации, и компания не несет ответственности за ошибки или упущения в содержании данной статьи.