Skip to content
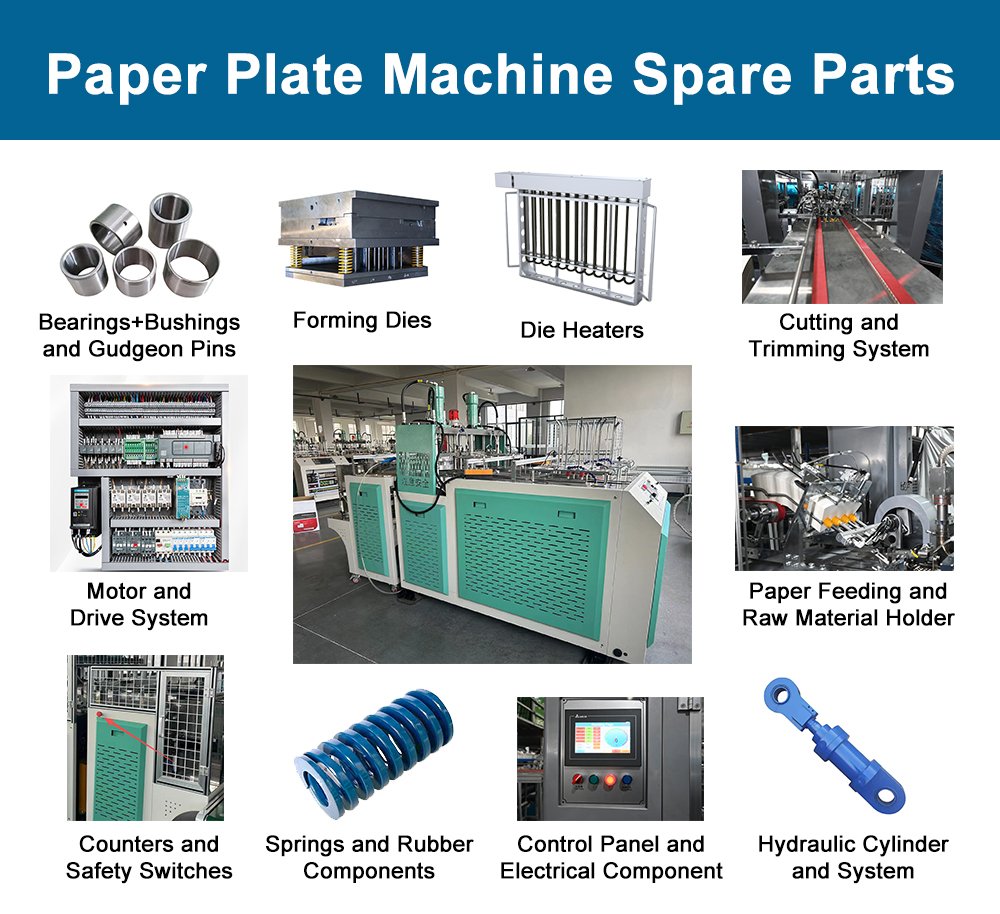
Skip to content Paper plate machines aren’t complicated compared to some other manufacturing equipment. But they run under heat and pressure all day, and that takes a toll on parts. Knowing the paper plate machine spare parts name for each component keeps you from ordering the wrong thing when the machine goes down.
Doesn’t matter if you’re running a single-die semi-automatic or a multi-die fully automatic setup. The parts are mostly the same. Just more of them on the bigger machines.
1. Forming Dies
The die is the most important part on the machine. Upper die and lower die press together with heat and pressure to shape flat paper stock into a plate. Round plates, diamond cut, wrinkle edge, partition thali. The die decides the shape.

Dies are made from steel or sometimes aluminum. Heat and repeated pressing cycles wear the surface down. Edges lose their sharpness. The pattern gets shallow. Plates start coming out with soft edges or incomplete shapes.
You’ll need different die sets for different plate sizes and styles. A 9-inch round die won’t make a 12-inch plate. Seems obvious but people order the wrong size more than you’d think.
When you switch die sets, check alignment before you start running. Upper and lower dies that don’t line up perfectly give you plates with uneven edges and inconsistent depth. A couple minutes of checking saves hours of scrap.
Die prices vary a lot depending on size and style. Wrinkle plate dies and partition thali dies cost more than simple round ones because the tooling is more complex. Budget for that if you’re running multiple styles.
2. Die Heaters
The heaters sit inside or behind the forming dies. They bring the dies up to temperature so the paper softens and molds into shape. Without enough heat, the paper doesn’t form right and plates come out flat or only partially shaped.

Ceramic heaters and cartridge heaters are what you’ll find in most machines. Ceramic ones are more common on Indian-made equipment. Cartridge heaters show up on machines from other manufacturers. Both do the same job.
They burn out. That’s just what heaters do. When one goes, that section of the die runs cold and the plates from that area come out wrong.
Sometimes the heater doesn’t fully die but loses output. Plates look okay at first glance but they’re not formed as deep or crisp as they should be.
Keep spares. Heaters are cheap and swapping one takes maybe 15 minutes. Not worth running without a backup on the shelf.
3. Hydraulic Cylinder and System
Most paper plate machines use a hydraulic cylinder to drive the upper die down onto the lower die. That’s where the pressing force comes from.

Cylinder seals wear out. Once they go, you lose pressure. The press doesn’t hit as hard and plates come out soft or poorly formed. Oil leaks around the cylinder rod are your first warning. Don’t ignore them. A leaking cylinder only gets worse.
The hydraulic pump, oil reservoir, pressure valve, and hoses are all part of this system. Hoses crack and leak. The pump wears internally.
The pressure relief valve can drift, which changes how much force the press delivers. If your plates are suddenly coming out different and you haven’t changed anything else, check the hydraulic pressure gauge first.
Oil quality matters. Dirty oil or low oil level causes the pump to cavitate, which sounds bad and is bad. Change the oil and filter on schedule.
Hose fittings are another weak point that people miss. A fitting that’s slightly loose won’t leak much at first. But under pressure it gets worse. Tighten fittings during scheduled maintenance and replace any hose that looks swollen, cracked, or stiff.
4. Paper Feeding and Raw Material Holder
The feeding system gets the paper stock into position between the dies. Simpler machines are manual. Operator puts the paper in by hand. Automatic machines have a roll holder (unwinder), pull rollers, and guides that feed paper into the die area.

Automatic feed systems have more that can go wrong. Rollers wear smooth and lose grip. Tension springs weaken. Guides get bent from jams. All of it leads to paper feeding crooked or not advancing far enough between cycles.
Manual machines are simpler. The main spare you’ll need for the feed area is the paper guide or positioning plate. It holds the paper stock in place so the operator can slide it in straight. If it gets bent or worn, plates come out off-center.
Roll holders on automatic machines have bearings that can seize or get rough. When that happens the paper roll doesn’t spin freely and the feed gets jerky. Uneven feed means uneven plates.
5. Cutting and Trimming System
After the plate is formed, the excess paper around the edges needs to be trimmed. Some machines cut during the forming press stroke. Others have a separate cutting station.

The cutter blade or trimming die wears down and starts leaving ragged edges or incomplete cuts. Plates that aren’t trimmed clean look bad and can cause problems in packaging.
Blade sharpness drops faster when you’re running thicker paper stock. If you notice the edges getting rough, check the blade before you adjust anything else. A lot of people start messing with pressure or temperature when really it’s just a dull cutter.
Circular cutters need to be sharpened or replaced periodically. Punch-style cutters that cut during the die press stroke last longer but they’re harder to replace because you have to pull the whole die assembly apart to get at them.
6. Motor and Drive System
The motor powers the hydraulic pump on hydraulic machines. Mechanical machines are different. The motor drives the press through belts, pulleys, and sometimes a crankshaft.

Belts stretch and crack. Pulleys wear at the bore and keyway. Bearings in the motor and drive system get noisy before they fail. If you hear grinding or squealing from the drive area, something is on its way out.
Motors themselves don’t fail often but when they do you’re stuck. Continuous-duty motors take the most bearing abuse. Keep the motor vents clear of paper dust. A motor that can’t cool itself overheats and dies early.
Gearboxes show up on some machines, especially bigger automatic ones. Same story as any gearbox. Listen for noise. Check for oil leaks. Change the oil when it’s due. A gearbox failure stops the line just like a dead motor does.
Belt tension is worth checking regularly on belt-driven machines. Too loose and the belt slips, which means the press cycles slower than it should. Too tight and you’re putting extra load on the motor bearings. There’s a sweet spot and it only takes a few minutes to check.
7. Control Panel and Electrical Components
The control panel has the timer, temperature controller, switches, and sometimes a counter. Basic machines keep it simple. A couple dials, some indicator lights, and a start/stop button.

Timers control how long the press holds the die closed. If the timer fails, the press cycle goes wrong. Either the die opens too early and the plate isn’t fully formed, or it stays closed too long and the paper scorches.
Energy regulators control power to the heaters. When one drifts or fails, die temperature swings and plate quality goes with it. These are a few bucks each. No reason not to keep extras.
Limit switches tell the machine when the press is at the top or bottom of its stroke. A bad limit switch can cause the machine to stop mid-cycle or not start at all. They’re small, cheap, and easy to replace once you figure out which one went bad.
Contactors, relays, and fuses round out the electrical side. Contactors switch heavy loads like the motor. Relays handle logic and signaling. Fuses blow when there’s a surge. All of it is standard electrical stuff. Keep common fuse sizes on hand.
8. Bearings, Bushings, and Gudgeon Pins
Bearings and bushings show up in the die press mechanism, the motor, and anywhere else something rotates or slides. Gudgeon pins connect the hydraulic cylinder rod to the press arm. They take a lot of stress with every cycle.

Gudgeon pins wear. Once worn, you get slop in the press movement. The upper die doesn’t come down straight anymore and plate quality drops. Replacing a worn gudgeon pin tightens up the press action immediately.
Bearings in the die area see both heat and load, which shortens their life compared to bearings elsewhere on the machine. Use the grade the manufacturer spec’d. Cheaper bearings save a few bucks upfront but they don’t last.
9. Springs and Rubber Components
Die springs push the upper die back up after each press cycle. If a spring weakens or breaks, the die doesn’t retract fully or evenly. That causes alignment problems and can even damage the dies.

Rubber bumpers, pads, and dampeners absorb shock in the press mechanism. They harden and crack from heat exposure. A hardened rubber bumper doesn’t absorb impact anymore, which means more vibration in the frame and more wear on everything connected to it.
O-rings in the hydraulic system are rubber too. They dry out, crack, and leak. Keeping a set of common O-ring sizes around costs almost nothing and saves you from hydraulic headaches.
10. Counters and Safety Switches
Automatic machines usually have a production counter. It tracks how many plates the machine has made. Not a wear part exactly, but when the counter display goes dark or starts giving wrong numbers, operators lose visibility into what the machine is doing.

Safety switches prevent the machine from running when guards are open or when something is out of position. Bypassing a safety switch is dangerous and also illegal in a lot of places. If a safety switch fails, replace it. Don’t wire around it.
Stock What Breaks Most
Dies, heaters, hydraulic seals, gudgeon pins, and springs. Those are the parts that go first on most paper plate machines. Keep them stocked with the model number and size written on the box.
When something breaks during a shift and the machine is sitting there doing nothing, whoever has the part on the shelf wins. Whoever has to call a supplier and wait three days loses production, loses orders, and loses money. Plan ahead.