Zum Inhalt springen
Zum Inhalt springen Die Pharmaindustrie produziert fast 1,3 Billionen Tabletten pro Jahr. Diese enorme Menge an Medikamenten erfordert absolute, unverhandelbare Qualität und Konsistenz. Die Realität sieht jedoch so aus, dass durchschnittlich vier Arzneimittelrückrufe Das passiert täglich allein in den USA.

Obwohl viele Faktoren zu diesen Qualitätsmängeln beitragen, zählen Verklemmungen und Fehlstellen bei der Tablettenpressung zu den häufigsten Fehlern, die eine gesamte Produktionscharge zum Scheitern bringen können. Diese Probleme sind nicht nur produktionstechnisch problematisch, sondern stellen auch ein kritisches Qualitätsrisiko dar, das die Patientensicherheit gefährdet und kostspielige behördliche Maßnahmen nach sich zieht.
Wie können Sie also die Qualität und Konsistenz Ihrer Produkte gewährleisten? Lesen Sie diesen Artikel weiter, um die Ursachen und einfache Lösungen zu verstehen und Tablettenfehler der Vergangenheit angehören zu lassen.
Wichtigste Erkenntnisse: Kleben und Aufpicken bei der Tablettenpressung
- Identifizieren Sie die FehlerDas Festkleben von Tabletten entsteht, wenn diese an den Lochflächen haften bleiben, während das Ablösen von Teilen der Tablettenoberfläche durch das teilweise Entfernen dieser Stellen erfolgt. Die Kenntnis des Unterschieds ist entscheidend für die Vorbeugung.
- Rezeptur verfeinern: Optimierung von Bindemitteln, Gleitmitteln und Schmierstoffen zur Verbesserung des Fließverhaltens, Reduzierung der Adhäsion und Erhaltung der Tablettenintegrität.
- Geräte instand haltenPolierte Stempel, Schutzbeschichtungen und regelmäßige Kontrollen verhindern Oberflächenfehler, die zu Defekten führen können.
- Prozess und Umgebung optimieren: Kompressionsgeschwindigkeit, Verweilzeit und Ausstoßkraft anpassen, während Luftfeuchtigkeit und Temperatur für eine reibungslose Tablettenauslösung stabil gehalten werden.
- MonitorproduktionRegelmäßige Inspektionen und frühzeitiges Eingreifen decken Mängel auf, bevor sie die Qualität oder den Output beeinträchtigen.
Was ist Sticking and Picking?
Anhaften ist einer der häufigsten Herstellungsfehler bei Tabletten. Es tritt auf, wenn das Granulat der Tablettenformulierung während der Pressung an der Stempelspitze oder den Matrizenwänden haften bleibt. Dies führt zu einer matten, unebenen und rauen Tablette mit schlechter optischer Qualität.

Das sogenannte „Picking“ ist eine spezielle Form des Verklebens und ein besonderer Qualitätsfehler. Dabei haftet das Tablettenmaterial an den feinen Details der Prägefläche, beispielsweise an den eingeprägten Buchstaben oder Zahlen. Dieser Defekt führt zum Abtragen von Material im beschädigten Bereich, wodurch eine abgebrochene Tablette mit beschädigter Gravur zurückbleibt.

Sowohl das Anhaften als auch das Aufpicken von Materialien führen zu fehlerhaften Endprodukten, was für Hersteller ein erhebliches Qualitätsrisiko darstellt. Häufig ziehen sie kostspielige Produktionsausfälle, Chargenablehnungen und die potenzielle Nichterfüllung strenger regulatorischer Standards nach sich.
Ursachen für Verkleben und Ablösen bei der Tablettenpressung
Die Tablettenherstellung ist ein hochkomplexer und streng kontrollierter Prozess. Die Erzielung einer gleichbleibenden Qualität ist dabei entscheidend. verschiedene Arten von Pillen und Tabletten machen den Prozess anfällig für Verkleben und Ablösen.
Die Ursachen für diese Ausfälle lassen sich auf drei Hauptkategorien zurückführen: Probleme im Zusammenhang mit der Rezeptur, ungünstige Verarbeitungsbedingungen und Mängel an Werkzeugen und Geräten.
1. Formulierungsbezogene Probleme
Formulierungsprobleme sind Probleme, die der Mischung der Inhaltsstoffe (der Formulierung) selbst innewohnen. Diese Probleme entstehen während des Mischens und Granulierens und werden während der Verpressung sichtbar. Und so funktioniert es:
1.Hoher Feuchtigkeitsgehalt
Ein hoher Feuchtigkeitsgehalt im Produkt und in der Umgebung ist eine Hauptursache für diese Mängel. Tabletten, die durch Feuchtgranulierung hergestellt werden, sind besonders anfällig. Wird das Granulat während des Trocknungsprozesses nicht ausreichend getrocknet, bleibt ein hoher Feuchtigkeitsgehalt zurück, der das Material aufweicht. Beim Verpressen haftet dieses feuchte, klebrige Pulver leicht an den Stempelflächen und Matrizenwänden, was zu Verklebungen und Materialabplatzungen führt.
2. Hygroskopische Inhaltsstoffe
Bestimmte pharmazeutische Wirkstoffe (APIs), wie zum Beispiel Vancomycinhydrochlorid Und Dexamethason-Natriumphosphat, Sie sind stark hygroskopisch. Werden sie nicht unter kontrollierten Feuchtigkeitsbedingungen gehandhabt, nehmen sie schnell Luftfeuchtigkeit auf. Diese Feuchtigkeit macht die Pulvermischung klebrig und plastisch, was beim Tablettieren zu erheblichen Verklebungs- und Abplatzfehlern führen kann.
3. Unzureichendes Schmiermittel
Schmierstoffe sind Hilfsstoffe, die der Formulierung speziell zugesetzt werden, um Anhaften und Ablösen zu verhindern. Sie bilden eine dünne Schutzschicht zwischen dem Pulvergemisch und den Oberflächen der Metallwerkzeuge. Unzureichende Mengen oder schlecht vermischte Schmierstoffe in der Formulierung können diese notwendige Schutzschicht nicht bilden. Dadurch haftet das Material während der Kompression an Stempeln und Matrizen.
2. Verarbeitungsbedingungen

Fehler in den Verarbeitungsbedingungen sind Probleme, die während der eigentlichen Herstellungsphasen der Tablette auftreten. Diese Probleme entstehen bei der Granulierung, Trocknung oder Verpressung. Schauen wir sie uns genauer an:
1. Geringe Kompressionskraft
Die Kompressionskraft ist der hohe Druck, der durch die Stempel erzeugt wird, um loses Pulver in eine harte und zusammenhängende Tablette zu verwandeln. Eine zu geringe Kompressionskraft führt zu einer mangelhaften Bindung zwischen den Partikeln und einer geringen Tablettenhärte. Diese unzureichende Verdichtung hinterlässt eine schwache und poröse Materialoberfläche, wodurch die Tablette stark zum Verkleben neigt.
2. Kurze Verweilzeit
Die Verweilzeit ist der kurze Zeitraum, in dem die Tablettenpresse die maximale Kompressionskraft auf das Pulver aufrechterhält. Ist diese Zeit zu kurz, hat die Luft im Stempelhohlraum nicht genügend Zeit zu entweichen, bevor der Druck nachlässt.
Durch die plötzliche Druckentlastung bricht die Oberfläche der Tablette auf und beschädigt Prägungen, Rilllinien oder Logos. Diese bleiben an der Stempelspitze haften, sodass nur noch ein Haufen herausgelöster Tabletten zurückbleibt.
3. Hohe Temperatur
Ähnlich wie übermäßige Feuchtigkeit trägt auch eine hohe Temperatur zum Verkleben bei. Wirkstoffe mit niedrigem Schmelzpunkt, wie beispielsweise Ibuprofen, können durch die Reibungswärme, die bei schneller Kompression entsteht, erweichen oder teilweise schmelzen. Dies führt zu einem klebrigen, zähflüssigen Film auf den Stempelflächen oder zu starken Verklemmungsproblemen.
3. Probleme mit Werkzeugen und Ausrüstung

Diese Fehler stehen in direktem Zusammenhang mit der Rotationstablettenpresse Das Problem betrifft insbesondere die Presswerkzeuge (Stempel und Matrizen) und die verwendeten Materialien. Es geht dabei um den physischen Zustand der Stempelflächen, wie Kratzer oder Abnutzung, oder um Fehler in der Gestaltung der Stempelspitzengravur.
1. Probleme mit der Stanzoberfläche
Die Stempel bestimmen während des Kompressionsprozesses die endgültige Größe und Form der Tablette. Bei rauen, zerkratzten oder unebenen Stempelflächen kommt es zu Verklebungen, da sich in diesen Unebenheiten Vertiefungen bilden, in denen sich das Klebstoffmaterial ansammeln und vermehren kann. Ist die Oberfläche hingegen zu glatt, können starke elektrostatische Kräfte entstehen, ein Vakuumeffekt erzeugt werden oder die Verklebung verstärkt werden.
2. Mangelhafte Stempelwartung
Die Stempelspitze ist üblicherweise mit einer Chrompolierschicht überzogen, die als Schutzschicht gegen Produktanhaftungen dient. Diese Schutzschicht kann jedoch durch mangelhafte Reinigung oder aggressive Reinigungsmittel beschädigt werden. Sobald der Stahl freiliegt, kann das Produkt während des Tablettenpressvorgangs leicht anhaften.
Die Prägung oder Vertiefung an der Stempelspitze kann das Design ebenfalls angreifbar machen. Beschädigungen oder scharfe Kanten an diesen kleinen Buchstaben oder Logos können beim Abziehen des Stempels Material abreißen.
3. Stahlqualität
Die innere Reinheit des Stahls ist für die Minimierung von Anhaftungen von entscheidender Bedeutung. Verschmutzte oder minderwertige Stähle weisen eine hohe Anzahl nichtmetallischer Einschlüsse auf, die mikroskopisch kleine Hohlräume und Unebenheiten auf der Stempeloberfläche hinterlassen. Diese Defekte bieten Ansatzpunkte für Materialansammlungen und erhöhen somit das Risiko von Anhaften und Brechen.
Auswirkungen von Anhaften und Ablösen bei der Tablettenpressung
Anhaften und Aufreißen sind Qualitätsmängel, die über die Fertigung hinausgehen. Diese Defekte beeinträchtigen nicht nur die ästhetische Qualität des Endprodukts, sondern verursachen auch finanzielle Schäden und bergen erhebliche regulatorische Risiken für das Pharmaunternehmen.
1. Ästhetische Mängel
Diese Probleme beeinträchtigen sofort die Bildqualität und die Verarbeitung des Tablets. Durch das Verkleben wirkt das Tablet rau, matt oder durch Materialablagerungen beschädigt. Das Abziehen von Fingerabdrücken hingegen verursacht sichtbare Schäden wie kleine Vertiefungen, Absplitterungen oder die Zerstörung des geprägten Logos oder der Rilllinie.
2. Produktionsausfallzeiten
Das Anhaften und Entnehmen von Tabletten erfordert einen sofortigen Stopp der Tablettenpresse. Die Bediener müssen die Werkzeuge manuell reinigen oder die Stempel komplett ausbauen, neu polieren und neu einsetzen. Dieser Prozess führt zu erheblichen, ungeplanten Produktionsausfällen, was den Ausstoß verringert und die gesamten Arbeits- und Fertigungskosten erhöht.
3. Nichteinhaltung von Vorschriften
Qualitätskontrollprobleme beeinträchtigen unmittelbar die erforderliche Qualität eines Arzneimittels. Die daraus resultierenden Tablettenbeschädigungen und Materialverluste beeinträchtigen die Dosierungsgleichmäßigkeit der Tabletten, wodurch der Patient möglicherweise eine falsche Wirkstoffmenge erhält. Dies stellt einen schwerwiegenden Verstoß gegen die Arzneimittelvorschriften dar. Gute Herstellungspraxis (GMP).
Darüber hinaus zeigen diese Mängel, dass der Fertigungsprozess nicht durchgängig überwacht oder gesteuert wird. Daher kann es schwierig sein, die erforderlichen Ergebnisse zu erzielen. Prozessvalidierung und wichtige Parameter wie zum Beispiel qualifizieren Designqualifizierung (DQ), Installationsqualifizierung (IQ) und Leistungsqualifizierung (PQ).
Lösungen zur Vermeidung von Zupfen und Kleben
Durch konsequente proaktive Maßnahmen, Anpassungen der Rezeptur und sorgfältige Wartung lassen sich Probleme wie Verkleben und Ablösen bei der Tablettenpressung vermeiden. So funktioniert es:
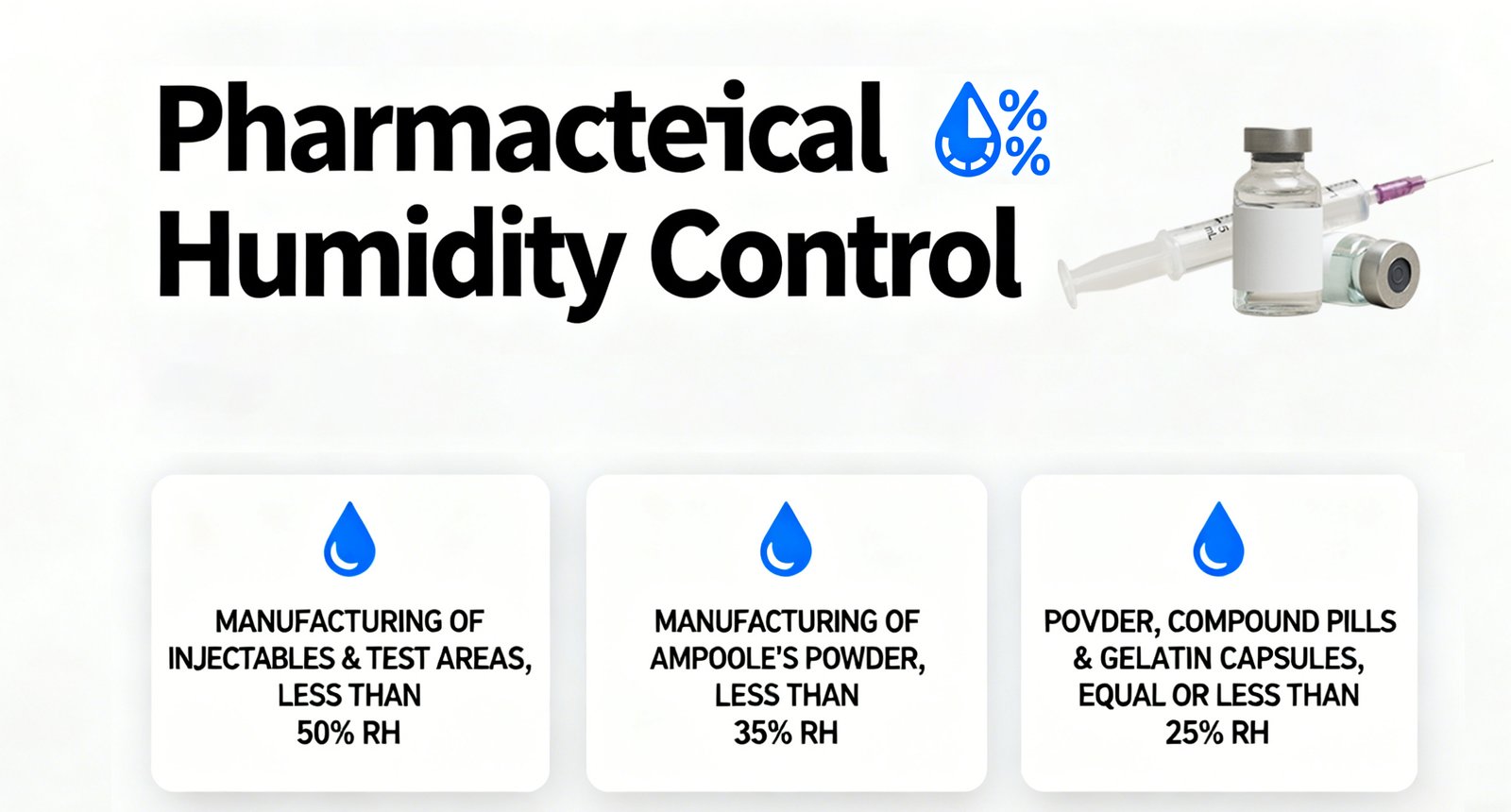
1. Feuchtigkeits- und Luftfeuchtigkeitskontrolle
Die beste Methode, um Anhaften und Ablösen zu minimieren, ist eine strikte Feuchtigkeits- und Luftfeuchtigkeitskontrolle. Ideal relative Luftfeuchtigkeit (RH) Die Temperatur im Kompressionsraum sollte unter 601 °C gehalten werden, um die Feuchtigkeitsaufnahme hygroskopischer Materialien zu verhindern. Bei der Feuchtgranulierung ist stets darauf zu achten, dass das Material vor dem Pressvorgang ausreichend getrocknet ist.
2.Schmierstoffe hinzufügen
Eine ausreichende Schmierung ist unerlässlich, um Anhaften und Reibung zu reduzieren. Schmierstoffe wie Magnesiumstearat sollten stets erst im letzten Schritt des Mischprozesses hinzugefügt werden, um eine optimale Beschichtung der Granulate zu gewährleisten. Nach dem Mischen des Schmierstoffs dürfen keine weiteren Hilfsstoffe mehr hinzugefügt werden, da dies den Schutzfilm beschädigen und zu Verklebungen führen kann.
3. Stanzdesign optimieren
Das Herausziehen des Stempels erfolgt häufig an den feinen Details der Tafel, wie beispielsweise dem Logo oder der Rilllinie. Durch die Verwendung von konischen oder rampenförmigen Gravuren lässt sich die Stempelkonstruktion optimieren. Das bedeutet, dass die Wände der geprägten oder vertieften Zeichen leicht geneigt und nicht senkrecht verlaufen. Diese Ausrichtung gewährleistet ein gleichmäßiges und schonendes Herausziehen des Stempels aus der Tafel.
4. Stahlauswahl
Die Wahl des richtigen Stahls verbessert die Lebensdauer und Leistung der Tablettenpresse. Für klebrige Produkte verwenden Sie Stanzstahl mit einer hohen Chromkonzentration in der Legierung, typischerweise zwischen 16% und 18%.
Zum Beispiel Stähle wie M340 oder 440 °C Sie sind äußerst vorteilhaft, da der hohe Chromgehalt eine dünne, schützende Oxidschicht bildet. Diese Werkstoffe verbessern die Ablöseeigenschaften des Produkts und verringern die Neigung des klebrigen Materials, an der Stempeloberfläche zu haften.
Schluss mit der Suche nach dem richtigen Produktionspartner!
Die Tablettenpressung ist einer der kritischsten Prozesse in der pharmazeutischen Produktion. Selbst kleine Fehler in der Rezeptur, geringfügige Verarbeitungsfehler oder Werkzeugdefekte können die Qualität beeinträchtigen und eine ganze Charge unbrauchbar machen.
Die gute Nachricht ist jedoch, dass sich das Verkleben und Aufreißen von Tabletten bei der pharmazeutischen Tablettenpressung vollständig vermeiden lässt. Ein proaktiver Ansatz, der sorgfältige Wartung und strategische Prozessoptimierung umfasst, kann Sie vor kostspieligen Ausfallzeiten und behördlichen Bußgeldern bewahren.
Und wissen Sie, was noch besser ist? Mit dem richtigen Experten für pharmazeutische Produktion zusammenzuarbeiten, um diese Probleme von vornherein zu vermeiden. Entscheiden Sie sich für Finetech! Unser breites Angebot an Tablettenpressen stellt sicher, dass Ihre Qualitäts- und Leistungsziele stets termingerecht erreicht werden.
Kontaktieren Sie uns noch heute oder besuchen Sie unsere Website, um unsere Kompressionslösungen in Aktion zu sehen!
Empfohlene Lektüre:
Wie werden Tabletten hergestellt? Eine einfache Anleitung zum Herstellungsprozess.
Entdecken Sie die verschiedenen Pillenarten: Der vollständige Leitfaden.
Copyright-Hinweis:
Es ist nicht gestattet, Inhalte dieser Website zu vervielfältigen, zu verändern, zu veröffentlichen, darzustellen, zu übermitteln oder in irgendeiner Weise zu verwerten oder solche Inhalte zum Aufbau von Datenbanken jeglicher Art zu verwenden, es sei denn, es liegt eine ausdrückliche schriftliche Genehmigung der Finetech Group vor. Für eine Genehmigung zur Nutzung des Inhalts wenden Sie sich bitte an: info@pharmamachinecn.com
Haftungsausschluss:
Die in diesem Artikel enthaltenen Informationen dienen lediglich der allgemeinen Information. Das Unternehmen übernimmt keine Garantie für die Richtigkeit, Relevanz, Aktualität oder Vollständigkeit der Informationen, und das Unternehmen übernimmt keine Verantwortung für Fehler oder Auslassungen im Inhalt dieses Artikels.