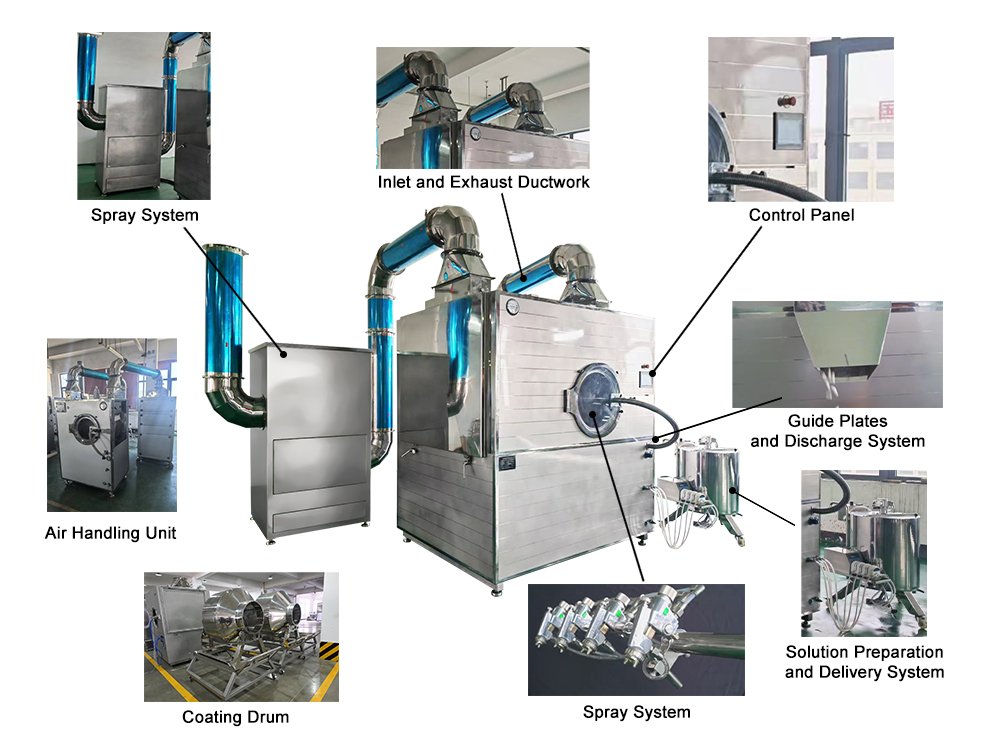
Teile der Tablettenbeschichtungsmaschine Name
Tablettenüberzugsmaschinen überziehen die fertigen Tabletten mit einer dünnen Materialschicht. Filmüberzug, Zuckerüberzug, magensaftresistenter Überzug. Die Maschine
 Zum Inhalt springen
Zum Inhalt springen 












Ermöglicht Ihnen die einfache Anpassung von Luftdruck, Temperatur und Zerstäubungsfunktionsoptionen.

Die hohe Qualität unserer Tablettenbeschichtungsmaschinen beruht auf der Erfahrung unserer Techniker und der Konzentration auf jedes Detail.
Tablettenüberzugsmaschinen überziehen die fertigen Tabletten mit einer dünnen Materialschicht. Filmüberzug, Zuckerüberzug, magensaftresistenter Überzug. Die Maschine

Das makellose Aussehen und die glatte Oberfläche vieler Medikamente sind das Ergebnis eines entscheidenden Prozesses, nämlich des Tablettenüberzugs. Diese
Die Beschichtung von Tabletten ist für die Gesamtstabilität und Wirksamkeit von pharmazeutischen Wirkstoffen von entscheidender Bedeutung. Eine wichtige Komponente in dieser Hinsicht

Aktiver Überzug Beim aktiven Überzug befindet sich der Wirkstoff im Überzug selbst. Nicht in den Tablettenkern. Klingt verkehrt, ist aber so
Ja, klar!!!
Eine Tablettenbeschichtungsmaschine trägt eine dünne, gleichmäßige Schicht Beschichtungsmaterial auf Tablettenkerne auf. Zu den Hauptaufgaben gehören:
Geschmacksmaskierung (bittere APIs)
Feuchtigkeitsschutz (hygroskopische Materialien)
Lichtschutz (lichtempfindliche Medikamente)
Kontrollierte Freisetzung (magensaftresistente, Depot-Beschichtungen)
Identifikation (Markenfarben, Kennzeichnungen)
Verbesserung der Schluckbarkeit (glatte Oberfläche)
Mechanischer Schutz (Verringerung von Absplitterungen/Staubbildung)
Standard-Wannenbeschichter: Konventionelle Beschichtungstrommeln (schräg, drehbar)
Perforierte Pfannenbeschichtungsanlagen:
Accela-Cota™: Durchlöcherte Pfanne mit Prallblech
Driacoater™: Vollständig perforierte Trommel
Hi-Coater™: Schräg perforierte Pfanne
Wirbelschichtbeschichter: Wurster Bodensprühsysteme für Pellets
Kontinuierliche Beschichtungsanlagen: Für die Produktion mit hohem Durchsatz
| Zuckerüberzug | Filmbeschichtung |
|---|---|
| Dicke Beschichtung (Gewichtszunahme 30-50%) | Dünne Beschichtung (Gewichtszunahme 2-5%) |
| Mehrere Schichten (Grundierung, Glättung, Farbgebung, Polieren) | Einzelne Polymerschicht |
| Lange Bearbeitungszeit (Stunden/Tage) | Kurze Bearbeitungszeit (1-3 Stunden) |
| Erfordert qualifizierte Bediener | Automatisiert, reproduzierbar |
| Verwendet Lösungen auf Saccharosebasis | Verwendet Polymerlösungen (HPMC, PVP usw.). |
| Abgerundetes, glänzendes Aussehen | Behält die Tablettenform, glatte Oberfläche |
Beschichtungspfanne: Rotierende Trommel (perforiert oder massiv)
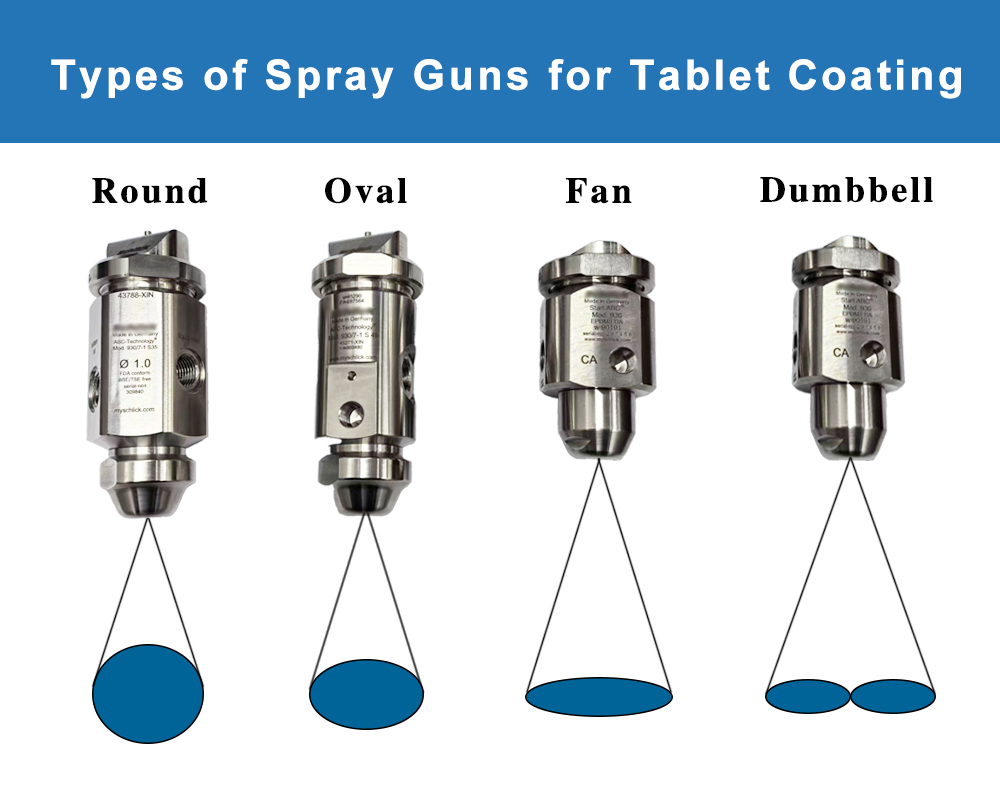
Sprühsystem:
Pistolen/Düsen: Typischerweise pneumatisch oder luftlos
Pumpe: Peristaltik- oder Kolbenpumpen für Beschichtungslösungen
Luftversorgung: Zerstäubung und Musterluft
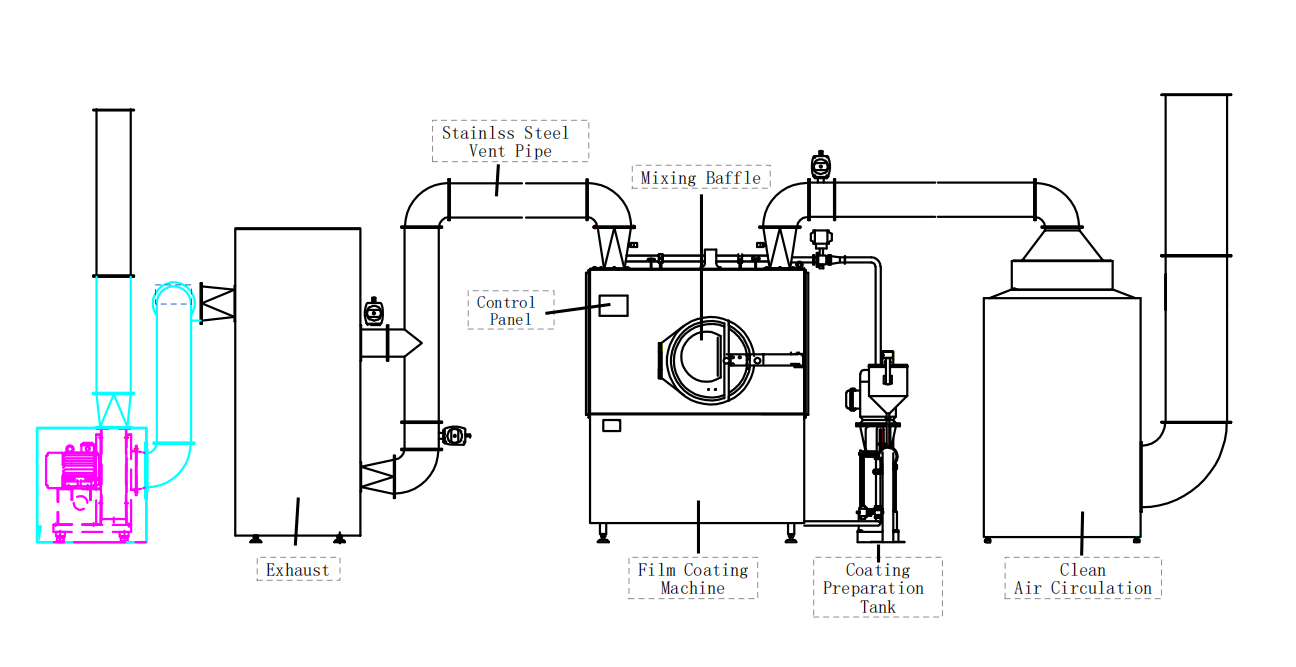
Luftaufbereitungssystem:
Zuluft: Beheizte, gefilterte Luftzufuhr
Abluft: Entfernung von Lösungsmitteln/Feuchtigkeit
Steuerungssystem: SPS/HMI zur Parametersteuerung
Staubabsaugung: Filter zur Eintreibung von Bußgeldern
Entladesystem: Für überzogene Tabletten
Leitbleche sind schräge Platten im Inneren der Beschichtungswanne, die:
Verbessern Tablettenmischung und Einheitlichkeit
Verhindern Tablet-Schieben (Kaskadenbewegung fördern)
Erweitern Trocknungseffizienz indem alle Tabletten der Luft ausgesetzt werden
Reduzieren Auswirkungen von Tablet zu Tablet (Minimierung der Fluktuation)
Sprühmenge: Volumen der Beschichtungslösung pro Minute
Zerstäubungsluftdruck: Erzeugt Tröpfchengröße (typischerweise 1-3 bar)
Musterluftdruck: Steuert die Sprühform/Abflachung
Einlasslufttemperatur: Typischerweise 40-70°C (abhängig von der Beschichtungsart)
Betttemperatur: Wichtiger Indikator (üblicherweise 30-45°C)
Schwenkgeschwindigkeit: Drehzahl (beeinflusst Mischung und Abrieb)
Ablufttemperatur/relative Luftfeuchtigkeit: Gibt die Trocknungseffizienz an
Entfernung zwischen Waffe und Bett: Typischerweise 6-12 Zoll
Vorheizen: Wärmetabletten und Geräte
Sprühen: Beschichtungslösung in mehreren Durchgängen auftragen.
Trocknen: Lösungsmittel zwischen den Sprühzyklen verdampfen lassen
Abdichtung: Erste Feuchtigkeitssperre (für hygroskopische Kerne)
Farbbeschichtung: Hauptbeschichtungsschicht(en)
Polieren: Abschließende Glanzschicht (falls erforderlich)
Kühlung: Vor der Entlassung
Entladung: Durch Auslassöffnung
Richtiges Mischen der Tabletten (korrekte Pfannengeschwindigkeit/Prallblechkonstruktion)
Optimiertes Sprühmuster (Überlappung, Abdeckung)
Gleichmäßige Tröpfchengröße (korrekte Atomisierung)
Ausreichende Trocknung zwischen den Sprühdurchgängen
Gewichtszunahmeüberwachung während des Prozesses
Sofortige Veröffentlichung: HPMC, PVP, PEG-basiert
Magensaftresistente Beschichtungen: Celluloseacetatphthalat (CAP), HPMC-Phthalat, Eudragit® L/S
Langzeitwirkung: Ethylcellulose, Eudragit® RL/RS
Wässrig vs. organisch: Wasserbasiert (üblich) oder lösungsmittelbasiert (für feuchtigkeitsempfindliche Wirkstoffe)
Täglich kontrollieren: Bei Verschleiß, Verstopfung oder Beschädigung
Nach jedem Arbeitsgang reinigen: Verhindern Sie Ansammlungen
Ersetzen, wenn:
Verschleiß beeinflusst das Sprühbild
Die Tropfengröße wird uneinheitlich.
Sichtbare Schäden/Korrosion
Alle 6-12 Monate (vorbeugend)
| Wässrige Beschichtung | Beschichtung mit organischen Lösungsmitteln |
|---|---|
| Wasserbasierte Lösungen | Alkohol, Aceton oder andere Lösungsmittel |
| Sicherer (nicht entflammbar) | Brand-/Explosionsgefahren |
| Umweltfreundlich | Lösungsmittelrückgewinnung erforderlich |
| Langsameres Trocknen | Schnellere Trocknung |
| Geeignet für die meisten Medikamente | Für feuchtigkeitsempfindliche Wirkstoffe |
| Jetzt Industriestandard | Abnehmende Nutzung aufgrund von Vorschriften |
Gewichtszunahme (2-5% typisch für Filmbeschichtung)
Gleichmäßigkeit der Beschichtung (Farbe, Dicke)
Auflösungsprofil (für Funktionsbeschichtungen)
Aussehen (Glätte, Glanz)
Brüchigkeit (nach der Beschichtung)
Feuchtigkeitsgehalt
Geschmacksmaskierungseffizienz
Wir verfügen über verschiedene Arten von Dragierwannen, alle aus Edelstahl 316L.
316L Beschichtungspfanne