Skip to content
Skip to content Untreated pharmaceutical powders often demonstrate poor flow characteristics. Dusting and clumping often occur. These issues cause inconsistent feeding during tableting. This results in significant weight variations between individual tablets, an unacceptable outcome given strict dosing requirements.
Granulation fixes the problem by turning that loose powder into small, uniform granules that flow smoothly, allowing for consistent compression. Fluid bed granulation provides a distinct advantage over other methods by consolidating the mixing, wetting, and drying stages within a single unit, eliminating intermediate material transfers.
Video Source: Glatt.
Unique Aspects of the Fluid Bed Approach
The old way of doing wet granulation is a multi-stop trip. Mix your powder in one machine. Add liquid binder. Knead it. Move the wet lump to a tray dryer or fluid bed dryer. Wait hours. Move it again to a mill. Screen it down to the right size. Each transfer opens the door to fouling, lost product, and mix-ups.
The fluid bed approach bypasses multiple transfer stages. Heated air suspends the particles in one processing chamber, allowing for binder application and subsequent drying to occur sequentially in the same space. No wet transfer. No separate dryer. Post-process milling is frequently unnecessary since the resulting granules generally fall within the target particle size distribution immediately.
Total processing time ranges from 30 to 90 minutes, dictated by scale and formulation specifics. Traditional high-shear wet granulation, by contrast, requires several dedicated machines and significantly longer production timelines.
Loading and Dry Blending
Everything starts with getting the raw materials into the product bowl. The drug goes in first, along with the fillers and helpers that make up the bulk of the tablet formula. Lactose or mannitol as fillers. A dry binder like PVP or HPC in powder form. Sometimes a disintegrant gets tossed in at this stage too, depending on how the formula was designed.
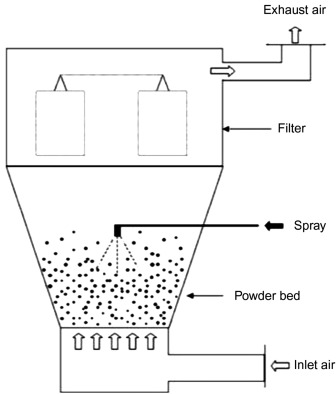
Once loaded, the air system turns on and lifts the powder bed. Heated air is introduced via a perforated distribution plate located beneath the product bowl. This airflow fluidizes the powder bed, elevating the material temperature while simultaneously achieving a homogenous dry blend prior to the binder addition phase.
Initial dry mixing typically requires between 5 and 10 minutes. Cut it short and you pay for it later with uneven drug content in the tablets. If the drug is not spread evenly through the powder at this point, spraying binder on top of a bad mix just locks that problem in place.
How the Binder Spray Works
After the dry blend is even and up to temp, the spray system kicks on. Binder solution is delivered via a pumping system to a spray nozzle positioned within the processing zone. Atomizing air then shears the liquid stream, creating a finely dispersed droplet spray.
These droplets collide with the fluidized particles, locally wetting the surfaces and activating the adhesive properties of the binder. Particle collisions in this wetted state lead to the formation of liquid bridges, initiating agglomeration. Over time, those clusters grow into granules.
Granule size depends on a tug of war between wetting and drying. The spray adds moisture. The hot air pulls it away. When those two forces match up, granules grow at a steady, controlled pace. Tip the scales toward too much moisture and the bed floods. Grains weld into giant lumps. Tip it the other way and the binder dries mid-air. Nothing sticks. The powder stays loose.
Finding that balance point is honestly the hardest part of developing a new fluid bed granulation process. Once found, though, it holds remarkably well from batch to batch.
Where the Nozzle Sits Changes Everything
Top spray is the standard layout. The nozzle hangs above the bed and sprays binder down. Drops fall through the rising air and land on grains below. This makes porous, fast-dissolving granules. Most quick-release tablet blends use top spray.
Bottom spray, also called the Wurster method, flips the nozzle to the base. Particles are pneumatically transported upward through a central partition, passing directly through the atomized spray before circulating downward along the chamber walls. This cyclic movement yields highly dense, uniform granules and represents the standard configuration for applying functional coatings.
Side spray mounts the nozzle on the wall. A spinning disc at the bottom keeps the powder moving. Less common, but it makes very dense, round pellets for niche work.
The Drying Phase
Once granules reach the target size, the binder spray shuts off. Hot air keeps flowing. At this point the machine is just a dryer.
Water on the surface leaves first. Hot air sweeps across the outside of each granule and carries it away fast. After the surface is dry, water trapped deeper inside has to creep outward before it can leave. That second phase moves a lot slower.
Drying runs until the granules hit a target moisture level. For most pharma products that number is between 1% and 3%. Go below 1% and the granules turn brittle, cracking during handling and throwing off fines that gum up the works downstream. Stay above 3% and the drug inside may break down in storage.
Sensors in the chamber watch exhaust air temp and humidity the whole time. When the exhaust humidity drops and stays flat, the product is dry. Some newer setups also aim near-infrared probes at the bed to read granule moisture without having to pull a sample.
What Comes Out and What Happens Next
Done granules get dumped from the fluid bed into a catch bin. On most batch setups, the product bowl tilts or a valve at the bottom opens and gravity does the rest.
Before moving on, the granules usually pass through a screen. Not because they need heavy milling the way wet gran output does, but to bust up any big clumps that formed near the nozzle or along the bowl walls. A quick pass through a coarse sieve does the job.
After that, the granules go to a blender for a short mix with lubricant, usually magnesium stearate. Lube keeps the granules from sticking to press tooling during tablet making. Over-blend and tablet hardness drops. Under-blend and the press picks and sticks. A brief mixing period of two to five minutes is generally sufficient.
The final lubricated blend is then transferred to compression or encapsulation equipment. Properly manufactured granules ensure optimal machine performance, resulting in consistent physical characteristics for the final dosage form.
Process Variables and What They Control
A handful of settings drive the whole outcome. Change any one and the result shifts, sometimes in ways that do not show up until the tablets hit testing.
Inlet air temperature. Sets how fast water leaves the bed. Pharma work usually falls between 40°C and 80°C. Run it hot and drying wins the race against wetting. Granules stay small because the binder dries before it links many grains together. Run it cool and moisture builds up. Granules grow bigger, but the bed can flood if you are not careful.
Airflow volume. Sets how well the bed floats. Not enough air and the powder barely lifts. Grains sit around instead of mixing, binder lands unevenly, and the granules come out all over the place. Too much air sends fines straight into the exhaust filters. The sweet spot keeps everything floating and tumbling without blowing product out of the bed.
Spray rate. How fast the binder liquid enters the bed. This is the variable that causes the most trouble during development. Spray faster than the air can dry and the bed floods. Spray slower than necessary and the binder evaporates before it does any useful work. Dialing spray rate in against drying capacity is where most of the development effort goes.
Nozzle air pressure. Sets the drop size coming out of the nozzle. More pressure means a finer mist that hits more grain surfaces at once. Less pressure makes bigger drops that land in fewer spots and tend to build lumpy, uneven granules.
Binder strength. A thicker binder mix (say, 10% PVP versus 5%) makes stickier drops. Stickier drops build bigger, denser granules. But push too far and the granules blow past target size or turn into hard lumps that fight back when you try to press them into tablets.
Batch Versus Continuous
Most pharma fluid bed granulation runs as a batch process. Load the bowl, run the cycle, dump the product, clean, repeat. Batch is easier to track, easier to sign off on, and easier to contain when something goes wrong. One bad batch is one bad batch. In a nonstop system, a problem might roll through hours of product before anyone spots it.
That said, nonstop fluid bed granulation is gaining ground. The gear is smaller. Output per square foot of floor space is higher. For products that run around the clock in high volume, the cost math starts to favor nonstop pretty fast.
Nonstop systems feed powder in at one end of a long fluid bed, spray binder in a middle zone, and push dry granules out the far end. How long the powder stays in the bed depends on bed depth and air speed. Probes that read moisture and grain size watch the output live and flag drift before it turns into a real problem.
Common Problems on the Line
Bed collapse. The fluidized powder suddenly drops and stops moving. This typically occurs when liquid addition exceeds the system’s evaporative capacity, causing the material to become over-wetted and lose fluidization. Corrective actions include reducing the spray rate, increasing the inlet air temperature, or elevating the process airflow.
Binder dries mid-air. The liquid turns to dust before it reaches the powder. Granules never really form. Post-spraying particle size remains unchanged from the initial dry state. To resolve this, decrease the inlet temperature, increase the binder delivery rate, or adjust the nozzle position downward.
Wide size range. The resulting particle size distribution is highly bifurcated. Root causes include erratic fluidization patterns, partial nozzle blockages, or inconsistent binder delivery. Troubleshooting should focus on inspecting the distribution plate, clearing atomization pathways, and verifying pump calibration.
Too many fines after drying. Granules crack apart during handling. Possible causes involve insufficient binder concentration, inappropriate binder selection, or excessive drying leading to friable granules. Solutions require either adjusting the formulation to include more binder or reducing the final drying time.
Stuff stuck to the walls. Material accumulation on the chamber interior indicates over-wetting. This happens if the atomized plume intersects the sidewalls or if the liquid volume overwhelms the available airflow. Repositioning the spray gun and reducing the delivery rate will mitigate this issue.
Conclusion
Consolidating multiple unit operations into a single processing chamber offers significant efficiency gains. Successful implementation requires careful balancing of thermodynamic variables, specifically matching liquid addition to evaporative capacity while monitoring fluidization dynamics. Proper execution yields a robust intermediate material ideally suited for high-speed downstream processing.