内容をスキップ
内容をスキップ 未処理の医薬品粉末は、流動性が低いことがよくあります。粉塵の飛散や固まりが生じやすいのが特徴です。これらの問題により、打錠時の供給が不安定になります。その結果、錠剤ごとに重量に大きなばらつきが生じますが、厳格な投与量要件を考えると、これは許容できない結果となります。.
造粒処理では、そのばらばらの粉末を、滑らかに流動する均一な微粒に変えることでこの問題を解決し、安定した圧縮を可能にします。流動層造粒法は、混合、湿潤、乾燥の各工程を単一の装置内に統合し、中間的な材料の移送を不要にするという点で、他の方法に比べて明確な利点があります。.
ビデオソース: グラット.
流動層アプローチの特長
従来の湿式造粒の工程は、複数の工程を経るものです。まず、1台の機械で粉末を混合します。次に、液体結合剤を加え、練り合わせます。 湿った塊をトレイ式乾燥機または流動層乾燥機に移します。数時間待ちます。再び粉砕機に移します。適切なサイズになるまでふるい分けます。各移送工程のたびに、汚染、製品の損失、混入のリスクが生じます。.
流動層方式では、複数の移送工程を省略できます。加熱された空気によって粒子が1つの処理室内に浮遊状態となるため、結合剤の塗布とその後の乾燥を同じ空間内で順次行うことが可能です。湿式移送は不要であり、別途乾燥機も必要ありません。また、得られた顆粒は概ね直ちに目標粒子径分布の範囲内に入るため、後工程での粉砕が不要となる場合が多くあります。.
総処理時間は、規模や配合の詳細によって、30分から90分の範囲となります。対照的に、従来の高せん断湿式造粒法では、専用の機械を数台必要とし、生産期間も大幅に長くなります。.
投入とドライブレンド
すべては、原材料を製品ボウルに入れることから始まります。まず薬物が投入され、それに続いて錠剤処方の大部分を占める充填剤や補助剤が加えられます。充填剤としては乳糖やマンニトールが使用されます。また、PVPやHPCなどの粉末状の乾燥結合剤も使用されます。 配合設計によっては、この段階で崩壊剤が加えられることもあります。.
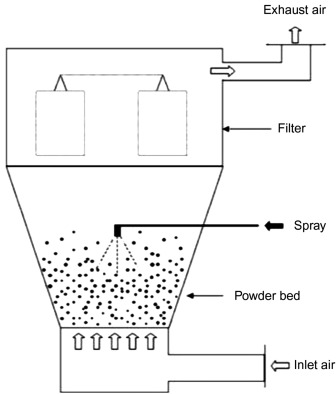
充填が完了すると、空気システムが作動し、粉末層を持ち上げます。加熱された空気は、製品ボウル下部に設置された穿孔された分配プレートを通じて導入されます。この気流により粉末層が流動化し、材料の温度が上昇すると同時に、結合剤添加段階に先立ち、均一な乾燥混合物が得られます。.
最初の乾式混合には、通常5分から10分程度かかります. この工程を省略すると、後で錠剤中の薬物含有量が不均一になるという代償を払うことになる。この段階で薬物が粉末全体に均一に分散されていなければ、混合が不十分な上に結合剤を吹きかけても、その問題を固定化してしまうだけだ。.
バインダースプレーの仕組み
ドライブレンドが均一になり、所定の温度に達すると、噴霧システムが作動します。バインダー溶液は、ポンプシステムを介して、処理ゾーン内に設置された噴霧ノズルに送られます。その後、噴霧用空気が液流を剪断し、微細に分散した液滴の噴霧を生成します。.
これらの液滴は流動化された粒子と衝突し、局所的に表面を濡らし、結合剤の接着特性を活性化させる。この濡れた状態での粒子間の衝突により、液橋が形成され、凝集が始まる。時間が経つにつれて、それらの凝集体は顆粒へと成長する。.
粒子の大きさは、湿潤と乾燥のせめぎ合いによって決まります。スプレーが水分を加え、熱風がそれを奪います。この2つの力が均衡すると、粒子は安定した制御されたペースで成長します。 水分が多すぎると、層が水浸しになります。粒子がくっついて巨大な塊になります。逆に水分が少なすぎると、結合剤が空中ですでに乾燥してしまいます。何もくっつかず、粉末はばらばらのままになります。.
正直なところ、そのバランスポイントを見つけることが、新しい流動層造粒プロセスを開発する上で最も難しい部分です。しかし、一度見つけてしまえば、バッチごとに驚くほど安定した状態が維持されます。.
ノズルの位置がすべてを変える
トップスプレーが標準的な方式です。ノズルがベッドの上方に吊り下げられ、結合剤を下方へ噴霧します。液滴は上昇気流に乗って落下し、下方の粒子に付着します。これにより、多孔質で速溶性の顆粒が得られます。速溶性錠剤の配合のほとんどは、このトップスプレー方式を採用しています。.
「ボトムスプレー」(ワースター法とも呼ばれる)は、ノズルを基部に向けて設置する方式である。微粒子は空気圧によって中央の仕切りを通って上方に搬送され、噴霧されたミストを直接通過した後、チャンバーの壁面に沿って下方に循環する。この循環運動により、高密度で均一な顆粒が得られ、機能性コーティングを施す際の標準的な構成となっている。.
サイドスプレーは、ノズルを壁に取り付ける方式です。底部の回転ディスクが粉末を撹拌し続けます。あまり一般的ではありませんが、ニッチな用途向けに、非常に密度が高く丸いペレットを作ることができます。.
乾燥段階
顆粒が目標サイズに達すると、結合剤の噴霧が停止します。熱風は引き続き流れ続けます。この時点で、機械は単なる乾燥機となります。.
表面の水が最初に蒸発します。熱い空気が各粒子の外側を吹き抜け、水分を素早く運び去ります。表面が乾いた後、内部の奥深くに閉じ込められた水分は、外へ抜け出す前にゆっくりと外側へと移動しなければなりません。この第2段階の進行は、はるかに遅くなります。.
乾燥は、顆粒が目標の含水率に達するまで行われます。. ほとんどの医薬品において、その数値は1%から3%の間です。. 1%を下回ると、顆粒がもろくなり、取り扱い中にひび割れが生じ、微粉が飛散して下流工程の作業を妨げることになります。3%を上回ると、保管中に内部の薬剤が分解してしまう可能性があります。.
チャンバー内のセンサーが、排気空気の温度と湿度を常時監視しています。排気の湿度が低下し、その状態が安定すれば、製品は乾燥した状態となります。一部の新しい設備では、サンプルを採取することなく顆粒の水分量を測定するために、近赤外線プローブをベッドに向けて設置しているものもあります。.
何が現れ、その後どうなるのか
完成した顆粒は、流動層から回収ホッパーへと排出されます。ほとんどのバッチ式装置では、製品ホッパーが傾くか、底部のバルブが開き、あとは重力によって排出されます。.
次の工程に進む前に、通常、顆粒はふるいにかけられます。これは、湿式造粒の生成物のように徹底的な粉砕が必要なためではなく、ノズル付近やボウルの内壁に沿って形成された大きな塊を砕くためです。粗目のふるいにさっと通すだけで十分です。.
その後、顆粒はブレンダーに移され、潤滑剤(通常はステアリン酸マグネシウム)と短時間混合されます。潤滑剤は、錠剤製造の際に顆粒がプレス金型に付着するのを防ぎます。混合しすぎると錠剤の硬度が低下し、混合が不十分だとプレス機に顆粒が引っかかったり付着したりします。通常、2~5分程度の短時間の混合で十分です。.
その後、潤滑剤を添加した最終混合物は、圧縮機またはカプセル充填装置に移送されます。適切に製造された顆粒は、機械の最適な性能を確保し、その結果、最終製剤の物理的特性が均一になります。.
プロセス変数とその制御対象
ほんの一握りの設定が、結果全体を左右します。そのうちのどれか一つでも変更すれば結果が変わり、場合によっては、タブレットがテスト段階に入るまでその変化が明らかにならないこともあります。.
吸気温度。. 水床から水が排出される速度を設定します。製薬分野での作業では、通常40°Cから80°Cの範囲で行われます。高温で運転すれば、乾燥が湿潤に打ち勝ちます。結合剤が多くの粒子を結びつける前に乾燥するため、顆粒は小さなまま保たれます。低温で運転すると、水分が蓄積してしまいます。 顆粒は大きくなりますが、注意を怠るとベッドが水浸しになる恐れがあります。.
風量。. ベッド内の浮遊状態を調整します。空気が不足していると、粉末がほとんど浮き上がりません。その結果、粒子が混ざり合わずその場に留まり、結合剤が不均一に付着し、顆粒が至る所に飛び散ってしまいます。逆に空気が多すぎると、微粉がそのまま排気フィルターに流れ込んでしまいます。最適な状態では、製品がベッドから吹き飛ばされることなく、すべてが浮遊し、転がり続けます。.
散布量。. バインダー液がベッドに浸透する速度。これは、現像工程において最も頭を悩ませる要因です。空気が乾燥させる速度よりも速くスプレーすると、ベッドが液で溢れてしまいます。一方、必要以上に遅くスプレーすると、バインダーが有効に作用する前に蒸発してしまいます。乾燥能力に合わせてスプレー速度を微調整することこそが、現像作業の大部分を占めるのです。.
ノズルの空気圧。. ノズルから出る液滴の大きさを設定します。圧力を高くすると、より細かいミストになり、一度に多くの穀粒の表面に付着します。圧力を低くすると、液滴が大きくなり、付着する箇所が少なくなるため、塊ができやすく、粒の大きさが不均一になりがちです。.
バインダーの強度。. バインダーの配合を濃くすると(例えば、10%のPVPと5%を比較した場合)、ドロップの粘着性が高まります。粘着性の高いドロップは、より大きく、密度の高い顆粒を形成します。しかし、やりすぎると、顆粒が目標サイズを超えてしまったり、錠剤に成形しようとした際に抵抗を示す硬い塊になってしまったりします。.
バッチ式と連続式
製薬業界における流動層造粒のほとんどは、バッチプロセスとして行われます。ホッパーに原料を投入し、サイクルを実行し、製品を取り出し、洗浄し、これを繰り返します。 バッチ方式は、追跡や承認が容易であり、問題が発生した際の封じ込めも容易です。不良バッチは1つだけです。連続運転システムでは、誰かが問題に気づくまでに、何時間分もの製品に問題が波及してしまう可能性があります。.
とはいえ、ノンストップ流動層造粒法は着実に普及しつつあります。装置のサイズが小さく、床面積1平方フィートあたりの生産量も高くなります。24時間体制で大量生産を行う製品の場合、コスト面でのメリットはすぐにノンストップ方式の方が有利になってきます。.
ノンストップ方式では、長い流動層の一端から粉末を供給し、中央部で結合剤を噴霧し、反対側の端から乾燥した顆粒を押し出します。粉末が流動層内に留まる時間は、流動層の深さと空気流速によって決まります。水分や粒度を測定するプローブが、生成物をリアルタイムで監視し、問題が深刻化する前にドリフトを検知します。.
回線上でよく見られる問題
ベッドの倒壊。. 流動化していた粉末が突然落下し、動きが止まります。これは通常、液体の添加量がシステムの蒸発能力を上回り、材料が過湿状態となって流動性を失った場合に発生します。是正措置としては、噴霧量の削減、吸気温度の引き上げ、またはプロセス空気流量の増加などが挙げられます。.
バインダーが宙中で乾く。. 液体は粉末になる前に粉塵となってしまいます。顆粒は実際には形成されません。噴霧後の粒子径は、初期の乾燥状態と変わりません。この問題を解決するには、入口温度を下げるか、結合剤の供給量を増やすか、あるいはノズルの位置を下方に調整してください。.
幅広いサイズ展開。. その結果、粒子径分布は高度に分岐した状態となります。その根本的な原因としては、流動化パターンの不安定さ、ノズルの部分的な閉塞、あるいはバインダーの供給量のばらつきなどが挙げられます。トラブルシューティングでは、分配プレートの点検、噴霧経路の清掃、およびポンプの校正確認に重点を置く必要があります。.
乾燥後に罰金が多すぎる。. 取り扱い中に顆粒が割れてしまいます。考えられる原因としては、結合剤の濃度が不十分であること、結合剤の選定が不適切であること、あるいは乾燥が過度に行われ、顆粒がもろくなってしまっていることが挙げられます。解決策としては、配合を調整して結合剤の量を増やすか、最終乾燥時間を短縮する必要があります。.
壁に何かがくっついていた。. チャンバー内部に物質が堆積している場合は、過湿状態にあることを示しています。これは、噴霧された液流が側壁に接触した場合、または液体の量が利用可能な気流を上回った場合に発生します。スプレーガンの位置を調整し、吐出量を減らすことで、この問題を軽減できます。.
結論
複数の単位操作を単一の処理チャンバーに統合することで、大幅な効率向上が図れます。これを成功させるには、熱力学的変数の慎重なバランス調整、具体的には、流動化の動態を監視しつつ、液体の添加量を蒸発能力に合わせることが必要です。適切に実施すれば、高速な下流工程に最適な、安定性の高い中間材料が得られます。.