İçeriğe atla
İçeriğe atla İşlenmemiş ilaç tozları genellikle zayıf akış özellikleri gösterir. Tozlanma ve topaklanma sıkça görülür. Bu sorunlar, tabletleme sırasında beslemede tutarsızlığa yol açar. Bu da tek tek tabletler arasında önemli ağırlık farklılıklarına neden olur; bu durum, katı dozaj gereklilikleri göz önüne alındığında kabul edilemez bir sonuçtur.
Granülasyon, bu gevşek tozu sorunsuzca akan küçük ve homojen granüllere dönüştürerek sorunu çözer ve böylece tutarlı bir sıkıştırma sağlar. Akışkan yataklı granülasyon, karıştırma, ıslatma ve kurutma aşamalarını tek bir ünite içinde birleştirerek ara malzeme transferlerini ortadan kaldırmasıyla diğer yöntemlere göre belirgin bir avantaj sunar.
Video Kaynağı: Glatt.
Akışkan Yatak Yaklaşımının Benzersiz Yönleri
Islak granülasyonun eski yöntemi, birçok aşamadan oluşan bir süreçtir. Tozu bir makinede karıştırın. Sıvı bağlayıcıyı ekleyin. Hamur haline getirin. Islak topakları bir tepsi kurutucuya veya akışkan yataklı kurutucuya aktarın. Saatlerce bekleyin. Tekrar bir değirmene aktarın. İstenilen boyuta gelene kadar eleyin. Her aktarım, kirlenme, ürün kaybı ve karışıklıklara yol açar.
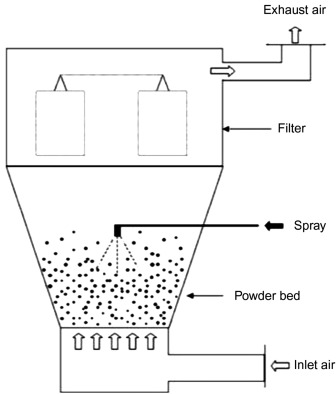
Akışkan yatak yöntemi, çok sayıda aktarım aşamasını ortadan kaldırır. Isıtılmış hava, parçacıkları tek bir işleme odasında havada asılı tutar; böylece bağlayıcının uygulanması ve ardından kurutma işlemleri aynı alanda sırayla gerçekleştirilebilir. Islak aktarım yoktur. Ayrı bir kurutucu gerekmez. Elde edilen granüller genellikle hemen hedef parçacık boyutu dağılımına girdiğinden, işlem sonrası öğütme çoğu zaman gereksiz kalır.
Toplam işleme süresi, ölçek ve formülasyonun özelliklerine bağlı olarak 30 ila 90 dakika arasında değişmektedir. Buna karşılık, geleneksel yüksek kesme kuvvetli ıslak granülasyon yöntemi, birkaç özel makine gerektirir ve üretim süreleri önemli ölçüde daha uzundur.
Yükleme ve Kuru Karıştırma
Her şey, hammaddelerin ürün haznesine aktarılmasıyla başlar. İlk olarak ilaç eklenir; ardından tablet formülünün büyük bir kısmını oluşturan dolgu maddeleri ve yardımcı maddeler de eklenir. Dolgu maddesi olarak laktoz veya mannitol kullanılır. Toz halindeki PVP veya HPC gibi kuru bir bağlayıcı madde de eklenir. Formülün tasarımına bağlı olarak, bazen bu aşamada bir parçalanma maddesi de eklenir.
Yükleme tamamlandığında, hava sistemi devreye girer ve toz yatağını kaldırır. Isıtılmış hava, ürün haznesinin altında bulunan delikli dağıtım plakası aracılığıyla verilir. Bu hava akışı, toz yatağını akışkan hale getirir; malzeme sıcaklığını yükseltirken, aynı zamanda bağlayıcı ilave aşamasından önce homojen bir kuru karışım elde edilmesini sağlar.
İlk kuru karıştırma işlemi genellikle 5 ila 10 dakika sürer. Bu aşamayı atlarsanız, daha sonra tabletlerdeki ilaç içeriğinin dengesizliği nedeniyle bunun bedelini ödersiniz. Eğer bu aşamada ilaç tozun içine eşit bir şekilde yayılmamışsa, kötü karıştırılmış karışımın üzerine bağlayıcı püskürtmek bu sorunu kalıcı hale getirir.
Bağlayıcı Sprey Nasıl Çalışır?
Kuru karışım homojen hale gelip istenen sıcaklığa ulaştıktan sonra, püskürtme sistemi devreye girer. Bağlayıcı çözelti, bir pompalama sistemi aracılığıyla işleme bölgesi içinde yer alan bir püskürtme nozülüne gönderilir. Ardından, atomize edici hava sıvı akışını parçalayarak ince dağılmış damlacıklardan oluşan bir püskürtme oluşturur.
Bu damlacıklar, akışkanlaştırılmış parçacıklarla çarpışarak yüzeyleri yerel olarak ıslatır ve bağlayıcının yapışkanlık özelliklerini harekete geçirir. Bu ıslak durumda meydana gelen parçacık çarpışmaları, sıvı köprülerin oluşmasına yol açarak aglomerasyonu başlatır. Zamanla bu kümeler granüllere dönüşür.
Granül boyutu, ıslanma ve kuruma arasındaki bir çekişmeye bağlıdır. Püskürtme nem ekler. Sıcak hava ise nemi çeker. Bu iki kuvvet dengelendiğinde, granüller sabit ve kontrollü bir hızda büyür. Terazi, nemin fazla olduğu tarafa kayarsa yatak su altında kalır. Taneler birbirine yapışarak dev topaklar oluşturur. Terazi diğer tarafa kayarsa bağlayıcı madde havada kurur. Hiçbir şey birbirine yapışmaz. Toz, gevşek halde kalır.
Açıkçası, bu denge noktasını bulmak, yeni bir akışkan yataklı granülasyon prosesi geliştirmenin en zor kısmıdır. Ancak bir kez bulunduğunda, partiden partiye olağanüstü bir tutarlılık sergiler.
Püskürtme başlığının yerleştirildiği yer her şeyi değiştirir
Üstten püskürtme, standart düzenlemedir. Nozul, yatağın üzerinde asılı durur ve bağlayıcıyı aşağıya doğru püskürtür. Damlalar, yükselen havanın içinden geçerek alttaki tanelerin üzerine düşer. Bu sayede gözenekli ve hızlı çözünen granüller elde edilir. Çoğu hızlı salınımlı tablet karışımında üstten püskürtme yöntemi kullanılır.
Wurster yöntemi olarak da bilinen alttan püskürtme yönteminde, nozul tabana doğru çevrilir. Parçacıklar, merkezi bir bölme aracılığıyla pnömatik olarak yukarı doğru taşınır; atomize edilmiş püskürtme akımından doğrudan geçtikten sonra, hazne duvarları boyunca aşağı doğru dolaşır. Bu döngüsel hareket, son derece yoğun ve homojen granüller elde edilmesini sağlar ve fonksiyonel kaplamaların uygulanmasında standart konfigürasyonu oluşturur.
Yan püskürtme sisteminde nozul duvara monte edilir. Alt kısımdaki dönen bir disk, tozun hareket halinde kalmasını sağlar. Daha az yaygın olmakla birlikte, niş işler için çok yoğun ve yuvarlak peletler üretir.
Kurutma Aşaması
Granüller hedef boyuta ulaştığında, bağlayıcı püskürtme sistemi kapanır. Sıcak hava akışı devam eder. Bu aşamada makine artık sadece bir kurutucuya dönüşür.
Yüzeydeki su ilk olarak buharlaşır. Sıcak hava, her bir granülün dış yüzeyinden geçerek suyu hızla uzaklaştırır. Yüzey kuruduktan sonra, iç kısımlarda hapsolmuş su, dışarı çıkabilmek için önce yavaşça yüzeye doğru ilerlemek zorundadır. Bu ikinci aşama çok daha yavaş ilerler.
Kurutma işlemi, granüllerin hedef nem seviyesine ulaşana kadar devam eder. Çoğu ilaç ürünü için bu rakam 1% ile 3% arasındadır. 1% değerinin altına düşülürse granüller kırılgan hale gelir, elleçleme sırasında çatlar ve sonraki aşamalarda işleyişi aksatan ince parçacıklar ortaya çıkar. 3% değerinin üzerinde kalınırsa ise içindeki ilaç depolama sırasında bozulabilir.
Kameradaki sensörler, egzoz havasının sıcaklığını ve nemini sürekli olarak izler. Egzoz nemi düştüğünde ve sabit kaldığında, ürün kurumuş demektir. Bazı yeni sistemlerde ise, numune almaya gerek kalmadan granül nemini ölçmek için yatak üzerine yakın kızılötesi problar yönlendirilir.
Ne Ortaya Çıkar ve Sonra Ne Olur?
İşlem tamamlanan granüller, akışkan yataktan bir toplama haznesine boşaltılır. Çoğu kesikli üretim sisteminde, ürün haznesi yana yatırılır ya da alt kısımdaki bir valf açılır ve gerisini yerçekimi halleder.
Bir sonraki aşamaya geçmeden önce, granüller genellikle bir elekten geçirilir. Bunun nedeni, ıslak granül üretiminde olduğu gibi yoğun bir öğütme işlemine ihtiyaç duyulması değil; nozulun yakınında veya hazne duvarları boyunca oluşmuş büyük topakları parçalamaktır. Kaba bir elekten hızlıca geçirmek bu işi halleder.
Bundan sonra, granüller bir karıştırıcıya gönderilerek genellikle magnezyum stearat olan bir kayganlaştırıcı ile kısa süreli bir karıştırma işlemine tabi tutulur. Kayganlaştırıcı, tablet üretimi sırasında granüllerin pres kalıplarına yapışmasını önler. Aşırı karıştırma yapılırsa tablet sertliği düşer; yetersiz karıştırma yapılırsa ise presde granüller takılır ve yapışır. Genellikle iki ila beş dakikalık kısa bir karıştırma süresi yeterlidir.
Son aşamada yağlanmış karışım daha sonra sıkıştırma veya kapsülleme ekipmanına aktarılır. Düzgün bir şekilde üretilmiş granüller, makinenin optimum performansını garanti eder ve bu da nihai dozaj formunun tutarlı fiziksel özelliklere sahip olmasını sağlar.
Proses Değişkenleri ve Kontrol Ettikleri Unsurlar
Sonucu belirleyen birkaç ayar vardır. Bunlardan herhangi birini değiştirirseniz sonuç da değişir; bu değişiklikler bazen tabletler test aşamasına gelene kadar fark edilmez.
Giriş havası sıcaklığı. Suyun yataktan ne kadar hızlı çekileceğini belirler. İlaç sektöründeki işlemler genellikle 40°C ile 80°C arasında gerçekleşir. Yüksek sıcaklıkta çalıştırırsanız, kurutma işlemi ıslanma sürecine karşı üstün gelir. Bağlayıcı madde, çok sayıda tanecik birbirine bağlanmadan önce kuruduğu için granüller küçük kalır. Düşük sıcaklıkta çalıştırırsanız nem birikir. Granüller büyür, ancak dikkatli olmazsanız yatak su altında kalabilir.
Hava akış hacmi. Yatağın ne kadar iyi yüzdüğünü belirler. Hava miktarı yetersizse, toz neredeyse hiç havalanmaz. Taneler karışmak yerine yerinde kalır, bağlayıcı madde düzensiz bir şekilde yerleşir ve granüller her tarafa dağılır. Hava miktarı fazla olursa, ince parçacıklar doğrudan egzoz filtrelerine gider. İdeal ayar, ürünü yataktan dışarı fırlatmadan her şeyin havada asılı kalmasını ve yuvarlanmasını sağlar.
Püskürtme oranı. Bağlayıcı sıvının yatağa ne kadar hızlı girdiğidir. Bu, geliştirme aşamasında en çok sorun yaratan değişkendir. Hava kurutabileceğinden daha hızlı püskürtülürse yatak su altında kalır. Gerekenden daha yavaş püskürtülürse bağlayıcı, herhangi bir yararlı iş yapamadan buharlaşır. Püskürtme hızını kurutma kapasitesine göre ayarlamak, geliştirme çalışmalarının büyük bir kısmını oluşturur.
Nozül hava basıncı. Nozülden çıkan damla boyutunu ayarlar. Basınç arttıkça, daha ince bir sis oluşur ve bu sis tahıl yüzeylerinin daha geniş bir kısmına aynı anda ulaşır. Basınç azaldığında ise daha büyük damlalar oluşur; bu damlalar daha az noktaya düşer ve topaklanmış, düzensiz taneler oluşmasına neden olur.
Bağlayıcı mukavemeti. Daha kalın bir bağlayıcı karışımı (örneğin, 10% PVP ile 5% karşılaştırıldığında) daha yapışkan damlalar oluşturur. Daha yapışkan damlalar ise daha büyük ve daha yoğun granüller oluşturur. Ancak bu oranı aşırıya kaçırırsanız, granüller hedef boyutu aşar ya da tablet haline getirmeye çalıştığınızda direnç gösteren sert topaklara dönüşür.
Toplu Üretim ve Sürekli Üretim
İlaç sektöründeki akışkan yataklı granülasyon işlemlerinin çoğu, kesikli bir süreç olarak yürütülür. Hazneyi doldurun, döngüyü çalıştırın, ürünü boşaltın, temizleyin, tekrarlayın. Toplu üretim, izlemesi, onaylanması ve bir sorun çıktığında kontrol altına alınması daha kolaydır. Tek bir hatalı parti, sadece tek bir hatalı partidir. Kesintisiz bir sistemde ise, bir sorun kimse fark etmeden saatlerce süren üretim sürecine yayılabilir.
Bununla birlikte, kesintisiz akışkan yataklı granülasyon giderek yaygınlaşıyor. Makine boyutları daha küçük. Zemin alanının her fit kare başına üretim verimi daha yüksek. Yüksek hacimde 24 saat kesintisiz üretilen ürünler için, maliyet hesaplamaları çok kısa sürede kesintisiz üretimi daha avantajlı hale getirmeye başlıyor.
Kesintisiz sistemler, tozu uzun bir akışkan yatak sisteminin bir ucundan besler, orta bölgede bağlayıcıyı püskürtür ve kuru granülleri diğer uçtan dışarı iter. Tozun yatakta ne kadar süre kalacağı, yatağın derinliğine ve hava hızına bağlıdır. Nem ve tane boyutunu ölçen sensörler, çıktıyı anlık olarak izler ve sapma oluşmadan önce bunu tespit eder.
Hattaki Yaygın Sorunlar
Yatağın çökmesi. Akışkanlaştırılmış toz aniden düşer ve hareket etmeyi durdurur. Bu durum genellikle sıvı ilavesi sistemin buharlaşma kapasitesini aştığında meydana gelir; bu da malzemenin aşırı ıslanmasına ve akışkanlık özelliğini kaybetmesine neden olur. Düzeltici önlemler arasında püskürtme hızının azaltılması, giriş havası sıcaklığının artırılması veya proses hava akışının yükseltilmesi yer alır.
Bağlayıcı havada kurur. Sıvı, toz haline gelmeden önce toza dönüşür. Granüller hiçbir zaman tam anlamıyla oluşmaz. Püskürtme sonrası parçacık boyutu, başlangıçtaki kuru durumdakinden farklı kalmaz. Bu sorunu gidermek için giriş sıcaklığını düşürün, bağlayıcı besleme hızını artırın veya nozul konumunu aşağı doğru ayarlayın.
Geniş beden yelpazesi. Ortaya çıkan parçacık boyutu dağılımı oldukça dallanmış bir yapı sergilemektedir. Bunun temel nedenleri arasında düzensiz akışkanlaştırma düzenleri, nozullarda kısmi tıkanmalar veya tutkalı beslemedeki tutarsızlıklar sayılabilir. Sorun giderme çalışmaları, dağıtım plakasının incelenmesi, püskürtme yollarının temizlenmesi ve pompa kalibrasyonunun doğrulanmasına odaklanmalıdır.
Kurutma işleminden sonra çok fazla para cezası. Granüller, elleçleme sırasında parçalanmaktadır. Olası nedenler arasında yetersiz bağlayıcı konsantrasyonu, uygun olmayan bağlayıcı seçimi veya granüllerin ufalanmasına yol açan aşırı kurutma sayılabilir. Çözüm olarak, formülasyonun daha fazla bağlayıcı içerecek şekilde ayarlanması ya da son kurutma süresinin kısaltılması gerekmektedir.
Duvarlara yapışmış şeyler. Hazne iç kısmında malzeme birikmesi, aşırı ıslanmaya işaret eder. Bu durum, püskürtülen bulutun yan duvarlarla kesişmesi veya sıvı hacminin mevcut hava akışını aşması halinde ortaya çıkar. Püskürtme tabancasının konumunu değiştirmek ve besleme hızını azaltmak bu sorunu hafifletecektir.
Çözüm
Birden fazla birim işlemini tek bir işleme odasında birleştirmek, önemli verimlilik artışları sağlar. Başarılı bir uygulama için termodinamik değişkenlerin dikkatli bir şekilde dengelenmesi, özellikle de akışkanlaştırma dinamiği izlenirken sıvı ilavesinin buharlaşma kapasitesiyle uyumlu hale getirilmesi gerekir. Doğru bir şekilde gerçekleştirildiğinde, yüksek hızlı sonraki aşama işlemleri için ideal olan sağlam bir ara ürün elde edilir.