Перейти к содержимому
Перейти к содержимому Необработанные фармацевтические порошки зачастую обладают плохими сыпучестными характеристиками. Часто возникают проблемы с пылеобразованием и комкованием. Эти проблемы приводят к неравномерной подаче материала в процессе таблетирования. В результате возникают значительные колебания веса отдельных таблеток, что является недопустимым с учетом строгих требований к дозировке.
Грануляция решает эту проблему, превращая сыпучий порошок в мелкие однородные гранулы, которые свободно сыплются, что обеспечивает равномерное прессование. Грануляция в псевдоожиженном слое обладает явным преимуществом перед другими методами, поскольку объединяет этапы смешивания, смачивания и сушки в одной установке, исключая промежуточную перегрузку материала.
Источник видео: Глатт.
Уникальные особенности метода с использованием псевдоожиженного слоя
Старый способ влажной грануляции представляет собой процесс с несколькими этапами. Смешайте порошок в одной машине. Добавьте жидкое связующее. Перемешайте. Перемещайте влажный ком в лотковую сушилку или сушилку с псевдоожиженным слоем. Ждите несколько часов. Снова перемещайте его в мельницу. Просеивайте до нужного размера. Каждая перегрузка создает риск загрязнения, потери продукта и смешивания компонентов.
Технология псевдоожиженного слоя позволяет обойтись без нескольких этапов перемещения материала. Нагретый воздух удерживает частицы в взвешенном состоянии в одной технологической камере, что позволяет последовательно проводить нанесение связующего вещества и последующую сушку в одном и том же пространстве. Отсутствует перемещение материала во влажном состоянии. Отсутствует отдельная сушилка. Зачастую отпадает необходимость в последующем измельчении, поскольку получаемые гранулы, как правило, сразу же соответствуют заданному распределению частиц по размерам.
Общее время обработки составляет от 30 до 90 минут, что зависит от масштаба производства и особенностей рецептуры. Традиционная влажная грануляция с высоким уровнем сдвига, напротив, требует использования нескольких специализированных машин и значительно более длительных сроков производства.
Загрузка и сухое смешивание
Все начинается с загрузки сырья в смесительную чашу. Сначала загружается лекарственное вещество вместе с наполнителями и вспомогательными веществами, которые составляют основную часть рецептуры таблетки. В качестве наполнителей используются лактоза или маннитол. В качестве сухого связующего вещества — ПВП или ГПК в виде порошка. Иногда на этом этапе добавляют и дезинтегрант, в зависимости от того, как была разработана рецептура.
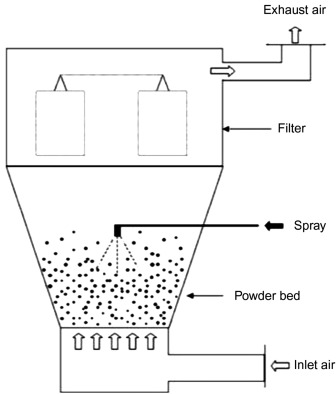
После загрузки включается пневматическая система, которая поднимает слой порошка. Нагретый воздух подается через перфорированную распределительную пластину, расположенную под чашей для продукта. Этот поток воздуха приводит слой порошка в состояние флюидизации, повышая температуру материала и одновременно обеспечивая однородность сухой смеси перед этапом добавления связующего вещества.
Первоначальное сухое смешивание обычно занимает от 5 до 10 минут. Если сократить этот этап, то позже придётся за это расплачиваться в виде неравномерного содержания лекарственного вещества в таблетках. Если на этом этапе лекарственное вещество не распределено равномерно по порошку, то напыление связующего вещества поверх некачественной смеси лишь закрепит эту проблему.
Как работает спрей для скрепления
После того как сухая смесь становится однородной и достигает нужной температуры, включается система распыления. Раствор связующего вещества подается с помощью насосной системы к распылительному соплу, расположенному в зоне обработки. Затем распылительный воздух расщепляет струю жидкости, образуя мелкодисперсный туман из капель.
Эти капли сталкиваются с частицами в псевдоожиженном слое, локально смачивая их поверхности и активируя адгезионные свойства связующего вещества. Столкновения частиц в этом смаченном состоянии приводят к образованию жидких мостиков, что инициирует агломерацию. Со временем эти скопления превращаются в гранулы.
Размер гранул зависит от противоборства между увлажнением и осушением. Распыляемая жидкость добавляет влагу, а горячий воздух её отводит. Когда эти две силы уравновешивают друг друга, гранулы растут с постоянной, контролируемой скоростью. Если чаша весов склонится в сторону избытка влаги, слой засыпается водой. Зерна слипаются в гигантские комки. Если чаша склонится в другую сторону, связующее вещество высыхает в воздухе. Ничто не склеивается. Порошок остаётся сыпучим.
Честно говоря, поиск этой точки равновесия — самая сложная часть разработки нового процесса грануляции в псевдоожиженном слое. Однако как только она найдена, она удивительно стабильно сохраняется от партии к партии.
Расположение сопла меняет всё
Верхнее опрыскивание — это стандартная схема. Распылитель подвешен над слоем сырья и распыляет связующее вниз. Капли проходят сквозь восходящий поток воздуха и оседают на зернах, расположенных ниже. В результате получаются пористые гранулы, быстро растворяющиеся в воде. В большинстве смесей для производства быстрорастворимых таблеток используется верхнее опрыскивание.
При нижнем распылении, также известном как метод Вурстера, сопло поворачивается в направлении дна камеры. Частицы пневматическим способом транспортируются вверх через центральную перегородку, проходя непосредственно через распыленную струю, а затем циркулируют вниз вдоль стенок камеры. Такое циклическое движение позволяет получать гранулы высокой плотности и однородного состава и является стандартной конфигурацией для нанесения функциональных покрытий.
При боковом распылении сопло крепится к стене. Вращающийся диск в нижней части обеспечивает постоянное перемешивание порошка. Такой способ используется реже, но позволяет получать очень плотные круглые гранулы, подходящие для узкоспециализированных работ.
Фаза сушки
Как только гранулы достигают заданного размера, распыление связующего вещества прекращается. Поток горячего воздуха продолжается. На этом этапе установка выполняет исключительно функцию сушилки.
Вода с поверхности улетучивается первой. Горячий воздух обдувает каждую гранулу снаружи и быстро уносит влагу. После того как поверхность высохнет, вода, застрявшая глубже внутри, должна постепенно пробиваться наружу, прежде чем сможет выйти. Этот второй этап протекает гораздо медленнее.
Сушка продолжается до тех пор, пока влажность гранул не достигнет заданного уровня. Для большинства фармацевтических препаратов этот показатель составляет от 1% до 3%. Если показатель опустится ниже 1%, гранулы станут хрупкими, будут раскалываться при обращении и выделять мелкие частицы, которые забивают оборудование на последующих этапах производства. Если показатель превысит 3%, содержащееся внутри лекарственное вещество может разложиться при хранении.
Датчики в камере постоянно контролируют температуру и влажность выходящего воздуха. Когда влажность выходящего воздуха снижается и остается на одном уровне, продукт считается сухим. В некоторых более новых установках на слой гранул также направлены датчики ближнего инфракрасного диапазона, которые позволяют определять влажность гранул без необходимости отбора проб.
Что получается и что будет дальше
Готовые гранулы высыпаются из псевдоожиженного слоя в приемный бункер. В большинстве установок периодического действия чаша для продукта наклоняется или открывается клапан в нижней части, и далее всё происходит под действием силы тяжести.
Прежде чем пройти дальше, гранулы обычно пропускают через сито. Не потому, что их нужно тщательно измельчить, как в случае с гранулами, полученными методом мокрого гранулирования, а для того, чтобы разбить крупные комки, образовавшиеся возле сопла или вдоль стенок чаши. Для этого достаточно быстрого пропускания через грубое сито.
После этого гранулы поступают в смеситель для кратковременного перемешивания со смазочным веществом, обычно стеаратом магния. Смазочное вещество предотвращает прилипание гранул к инструментам пресса во время изготовления таблеток. При чрезмерном перемешивании твердость таблеток снижается. При недостаточном перемешивании в прессе возникают застревания и прилипания. Как правило, достаточно кратковременного перемешивания продолжительностью от двух до пяти минут.
Затем готовую смазанную смесь подают на оборудование для прессования или капсулирования. Гранулы, изготовленные в соответствии с технологией, обеспечивают оптимальную производительность оборудования, что позволяет получить конечную лекарственную форму с неизменными физическими характеристиками.
Процессные переменные и то, что они регулируют
Все зависит от нескольких параметров. Достаточно изменить хотя бы один из них, и результат изменится — причем иногда такие изменения становятся заметны только на этапе тестирования планшетов.
Температура входящего воздуха. Определяет скорость отвода воды из слоя. В фармацевтической промышленности температура обычно составляет от 40 °C до 80 °C. При высокой температуре процесс сушки преобладает над увлажнением. Гранулы остаются мелкими, поскольку связующее вещество высыхает, не успев соединить между собой большое количество зерен. При низкой температуре влага накапливается. Гранулы становятся крупнее, но, если не соблюдать осторожность, слой может затопиться.
Расход воздуха. Определяет степень «плавучести» слоя. При недостаточном количестве воздуха порошок едва поднимается. Зерна остаются на месте, вместо того чтобы перемешиваться, связующее вещество распределяется неравномерно, а гранулы разлетаются во все стороны. При избытке воздуха мелкие частицы попадают прямо в вытяжные фильтры. Оптимальный режим обеспечивает плавное перемешивание и перекатывание всего материала, не выдувая продукт из слоя.
Норма распыления. Скорость поступления связующей жидкости в слой. Именно эта переменная доставляет больше всего хлопот на этапе разработки. Если распылять быстрее, чем успевает высыхать воздух, слой затопляется. Если распылять медленнее, чем необходимо, связующее испаряется, не успев выполнить свою функцию. Настройка скорости распыления с учетом скорости высыхания — вот на что уходит большая часть усилий при разработке.
Давление воздуха в форсунке. Устанавливает размер капель, выходящих из сопла. Более высокое давление обеспечивает более мелкий туман, который одновременно покрывает большую площадь поверхности зерен. При более низком давлении образуются более крупные капли, которые попадают на меньшее количество точек и приводят к образованию комковатых, неровных гранул.
Прочность связки. Более густая смесь связующего (например, PVP 10% по сравнению с 5%) дает более липкие капли. Более липкие капли образуют более крупные и плотные гранулы. Однако если переборщить, гранулы превысят заданный размер или превратятся в твердые комки, которые будут сопротивляться при попытке спрессовать их в таблетки.
Периодический и непрерывный процессы
Большинство процессов грануляции в псевдоожиженном слое в фармацевтической промышленности осуществляется в периодическом режиме. Загрузка чаши, запуск цикла, разгрузка продукта, очистка, повторение. Серийное производство проще отслеживать, проще утверждать и проще локализовать в случае возникновения проблем. Одна бракованная партия — это всего лишь одна бракованная партия. В непрерывной системе проблема может затронуть несколько часов производства, прежде чем кто-либо её обнаружит.
Тем не менее, грануляция в псевдоожиженном слое в непрерывном режиме набирает популярность. Оборудование для этого процесса компактнее. Производительность на квадратный фут производственной площади выше. В случае продукции, выпускаемой круглосуточно в больших объемах, с точки зрения затрат преимущество непрерывного режима становится очевидным довольно быстро.
В системах непрерывного действия порошок подается с одного конца длинного псевдоожиженного слоя, в средней зоне распыляется связующее вещество, а сухие гранулы выталкиваются с противоположного конца. Время пребывания порошка в слое зависит от глубины слоя и скорости воздушного потока. Датчики, измеряющие влажность и размер частиц, в режиме реального времени контролируют выходной продукт и сигнализируют о отклонениях, прежде чем они превратятся в реальную проблему.
Распространенные проблемы на линии
Кровать сломалась. Порошок в псевдоожиженном слое внезапно опускается и перестает двигаться. Обычно это происходит, когда объем вводимой жидкости превышает испарительную способность системы, в результате чего материал становится чрезмерно увлажненным и теряет способность к псевдоожижению. Меры по устранению этой проблемы включают уменьшение интенсивности распыления, повышение температуры входящего воздуха или увеличение расхода технологического воздуха.
Клей высыхает прямо в воздухе. Жидкость превращается в пыль, не успев превратиться в порошок. Гранулы фактически не образуются. Размер частиц после распыления остается таким же, как и в исходном сухом состоянии. Чтобы решить эту проблему, следует снизить температуру на входе, увеличить расход связующего вещества или сместить сопло вниз.
Широкий диапазон размеров. Полученное распределение частиц по размерам имеет выраженную бифуркацию. К основным причинам относятся нестабильные режимы флюидизации, частичная закупорка сопел или неравномерная подача вяжущего. При устранении неисправностей следует уделить особое внимание проверке распределительной пластины, очистке каналов распыления и проверке калибровки насоса.
Слишком много дефектов после сушки. Гранулы раскрошаются при обработке. Возможными причинами могут быть недостаточная концентрация связующего вещества, неправильный выбор связующего вещества или чрезмерная сушка, приводящая к появлению ломких гранул. Для решения этой проблемы необходимо либо скорректировать рецептуру, увеличив количество связующего вещества, либо сократить время окончательной сушки.
К стенам прилипло что-то. Накопление материала на внутренних поверхностях камеры свидетельствует о чрезмерном смачивании. Это происходит, если распыленный струя пересекает боковые стенки или если объем жидкости превышает пропускную способность воздушного потока. Перемещение распылителя и уменьшение расхода жидкости позволят устранить эту проблему.
Заключение
Объединение нескольких технологических операций в одной технологической камере позволяет значительно повысить эффективность. Для успешной реализации этого подхода необходимо тщательно сбалансировать термодинамические параметры, в частности, согласовать подачу жидкости с производительностью испарения, одновременно контролируя динамику флюидизации. При правильном выполнении этого процесса получается стабильный промежуточный продукт, идеально подходящий для высокоскоростной последующей переработки.