Ir al contenido
Ir al contenido Los polvos farmacéuticos sin tratar suelen presentar malas características de fluidez. A menudo se producen pérdidas de polvo y la formación de grumos. Estos problemas provocan una alimentación irregular durante la fabricación de comprimidos. Esto da lugar a variaciones de peso significativas entre los distintos comprimidos, un resultado inaceptable dados los estrictos requisitos de dosificación.
La granulación resuelve el problema al convertir ese polvo suelto en gránulos pequeños y uniformes que fluyen con facilidad, lo que permite una compresión homogénea. La granulación en lecho fluidizado ofrece una ventaja clara frente a otros métodos, ya que integra las fases de mezcla, humectación y secado en una sola unidad, eliminando así las transferencias intermedias de material.
Fuente del vídeo: Glatt.
Aspectos singulares del enfoque del lecho fluidizado
El método tradicional de granulación en húmedo consiste en un proceso con múltiples etapas. Mezcla el polvo en una máquina. Añade el aglutinante líquido. Amasa la mezcla. Se traslada la masa húmeda a un secador de bandejas o a un secador de lecho fluidizado. Se espera varias horas. Se traslada de nuevo a un molino. Se tamiza hasta obtener el tamaño adecuado. Cada traslado aumenta el riesgo de que se produzcan incrustaciones, pérdidas de producto y errores en la mezcla.
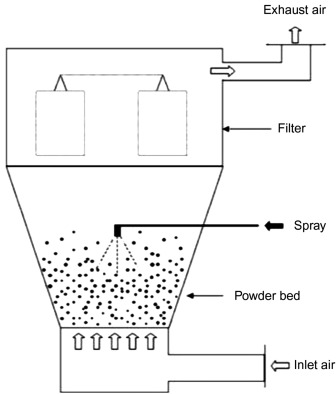
El método de lecho fluidizado evita múltiples etapas de transferencia. El aire calentado mantiene las partículas en suspensión en una única cámara de procesamiento, lo que permite que la aplicación del aglutinante y el secado posterior se realicen de forma secuencial en el mismo espacio. No hay transferencia en húmedo. No se necesita un secador independiente. A menudo no es necesario realizar una molienda posterior al proceso, ya que los gránulos resultantes suelen ajustarse inmediatamente a la distribución granulométrica deseada.
El tiempo total de procesamiento oscila entre 30 y 90 minutos, en función de la escala y las características específicas de la formulación. La granulación húmeda tradicional de alto cizallamiento, por el contrario, requiere varias máquinas específicas y plazos de producción considerablemente más largos.
Carga y mezcla en seco
Todo comienza con la introducción de las materias primas en el recipiente de mezcla. Primero se añade el principio activo, junto con los excipientes y los coadyuvantes que constituyen la mayor parte de la fórmula del comprimido. Lactosa o manitol como excipientes. Un aglutinante seco como el PVP o el HPC en forma de polvo. A veces, en esta fase también se añade un desintegrante, dependiendo de cómo se haya diseñado la fórmula.
Una vez cargado, el sistema de aire se activa y eleva el lecho de polvo. Se introduce aire caliente a través de una placa de distribución perforada situada debajo de la cubeta del producto. Este flujo de aire fluidifica el lecho de polvo, elevando la temperatura del material y logrando al mismo tiempo una mezcla seca homogénea antes de la fase de adición del aglutinante.
La mezcla en seco inicial suele durar entre 5 y 10 minutos.. Si se hace con prisas, se pagará las consecuencias más adelante, con una distribución desigual del principio activo en los comprimidos. Si el principio activo no se distribuye uniformemente por el polvo en esta fase, rociar aglutinante sobre una mezcla mal preparada no hace más que consolidar ese problema.
Cómo funciona el spray aglutinante
Una vez que la mezcla seca está homogénea y ha alcanzado la temperatura adecuada, se activa el sistema de pulverización. La solución aglutinante se suministra mediante un sistema de bombeo a una boquilla pulverizadora situada dentro de la zona de procesamiento. A continuación, el aire de atomización fragmenta el chorro de líquido, creando una pulverización de gotitas finamente dispersas.
Estas gotitas chocan con las partículas fluidizadas, humedeciendo localmente las superficies y activando las propiedades adhesivas del aglutinante. Las colisiones entre partículas en este estado de humectación dan lugar a la formación de puentes líquidos, lo que inicia la aglomeración. Con el tiempo, esos cúmulos se convierten en gránulos.
El tamaño de los gránulos depende de un tira y afloja entre la humectación y el secado. El rociado aporta humedad. El aire caliente la elimina. Cuando esas dos fuerzas se equilibran, los gránulos crecen a un ritmo constante y controlado. Si la balanza se inclina hacia un exceso de humedad, el lecho se inunda. Los granos se aglutinan formando grumos gigantes. Si se inclina hacia el otro lado, el aglutinante se seca en el aire. Nada se adhiere. El polvo permanece suelto.
Sinceramente, encontrar ese punto de equilibrio es lo más difícil a la hora de desarrollar un nuevo proceso de granulación en lecho fluidizado. Sin embargo, una vez encontrado, se mantiene sorprendentemente bien de un lote a otro.
La ubicación de la boquilla lo cambia todo
La pulverización superior es la configuración estándar. La boquilla cuelga sobre el lecho y pulveriza el aglutinante hacia abajo. Las gotas caen a través del aire ascendente y aterrizan sobre los gránulos situados debajo. Esto da lugar a gránulos porosos que se disuelven rápidamente. La mayoría de las mezclas para comprimidos de liberación rápida utilizan la pulverización superior.
La pulverización desde abajo, también conocida como método Wurster, consiste en orientar la boquilla hacia la base. Las partículas se transportan neumáticamente hacia arriba a través de una partición central, pasando directamente por la pulverización atomizada antes de circular hacia abajo a lo largo de las paredes de la cámara. Este movimiento cíclico da como resultado gránulos muy densos y uniformes, y constituye la configuración estándar para la aplicación de recubrimientos funcionales.
En la pulverización lateral, la boquilla se fija a la pared. Un disco giratorio situado en la parte inferior mantiene el polvo en movimiento. Es menos habitual, pero produce gránulos redondos muy densos, ideales para trabajos especializados.
La fase de secado
Una vez que los gránulos alcanzan el tamaño deseado, se detiene la pulverización del aglutinante. El aire caliente sigue circulando. En este momento, la máquina funciona únicamente como secador.
El agua de la superficie es la primera en desaparecer. El aire caliente recorre el exterior de cada gránulo y se la lleva rápidamente. Una vez que la superficie está seca, el agua atrapada en el interior tiene que abrirse paso hacia fuera antes de poder salir. Esa segunda fase es mucho más lenta.
El secado continúa hasta que los gránulos alcancen el nivel de humedad deseado. En el caso de la mayoría de los productos farmacéuticos, esa cifra oscila entre 1% y 3%. Si se baja de 1%, los gránulos se vuelven quebradizos, se agrietan durante la manipulación y desprenden partículas finas que obstruyen el proceso posterior. Si se supera el valor de 3%, el fármaco que contienen puede degradarse durante el almacenamiento.
Los sensores de la cámara controlan constantemente la temperatura y la humedad del aire de salida. Cuando la humedad del aire de salida desciende y se mantiene estable, el producto está seco. Algunas instalaciones más modernas también dirigen sondas de infrarrojo cercano hacia el lecho para medir la humedad de los gránulos sin necesidad de extraer una muestra.
Lo que sale y lo que ocurre a continuación
Los gránulos terminados se vierten desde el lecho fluidizado a un depósito colector. En la mayoría de las instalaciones por lotes, la cubeta del producto se inclina o se abre una válvula situada en la parte inferior y la gravedad se encarga del resto.
Antes de continuar con el proceso, los gránulos suelen pasar por un tamiz. No porque necesiten una molienda intensa, como ocurre con el producto resultante de la granulación en húmedo, sino para desmenuzar los grumos grandes que se hayan formado cerca de la boquilla o a lo largo de las paredes del recipiente. Basta con un rápido paso por un tamiz de malla gruesa.
A continuación, los gránulos se introducen en una mezcladora para someterlos a una breve mezcla con un lubricante, normalmente estearato de magnesio. El lubricante evita que los gránulos se adhieran a las herramientas de la prensa durante la fabricación de los comprimidos. Si se mezcla en exceso, la dureza del comprimido disminuye; si se mezcla de forma insuficiente, la prensa se atasca y se pegan los gránulos. Por lo general, basta con un breve periodo de mezcla de entre dos y cinco minutos.
A continuación, la mezcla lubricada final se traslada a los equipos de compresión o encapsulación. Los gránulos fabricados correctamente garantizan un rendimiento óptimo de la maquinaria, lo que se traduce en características físicas uniformes para la forma farmacéutica final.
Variables de proceso y lo que controlan
Unos pocos parámetros determinan el resultado final. Si se modifica cualquiera de ellos, el resultado cambia, a veces de formas que no se aprecian hasta que las tabletas pasan a la fase de pruebas.
Temperatura del aire de admisión. Determina la velocidad a la que el agua sale del lecho. En el sector farmacéutico, la temperatura suele oscilar entre los 40 °C y los 80 °C. Si se utiliza a alta temperatura, el secado gana la batalla al humedecimiento. Los gránulos se mantienen pequeños porque el aglutinante se seca antes de que pueda unir muchos granos entre sí. Si se utiliza a baja temperatura, la humedad se acumula. Los gránulos se hacen más grandes, pero el lecho puede inundarse si no se tiene cuidado.
Volumen de flujo de aire. Determina el grado de flotación del lecho. Si no hay suficiente aire, el polvo apenas se eleva. Los granos se quedan quietos en lugar de mezclarse, el aglutinante se deposita de forma desigual y los gránulos salen disparados por todas partes. Si hay demasiado aire, las partículas finas van directamente a los filtros de escape. El punto óptimo hace que todo flote y gire sin que el producto salga disparado del lecho.
Cantidad de pulverización. La velocidad a la que el líquido aglutinante penetra en el lecho. Esta es la variable que más problemas plantea durante el proceso de revelado. Si se pulveriza más rápido de lo que el aire tarda en secarlo, el lecho se inunda. Si se pulveriza más lento de lo necesario, el aglutinante se evapora antes de que pueda desempeñar su función. Ajustar el caudal de pulverización en función de la capacidad de secado es en lo que se centra la mayor parte del esfuerzo durante el proceso de revelado.
Presión de aire de la boquilla. Establece el tamaño de las gotas que salen de la boquilla. Una mayor presión produce una niebla más fina que cubre más superficies del grano a la vez. Una menor presión genera gotas más grandes que caen en menos puntos y tienden a formar gránulos grumosos y desiguales.
Resistencia del aglutinante. Una mezcla de aglutinante más espesa (por ejemplo, PVP 10% frente a 5%) produce gotas más pegajosas. Las gotas más pegajosas forman gránulos más grandes y densos. Pero si se exagera, los gránulos superan el tamaño deseado o se convierten en grumos duros que se resisten cuando se intenta comprimirlos para formar comprimidos.
Por lotes frente a continuo
La mayoría de los procesos de granulación en lecho fluidizado del sector farmacéutico se llevan a cabo de forma discontinua. Se carga el recipiente, se ejecuta el ciclo, se descarga el producto, se limpia y se repite. El proceso por lotes es más fácil de controlar, más fácil de dar por concluido y más fácil de contener cuando algo sale mal. Un lote defectuoso es solo un lote defectuoso. En un sistema continuo, un problema podría afectar a horas de producción antes de que nadie lo detecte.
Dicho esto, la granulación en lecho fluidizado continuo está ganando terreno. Los equipos son más pequeños. El rendimiento por pie cuadrado de superficie útil es mayor. En el caso de productos que se fabrican las 24 horas del día en grandes volúmenes, el cálculo de costes empieza a favorecer rápidamente a la granulación continua.
Los sistemas continuos introducen el polvo por un extremo de un lecho fluidizado largo, pulverizan el aglutinante en una zona intermedia y expulsan los gránulos secos por el extremo opuesto. El tiempo que el polvo permanece en el lecho depende de la profundidad del mismo y de la velocidad del aire. Unas sondas que miden la humedad y el tamaño de los gránulos supervisan la producción en tiempo real y detectan cualquier desviación antes de que se convierta en un problema grave.
Problemas habituales en la línea
Colapso de la cama. El polvo fluidizado cae repentinamente y deja de moverse. Esto suele ocurrir cuando la cantidad de líquido añadida supera la capacidad de evaporación del sistema, lo que provoca que el material se humedezca en exceso y pierda su estado de fluidización. Las medidas correctivas incluyen reducir el caudal de pulverización, aumentar la temperatura del aire de entrada o incrementar el caudal de aire del proceso.
La carpeta se seca en el aire. El líquido se convierte en polvo antes de llegar al polvo. Los gránulos nunca llegan a formarse realmente. El tamaño de las partículas tras la pulverización permanece inalterado con respecto al estado seco inicial. Para solucionar esto, reduzca la temperatura de entrada, aumente el caudal de aglutinante o ajuste la posición de la boquilla hacia abajo.
Amplia gama de tallas. La distribución granulométrica resultante presenta una elevada bifurcación. Entre las causas principales se encuentran los patrones de fluidización irregulares, los atascos parciales en las boquillas o un suministro irregular del aglutinante. La resolución de problemas debe centrarse en inspeccionar la placa de distribución, despejar las vías de atomización y verificar la calibración de la bomba.
Demasiadas imperfecciones tras el secado. Los gránulos se rompen durante su manipulación. Entre las posibles causas se encuentran una concentración insuficiente de aglutinante, una selección inadecuada del mismo o un secado excesivo que da lugar a gránulos quebradizos. Las soluciones consisten en ajustar la formulación para incluir más aglutinante o reducir el tiempo de secado final.
Cosas pegadas a las paredes. La acumulación de material en el interior de la cámara indica un exceso de humectación. Esto ocurre si la nube atomizada entra en contacto con las paredes laterales o si el volumen de líquido supera el caudal de aire disponible. Para solucionar este problema, basta con cambiar la posición de la pistola pulverizadora y reducir el caudal de suministro.
Conclusión
La consolidación de múltiples operaciones unitarias en una única cámara de procesamiento ofrece importantes mejoras en la eficiencia. Para que su implementación tenga éxito, es necesario equilibrar cuidadosamente las variables termodinámicas, concretamente ajustando la adición de líquido a la capacidad de evaporación, al tiempo que se supervisa la dinámica de la fluidización. Una ejecución adecuada da como resultado un material intermedio robusto, ideal para el procesamiento posterior a alta velocidad.