Zum Inhalt springen
Zum Inhalt springen 

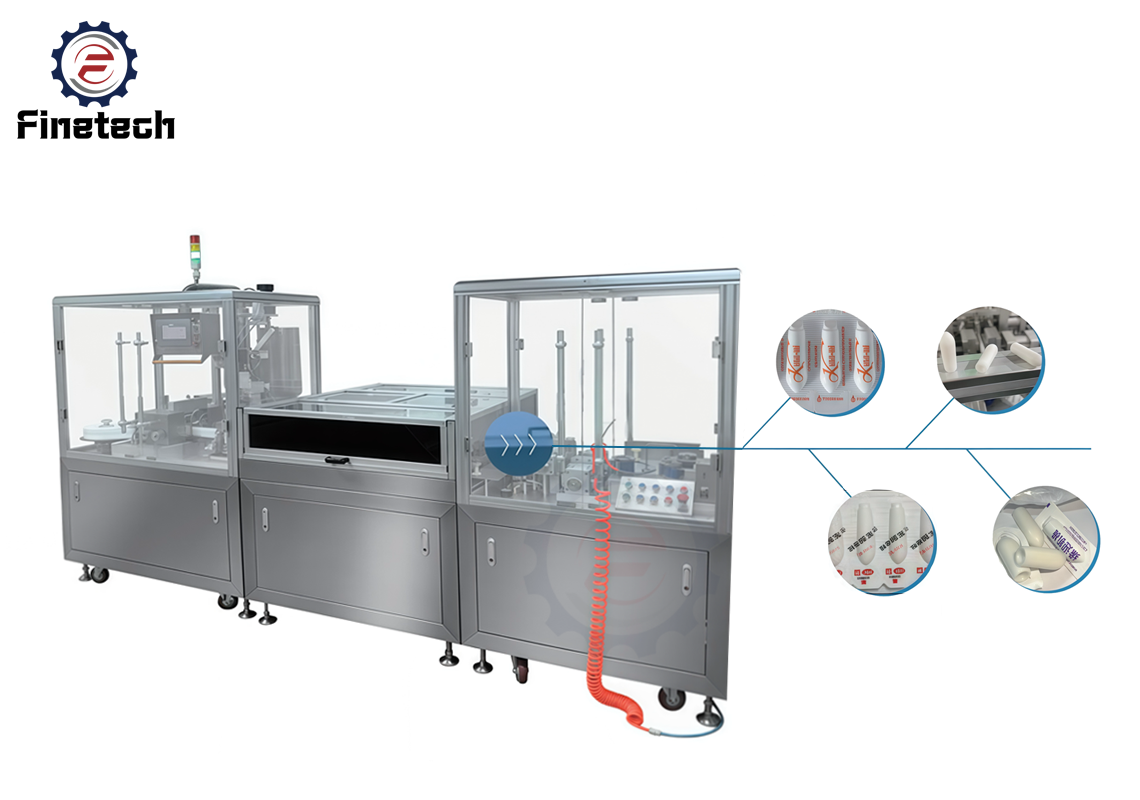
SJ-1L Zäpfchenfüll- und Verschließmaschine
Die SJ-1L Zäpfchenfüll- und Verschließmaschine ist eine hocheffiziente, vollautomatische Anlage für Klein- bis MittelserienfertigungEs hat eine kompakte Bauweise, die nur minimalen Platzbedarf haben. Beantragt für F&E-Einrichtungen, klinische Studien oder kleiner bis mittlerer Bedarf an ZäpfchenproduktionZu seinen Kernfunktionen zählen präzises Mischen, genaues Befüllen und sanftes Entformen.

Benötigen Sie ein individuelles Angebot?
Möchten Sie weitere Informationen zu diesem Produkt? Kontaktieren Sie noch heute unser Verkaufsteam!
Hauptmerkmale
Technische Daten
Maschinendetails
Häufig gestellte Fragen
Anwendungsarten von Zäpfchen
Bewertungen Noch keine Bewertungen
Videos
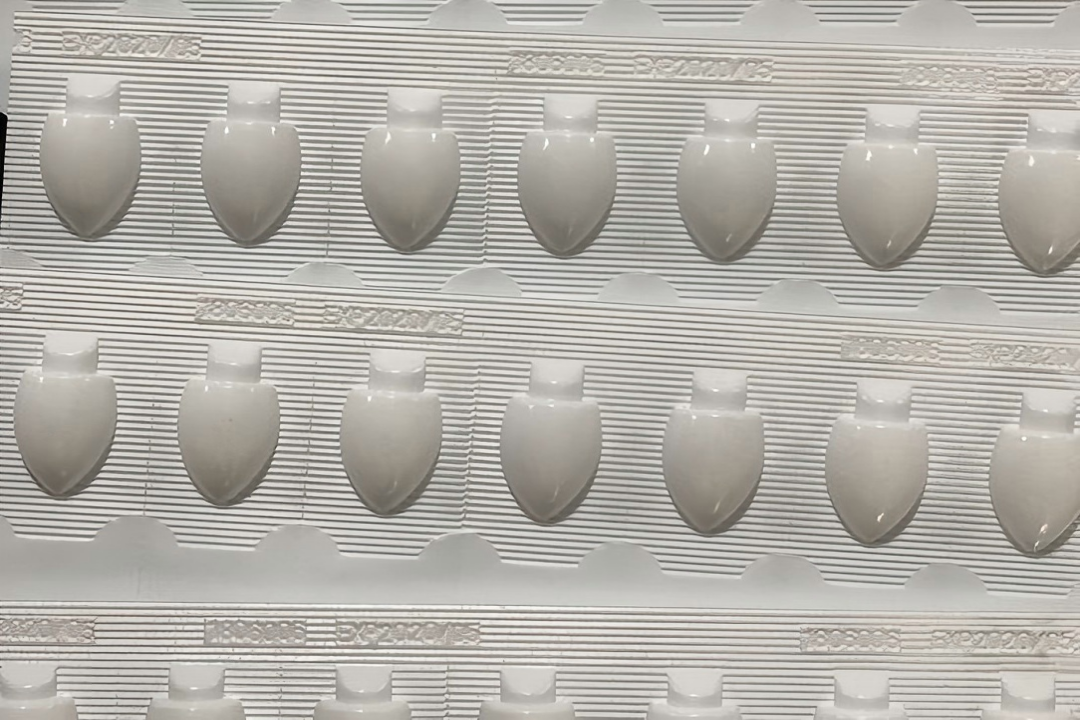
Die SJ-1L Zäpfchenfüll- und -verschließmaschine wird zur Herstellung von Zäpfchen mit spezieller Form eingesetzt, wie zum Beispiel kugelförmig, torpedoförmig und entenschnabelförmig.
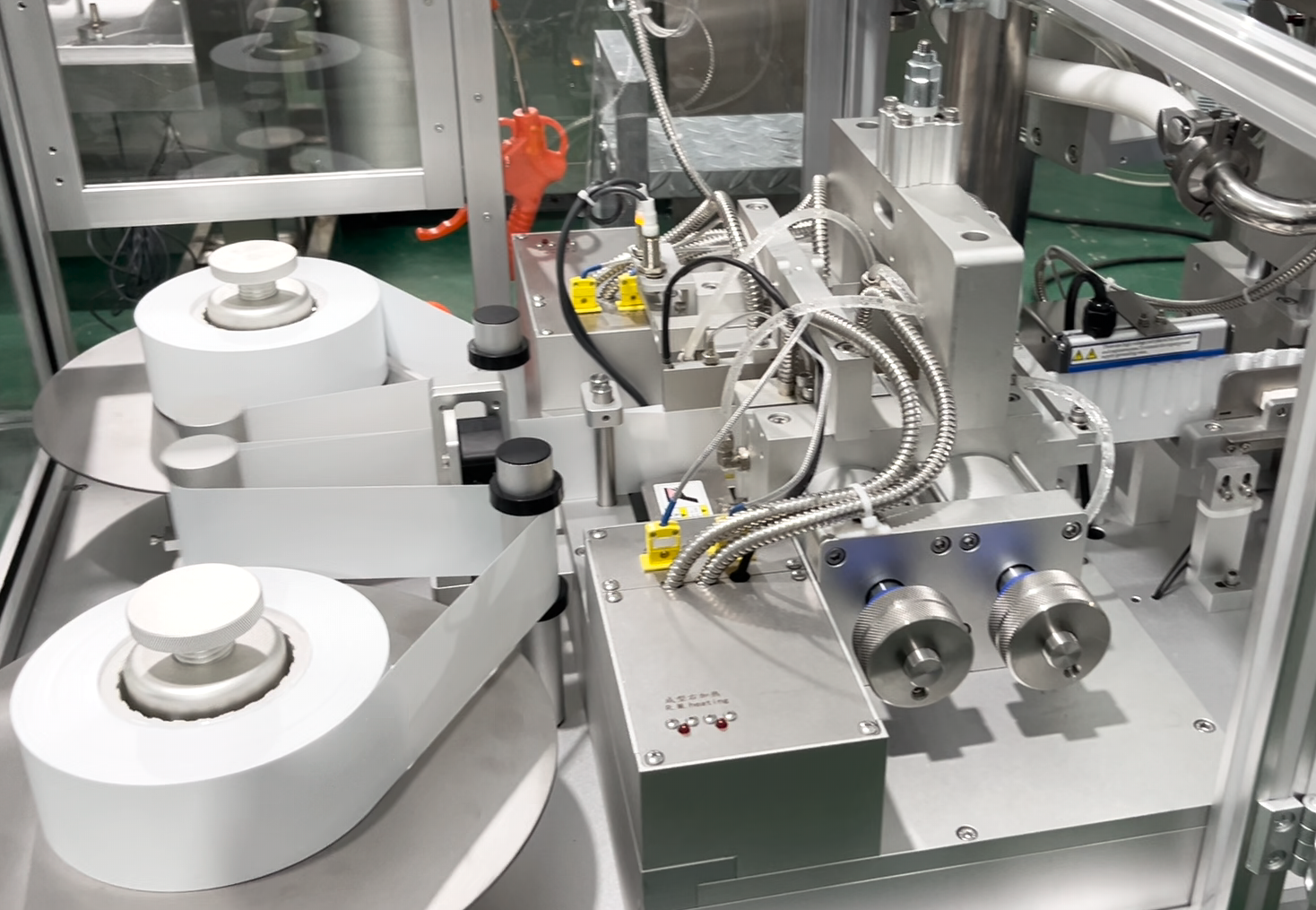
Die Ausrüstung verfügt programmierbare SPS-Steuerungen und eine einfache Mensch-Maschine-Schnittstelle, die leicht zu bedienen ist und eine präzise Temperaturregelung und einen stabilen Betrieb bietet.
Der Formtemperatursensor und ein hochpräzises Mikrocomputer-Steuerungssystem sorgen für eine konstante Temperatur.
Der Flüssigkeitslagertank besteht aus Edelstahl 316L, mit entsprechendem Volumen, Isolierung, Heizfunktionen und präziser Temperaturregelung. Der Lagertank ist mit einer Rührvorrichtung ausgestattet, um die Gleichmäßigkeit des flüssigen Arzneimittels im Fass jederzeit aufrechtzuerhalten. Der Flüssigkeitslagertank ist über eine Rohrleitung mit dem Füllmechanismus verbunden, und das flüssige Arzneimittel ist isoliert und zirkuliert um sicherzustellen, dass die Fließfähigkeit den Füllanforderungen entspricht.
Der linearer Perfusionsmechanismus vom Insertionstyp zeichnet sich durch eine genaue Positionierung, kein Tropfen der Medizin und kein Hängen an der Wand aus; die Einzelkornmessung reicht von 0,5 bis 5 mlund der Füllfehler ist ±2%.
| Modell | SJ-1L |
| Leistung/Stunde | 1.000–2.000 Körner/Stunde |
| Dosierungsabweichung | <±2% |
| Fassungsvermögen des Eimers | 20 Liter |
| Gasverbrauch/pro Minute | 0,6 m³ |
| Betriebsspannung | Dreiphasiger Wechselstrom 380 V |
| Geeignete Zäpfchenform | Kugelkopftyp, Torpedotyp, Entenform und verschiedene andere Formen |
| Außenmaße | 2300 mm x 900 mm x 1800 mm (L x B x H) |
| Anwendbare Matrix | Synthetische Fettsäuren: Glycerin, Glycerin, Gelatine, Polyethylenglykol usw. |
| Einzeldosis | 0,5–5 ml |
| Verpackungsfolie | PVC/PE, Dicke: 0,15 mm |
| Arbeitsluftdruck | ≥0,6 MPa |
| Wasserverbrauch/pro Stunde | 50kg (Recycling) |
| Gesamtleistung | 2,5 kW |




Moderne Maschinen können ein breites Spektrum an Aufgaben bewältigen, darunter:
Fettbasiert (z. B. Kakaobutter, Witepsol, Suppocire): Erfordern eine präzise Temperaturkontrolle, um polymorphe Übergänge zu vermeiden.
Wasserlöslich/Glycerinbasiert (z. B. Glycerin-Zäpfchen): Oft zähflüssiger und erfordern möglicherweise spezielle Pumpen.
PEG (Polyethylenglykol)-basiert: Sie haben einen höheren Schmelzpunkt und sind weniger empfindlich gegenüber Temperaturschwankungen.
Thermosensitiv Formulierungen, die Probiotika oder lebende Kulturen enthalten, erfordern eine sehr schonende Verarbeitung bei niedrigen Temperaturen.
Die Kapazität variiert stark:
Halbautomatisch: 500 – 2.000 Zäpfchen pro Stunde.
Drehautomatik: 2.000 – 12.000+ Zäpfchen pro Stunde.
Die Ausbeute hängt von der Anzahl der Formhohlräume, der Zykluszeit und dem Gewicht des Zäpfchens ab.
Sie sind oft integriert, haben aber unterschiedliche Funktionen:
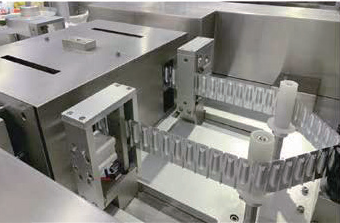
Formmaschine: Die Zäpfchenform wird aus der geschmolzenen Masse mithilfe abgekühlter Metallformen hergestellt.
Blisterversiegelungsmaschine: Verpackt die fertigen Zäpfchen in Folien-/Kunststoffblister für Einzeldosierung, Schutz und Stabilität.
Viele Abfüll- und Verschließanlagen kombinieren beides in einem kontinuierlichen Prozess.
Kolbenpumpe: Am häufigsten verwendet. Hervorragend geeignet für die Genauigkeit (±1–21 TP3T) mit den meisten Fetten und PEGs. Leichter zu reinigen und zu pflegen bei Standardformulierungen.
Schlauchpumpe: Ideal für scherempfindliche, stark klebrige oder hochabrasive Formulierungen. Vermeidet Metallkontakt und reduziert so das Kontaminationsrisiko. Der Schlauch ist ein Verbrauchsmaterial.
Es gibt keine universelle Einstellung. Es ist formulierungsabhängig. Eine allgemeine Regel:
Trichter: 2-5°C über dem Schmelzpunkt der Basis.
Düsen: 1-3°C über der Trichtertemperatur, um ein Erstarren in der Spitze zu verhindern.
Formen: 5-15°C unterhalb des Erstarrungspunktes. Halten Sie sich stets an die Empfehlung des Herstellers der Basisstation. und führen Sie Versuche im kleinen Rahmen durch.
Über eine sanfte Ausstoßmechanismus:
Auswerferstifte: Präzisionsstifte, die von unten in die Formkavität gedrückt werden. Die Stiftköpfe müssen absolut bündig sein.
Luftausstoß: Ein kontrollierter Druckluftstoß. Wird häufig für sehr weiche Zäpfchen oder in Verbindung mit Nadeln verwendet.
Oberflächenbeschichtung: Die Formen werden oft verchromt oder mit PTFE (Antihaftbeschichtung) beschichtet, um das Herauslösen zu erleichtern.
Ursache: Falsche Temperatur, falscher Druck oder falsche Verweilzeit der Dichtungsbacken.
Lösung: Kalibrieren Sie die Temperatur der Siegelbacken (verwenden Sie ein Oberflächenpyrometer), erhöhen Sie den Druck oder passen Sie die Siegelzeit an. Prüfen Sie außerdem, ob die Spezifikation der Deckelfolie mit der Formfolie kompatibel ist.
Ja, aber dazu ist ein Umstellung. Dies beinhaltet:
Ändern der Formplatten zu solchen mit unterschiedlichen Hohlraumformen/-volumina.
Anpassen oder Ändern der Fülldüsen.
Möglicherweise ändert sich die Blasenformungsdüsen Und Trimmstanzen.
Neukalibrierung von Temperaturen und Pumpeneinstellungen. Moderne Maschinen sind auf schnelle Umrüstungen (unter 30 Minuten) ausgelegt.


Kundenrezensionen
Noch keine Bewertungen. Seien Sie der Erste, der dieses Produkt bewertet!
Eine Bewertung schreiben
Zäpfchenabfüllmaschine Arbeitsprinzip

Verwandte Produkte