Zum Inhalt springen
Zum Inhalt springen Der globale Fertigungssektor durchläuft derzeit einen radikalen Wandel, bei dem die Pharmaindustrie eine Vorreiterrolle spielt. Die intelligente Fertigung von Pharma 4.0 stellt die jüngste Entwicklung dieser industriellen Revolution dar.
In diesem Rahmen werden fortschrittliche digitale Werkzeuge kombiniert, um die Herstellung von Arzneimitteln neu zu definieren. Diese neue Ära integriert Künstliche Intelligenz (KI), Robotik und das Internet der Dinge (IoT), um die betriebliche Effizienz, die Qualität und die Einhaltung von Vorschriften zu verbessern.
Dieser Übergang ist jedoch nicht nur ein technologisches Upgrade. Es ist ein grundlegender Wandel hin zu datengesteuerten Systemen, die dafür sorgen, dass jede lebensrettende Behandlung den Patienten mit einer noch nie dagewesenen Genauigkeit erreicht. Lassen Sie uns im Detail erörtern, wie diese Konzepte die Branche voranbringen.
Was ist Pharma 4.0 Smart Manufacturing?
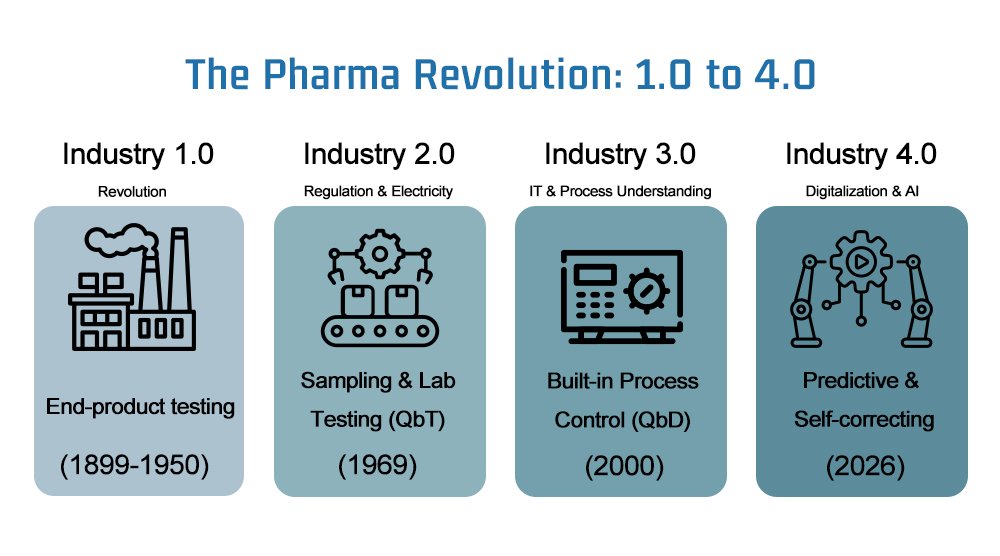
Pharma 4.0 stellt die neueste Entwicklung in der pharmazeutischen Produktion dar. Sie ist eine Fortsetzung der Entwicklung der Branche durch Pharma 1.0, 2.0 und 3.0. Diese Ära markiert die Anpassung der Grundsätze der Industrie 4.0 im gesamten Fertigungssektor. Dabei werden fortschrittliche Technologien wie IoT, KI, Robotik und digitale Zwillinge direkt in die Produktionsprozesse integriert.
Diese 4.0-Innovationen führen zu einem Paradigmenwechsel in der Fertigung: von der traditionellen, isolierten Stapelverarbeitung hin zu datengesteuerten Abläufen. Die Nutzung von Echtzeiterkenntnissen hilft dabei, die Leistung, die Qualitätskontrolle und die Widerstandsfähigkeit der Lieferkette zu verbessern. Kurz gesagt, diese digitale Transformation stellt sicher, dass hochwertige, lebensrettende Medikamente die Patienten zuverlässiger und schneller als je zuvor erreichen.
Kernkonzepte von Pharma 4.0 Smart Manufacturing
Bei der intelligenten Herstellung von Arzneimitteln 4.0 geht es um mehr als nur um die Anpassung neuer Technologien. Es ist ein Wandel hin zu einem digital integrierten und kohärenten pharmazeutischen Ökosystem. Dieser Rahmen stützt sich auf mehrere Kernsäulen, von denen jede eine bestimmte betriebliche Herausforderung angeht. Im Folgenden erfahren Sie, wie diese Konzepte die Branche voranbringen:
1. Digitalisierung und Automatisierung
Digitalisierung und Automatisierung sind die Hauptziele der modernen Produktion. Sie priorisieren die papierlose Fertigung und verlagern die manuelle papierbasierte Dokumentation in elektronische Systeme, wie z. B. elektronische Chargenprotokolle (EBR).
Diese Implementierungen erbringen derzeit eine bemerkenswerte 120-600% ROI und helfen Einrichtungen, zwischen $84k und $625k an monatlichen Arbeitskosten zu sparen. Neben den finanziellen Vorteilen schützt diese Umstellung auch Datenintegrität und die Patientensicherheit, indem menschliche Übertragungsfehler, die häufig zu Chargenabweichungen führen, vermieden werden.
2. Konnektivität
Echte Konnektivität schafft eine integrierte Wertschöpfungskette, indem sie hartnäckige Datensilos aufbricht, die einst isolierte Abteilungen waren. Sie verbindet die Fertigung direkt mit übergeordneten Managementsystemen und sorgt für einen kohärenten Informationsfluss zwischen Produktion, Qualität und Logistik.
Diese Transparenz ermöglicht eine Echtzeit-Überwachung des gesamten Produktionslebenszyklus. Außerdem wird die vollständige Überwachung vom Eingang der Rohstoffe bis zur endgültigen Auslieferung gewährleistet.
3. Qualität durch Design (QbD)
Ein weiterer Pfeiler von Pharma 4.0 ist Quality by Design (QbD), eine proaktive Strategie, die die Qualität direkt in den Herstellungsprozess integriert. Anstatt die Produkte erst am Ende einer Charge zu testen, sorgt QbD für Konsistenz von Anfang an.
Sie definiert kritische Prozessparameter (CPPs) und überwacht sie ständig, um zu gewährleisten, dass jedes Endprodukt seine kritischen Qualitätsmerkmale erfüllt (CQAs). Dieser systematische Ansatz verringert die Abweichungen und eliminiert die Risiken, die mit herkömmlichen Endstufentests verbunden sind.
4. Kultur und organisatorische Struktur
Kultur und Organisationsstruktur fügen diesem digitalen Wandel ein wesentliches menschliches Element hinzu. Eine aktuelle Umfrage unter Verbrauchern im Gesundheitswesen zeigt, dass 65% der Patienten bevorzugen einen proaktiven Ansatz für die medizinische Sicherheit. Folglich verlagert sich die Belegschaft von der reaktiven Fehlerbehebung zur proaktiven Optimierung.

Fachleute nutzen Echtzeit-Dashboards, um Trends zu erkennen, bevor sie sich zu Produktionsausfällen auswachsen. Diese kulturelle Entwicklung ermöglicht es den Teams auch, abteilungsübergreifend zusammenzuarbeiten, was zu sichereren und zuverlässigeren Patientenergebnissen führt.
Schlüsseltechnologien für Pharma 4.0
Pharma 4.0 nutzt fortschrittliche Technologien, um eine reibungslose, selbstkorrigierende Produktionsumgebung zu schaffen. Zu den wichtigsten Faktoren gehören Hochgeschwindigkeitsverbindungen und autonome Systeme, die die manuelle Überwachung ersetzen. Werfen wir einen genaueren Blick darauf, wie diese Innovationen in der Produktion funktionieren.
1. Cyber-Physische Systeme
In einem Cyber-Physical System (CPS) werden physische Fertigungsanlagen mit digitalen Systemen kombiniert, um intelligente, selbstoptimierende Produktionseinheiten zu schaffen. Diese Systeme integrieren fortschrittliche Sensoren und Aktoren, um eine kontinuierliche Feedbackschleife zu bilden.
Bei einer Rundlauf-Tablettenpresse zum Beispiel überwachen Sensoren in Echtzeit die Druckkraft und die Vibration. Stellt das System eine Abweichung vom idealen Profil fest, sendet die Berechnungsebene einen Befehl an die Aktuatoren, um die Stempeltiefe oder die Maschinengeschwindigkeit sofort anzupassen. Auf diese Weise kann die Maschine ohne menschliches Eingreifen erkennen, verarbeiten und handeln und dafür sorgen, dass jede einzelne Tablette den strengen gesetzlichen Vorgaben entspricht.
2. Digitale Zwillinge
Digitale Zwillinge in der Pharmaindustrie sind virtuelle Nachbildungen physischer pharmazeutischer Anlagen, Prozesse oder ganzer Produktionssysteme. Im Gegensatz zu statischen Modellen werden sie mit Echtzeitdaten aus dem Betrieb aktualisiert, um ihre physischen Gegenstücke exakt widerzuspiegeln.
Ein digitaler Zwilling eines Wirbelschichttrockners kann zum Beispiel simulieren, wie sich Änderungen des Luftstroms oder der Temperatur auf eine bestimmte Granulatcharge auswirken. Dies ermöglicht Simulation, vorausschauende Wartung und Prozessoptimierung, ohne das physische Produkt zu gefährden.
3. Erweiterte Analytik und KI
Die Forschung bestätigt, dass die KI derzeit die größte Wirkung auf die pharmazeutische Industrie. Wir können sehen Anwendungen der künstlichen Intelligenz über den gesamten Lebenszyklus hinweg, von der Arzneimittelentdeckung bis zu personalisierten Behandlungen. Generative KI verkürzt die Entdeckungszeiträume, indem sie Moleküle auf der Grundlage therapeutischer Eigenschaften entwirft.

Andererseits optimieren fortschrittliche Analysen klinische Studien durch die Auswahl genomischer Kandidaten. In der Fertigung identifiziert die KI-gesteuerte vorausschauende Wartung subtile Anomalien in der Ausrüstung. Sie hilft Einrichtungen, Hardware zu reparieren, bevor es zu Ausfällen kommt, was sowohl die Produktionsgeschwindigkeit als auch die Ergebnisse für die Patienten verbessert.
4. Industrielles Internet der Dinge (IIoT)
Das industrielle Internet der Dinge (IIoT) ist ein Netzwerk aus intelligenten Sensoren, Maschinen und Geräten, die in der gesamten pharmazeutischen Produktion miteinander verbunden sind. Diese umfassende Infrastruktur ermöglicht die Echtzeitüberwachung von Reinraumumgebungen, einschließlich Variablen wie Temperatur, Feuchtigkeit und Druck.
Diese Netzwerke verfolgen auch die Leistung der Geräte über ein zentrales Dashboard, um eine vollständige Betriebstransparenz zu gewährleisten. Auf diese Weise erhalten die Hersteller einen beispiellosen Einblick in ihren gesamten Betrieb. Diese Übersicht ermöglicht es ihnen, kleinere Unregelmäßigkeiten sofort zu erkennen, bevor sie sich auf die Produktqualität auswirken.
5. Robotik Automatisierung
Der globale Markt für pharmazeutische Robotik hat ein geschätztes Volumen von $4,234 Milliarden. Diese enorme Zahl spiegelt einen erheblichen Anstieg bei der Einführung automatisierter Systeme wider.
Die Roboterautomation führt sich wiederholende Aufgaben mit mikroskopischer Genauigkeit aus und eliminiert die vom Menschen verursachte Kontamination in sterilen Zonen. In der Sekundärverpackung beladen Hochgeschwindigkeits-Roboterarme Blisterverpackungen und bringen Etiketten mit perfekter Konsistenz auf. Die Integration dieser Systeme erhöht den Produktionsausstoß und die Sicherheit.
Vier Vorteile von Pharma 4.0 Smart Manufacturing
Die Einführung von Pharma 4.0 hat die pharmazeutische Produktion von einer reaktiven, papierbasierten Überwachung in einen proaktiven, datengesteuerten Betrieb verwandelt. Heute liefern diese Systeme messbare Verbesserungen in Bezug auf Effizienz, Compliance und Rentabilität.
1. Betriebliche Effizienz und Kostenreduzierung
Pharma 4.0 steigert die betriebliche Effizienz durch die Integration automatischer Feedbackschleifen und vorausschauender Wartung erheblich. Diese Systeme erkennen potenzielle mechanische Ausfälle oder Prozessineffizienzen, bevor sie zu Ausfallzeiten führen.
Hersteller können ihre Betriebskosten und Ressourcenverschwendung erheblich senken, indem sie Chargenfehler minimieren und manuelle Eingriffe reduzieren. Diese Optimierung wirkt sich direkt auf das Endergebnis aus, da ein kosteneffektiverer Produktionszyklus aufrechterhalten wird.
2. Verbesserte Qualität und Patientensicherheit
Verbesserte Arzneimittelqualität und Patientensicherheit werden durch Echtzeit-Freisetzungstests (RTRT) erreicht. Im Gegensatz zu herkömmlichen Verfahren, bei denen die Produkte nach der Fertigstellung einer Charge geprüft werden, werden bei der RTRT mit Hilfe von Inline-Sensoren kritische Qualitätsmerkmale während der Produktion kontinuierlich überwacht. Das Verfahren gewährleistet, dass jede Dosis in Echtzeit auf ihre Sicherheit überprüft wird.
3. Vereinfachte Einhaltung gesetzlicher Vorschriften
Globale Gesundheitsbehörden, darunter die FDA, haben ihre Richtlinien aktualisiert, um die digitale Reife durch Rahmenwerke wie die Validierung 4.0 zu unterstützen. Diese Systeme erzeugen automatisch Datensätze, die den ALCOA+ Grundsätze. Das bedeutet, dass die Daten zuordenbar, lesbar, zeitnah, original und genau sind. Durch die automatisierte Dokumentation sind die Einrichtungen jederzeit revisionssicher.
4. Transparenz der Lieferkette
Technologien wie IIoT-Sensoren bieten eine durchgängige Transparenz der Lieferkette. Vollständige Transparenz trägt dazu bei, Fälschungen zu verhindern und empfindliche Produkte, wie z. B. Biologika, während des gesamten Transports innerhalb bestimmter Temperaturbereiche zu halten.
Echtzeitwarnungen ermöglichen es den Logistikteams, sofort einzugreifen, wenn eine Temperaturabweichung auftritt. Die sofortige Reaktion auf diese Erkenntnisse hilft den Beteiligten, die Wirksamkeit lebensrettender Medikamente zu erhalten.
FAQs
1. Kann Pharma 4.0 bei der Verwirklichung von Quality by Design (QbD) helfen?
Die intelligente Fertigung liefert die Daten, die für die Definition des “Design Space” benötigt werden. Durch das Verständnis der komplexen Wechselwirkungen zwischen Materialien und Prozessen können die Hersteller die Qualität in das Produkt einbauen, anstatt zu versuchen, sie später zu testen.
2. Was ist die größte kulturelle Hürde bei der Einführung von Pharma 4.0?
Der Wandel erfordert, dass die Mentalität “Qualität gegen Produktion” überwunden wird. Der Erfolg hängt von einer funktionsübergreifenden Zusammenarbeit ab, bei der IT-, Technik- und Qualitätsteams eine gemeinsame digitale Vision verfolgen, anstatt ihre individuellen Datensilos zu schützen.
3. Welche Technologien treiben Pharma 4.0 Smart Factories an?
Pharma 4.0 stützt sich auf Technologien wie Industrial IoT, künstliche Intelligenz, maschinelles Lernen, Robotik, Cloud Computing und digitale Zwillinge. Diese Tools sammeln und analysieren Produktionsdaten, um die Produktionsleistung und Qualitätskontrolle in Echtzeit zu optimieren.
4. Wie mindert Pharma 4.0 das Risiko menschlicher Fehler?
Digitale Arbeitsanweisungen und Augmented Reality (AR)-Overlays führen Bediener in Echtzeit durch komplexe SOPs. Diese Tools überprüfen, ob jeder Schritt korrekt ausgeführt wird, bevor der Benutzer fortfahren kann, wodurch Transkriptions- und Sequenzfehler praktisch ausgeschlossen werden.
5. Wie ist die Beziehung zwischen Industrie 4.0 und Pharma 4.0?
Pharma 4.0 ist die Adaption der Prinzipien von Industrie 4.0 für den Pharmasektor. Sie wendet digitale Fertigung, Automatisierung und vernetzte Systeme speziell auf die pharmazeutische Entwicklung, Herstellung und Lieferketten an.
Die Zukunft der pharmazeutischen Exzellenz
Pharma 4.0 ist eine transformative Kraft, doch ihre Umsetzung ist mit besonderen Herausforderungen verbunden. Hohe Anfangskosten für die Infrastruktur und eine erhebliche Qualifikationslücke bei den Mitarbeitern erfordern strategische Investitionen in Kapital und Ausbildung.
Darüber hinaus bleibt die Wahrung des Datenschutzes und der Sicherheit von entscheidender Bedeutung, da die Systeme zunehmend miteinander verbunden werden. Die Überwindung dieser Hindernisse ist für die Hersteller unerlässlich, um eine langfristige Skalierbarkeit zu erreichen.
Inmitten dieses technologischen Wandels bleibt der Bedarf an zuverlässigen pharmazeutischen Geräten konstant. Finetech bietet die notwendige Hardware, um Sie bei der Erfüllung der Pharma 4.0-Standards zu unterstützen. Unsere hochmodernen Maschinen sind aus hochwertigem Edelstahl gefertigt und mit fortschrittlichen digitalen Schnittstellen für eine nahtlose Systemintegration ausgestattet.
Setzen Sie sich noch heute mit Finetech in Verbindung, um ein persönliches Beratungsgespräch mit einem technischen Experten zu führen.
Referenzen:
Wie die intelligente Fertigung die pharmazeutische Produktion umgestaltet.
Intelligente Fertigung für die Pharmaindustrie.
Intelligente Fertigung in der Pharmaindustrie: Bewältigung der Herausforderungen in der Lieferkette.
Pharma 4.0™ in Aktion: Implementierung von intelligenter Fertigung und digitalen Technologien.
Trends bei pharmazeutischen Maschinen bis 2026: Wichtige Innovationen und Nachhaltigkeit.
Copyright-Hinweis:
Es ist nicht gestattet, Inhalte dieser Website zu vervielfältigen, zu verändern, zu veröffentlichen, darzustellen, zu übermitteln oder in irgendeiner Weise zu verwerten oder solche Inhalte zum Aufbau von Datenbanken jeglicher Art zu verwenden, es sei denn, es liegt eine ausdrückliche schriftliche Genehmigung der Finetech Group vor. Für eine Genehmigung zur Nutzung des Inhalts wenden Sie sich bitte an: info@pharmamachinecn.com
Haftungsausschluss:
Die in diesem Artikel enthaltenen Informationen dienen lediglich der allgemeinen Information. Das Unternehmen übernimmt keine Garantie für die Richtigkeit, Relevanz, Aktualität oder Vollständigkeit der Informationen, und das Unternehmen übernimmt keine Verantwortung für Fehler oder Auslassungen im Inhalt dieses Artikels.