 İçeriğe atla
İçeriğe atla 
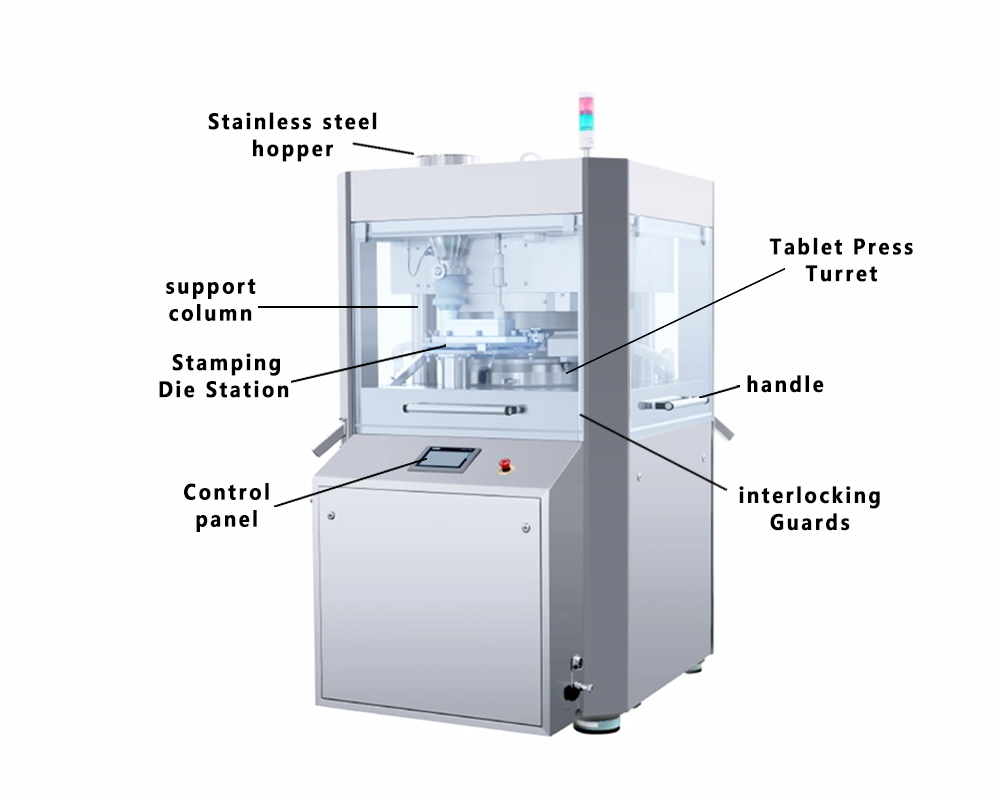




GZP570-41/51/61/65 Yüksek Hızlı Döner Tablet Pres Makinesi
The GZP570 serisi Yüksek Hızlı Döner Tablet Presleri, tablet presleri için uluslararası teknik ve genel standartlara uygun olarak geliştirilmiş, tasarlanmış ve üretilmiştir. Bu makineler, yeni ve iyi planlanmış bir tasarıma, elektrik sistemlerinde yüksek düzeyde otomasyona, güvenilir çalışmaya ve zarif, etkileyici bir görünüme sahiptir. Ekipmanı güncellemek için ideal bir seçimdir. ilaç ve sağlık takviyesi endüstrileri.

Özel Bir Teklife mi İhtiyacınız Var?
Veya bu ürün hakkında daha fazla bilgi mi istiyorsunuz? Bugün satış ekibimizle iletişime geçin!
Temel Özellikler
Teknik Veriler
Makine Detayları
SSS
Başvuru
Yorumlar Henüz yorum yok
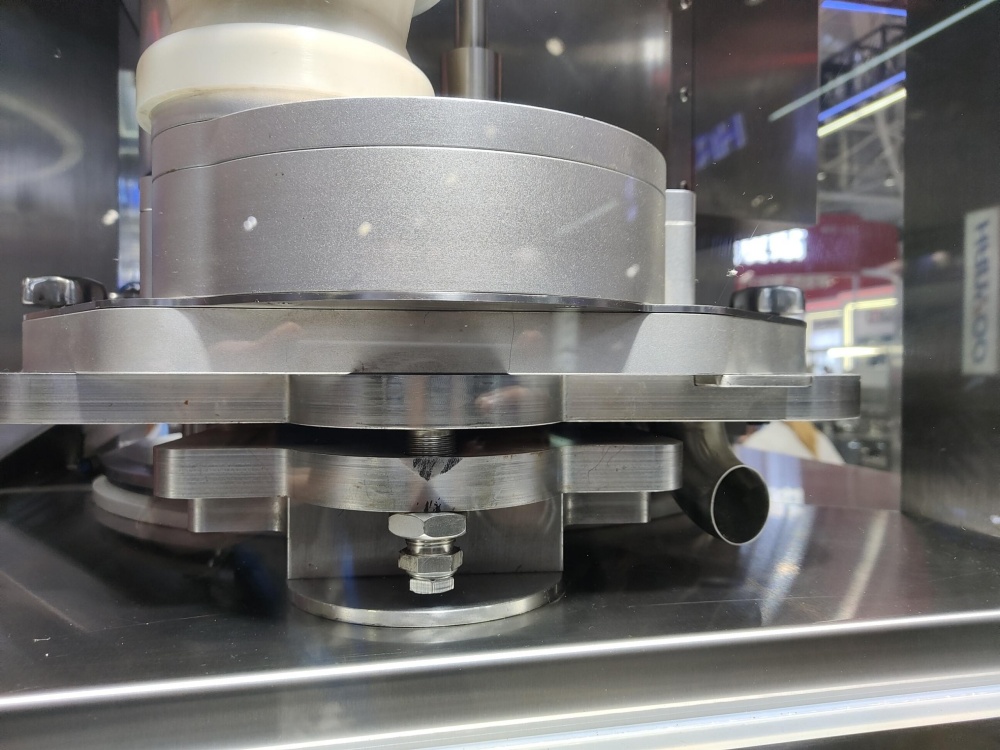
1. Makine, hem ön hem de ana sıkıştırmalı verimli bir basınç sistemine sahiptir. Dar silindir aralığı, geniş basınç silindirleri ve özel tasarımı, basınç altında deformasyonu önler. ağır yükler, sağlanması doğru tablet ağırlığı ve sertliği.
2. Taret, kalıp deliklerinin merkezindeki hız ile hızlı bir şekilde döner. Dakikada 100 meshÇift taraflı presleme ile şu kadar üretilebilir: Saatte 450.000 tablet, büyük ilaç fabrikalarının ihtiyaçlarını karşılamaktadır.
3. Üst basınç silindiri, bir kol mekanizması ile basınç sensörüne bağlanarak yüksek ölçüm hassasiyeti sağlar.
4. Otomatik yağlama sistemi, üst ve alt kılavuz raylarını, ana basınç silindirlerini ve üst ve alt delme çubuklarını yağlar. yağlama sıklığı ve zaman doğrudan dokunmatik ekran En iyi yağlamayı elde etmek, gürültüyü azaltmak ve parçaların daha uzun ömürlü olmasını sağlamak.
5. Besleme cihazı, güçlü bir stabilite için ana gövdeye sabitlenmiştir. Zorla besleme sistemi, sabit boşluk Taret ile. Çift bıçaklı besleme tepsisi farklı İşlenmemiş içeriklerve karıştırma ve doldurma cihazı tozun tamamen dolmasını sağlar ve ince ve kaba parçacıkların ayrılmasını önler.
| Model | GZP570-41 | GZP570-51 | GZP570-61 | GZP570-65 | |
| İstasyon Sayısı | 41 | 51 | 61 | 65 | |
| Takım Standardı | D | B | BB | BBS | |
| Maksimum Ana Basınç (KN) | 100 | ||||
| Maksimum Ön Basınç (KN) | 40 | ||||
| Maksimum Tablet Çapı (mm) | Yuvarlak tablet | 25 | 18 | 13 | 11 |
| düzensiz tablet | 25 | 19 | 16 | 13 | |
| Maksimum Dosyalama Derinliği (mm) | 20 | 18 | 15 | 15 | |
| MaxTablet Kalınlığı (mm) | 10 | 8 | 6 | 6 | |
| Maksimum Taret Hızı (dev/dak) | 60 | ||||
| Maksimum Üretim Kapasitesi (adet/saat) | 295200 | 367200 | 439200 | 468000 | |
| Motor Gücü (kw) | 11 | 7.5 | 7.5 | 7.5 | |
| Genel Boyut (mm) | 1420*1200*1850 | ||||
| Makine Ağırlığı(kg) | 3500 | ||||

Makine, üst ve alt zımbaları ve kalıpları tutan döner bir taret kullanır. Taret döndükçe, zımbalar kam rayları tarafından yönlendirilir. İşlem şunları içerir:
Dolgu: Alt delgi düşerek kalıpta bir boşluk oluşturur. Bir besleme sistemi bu boşluğu tozla doldurur.
Ölçüm: Fazla toz kazınır.
Sıkıştırma: Üst ve alt zımbalar iki ağır silindir arasında bir araya gelerek tozu bir tablete sıkıştırır.
Atılma: Alttaki delme aparatı yükselir ve bitmiş tablet kalıptan çıkar, ardından tablet makineden dışarı yönlendirilir.
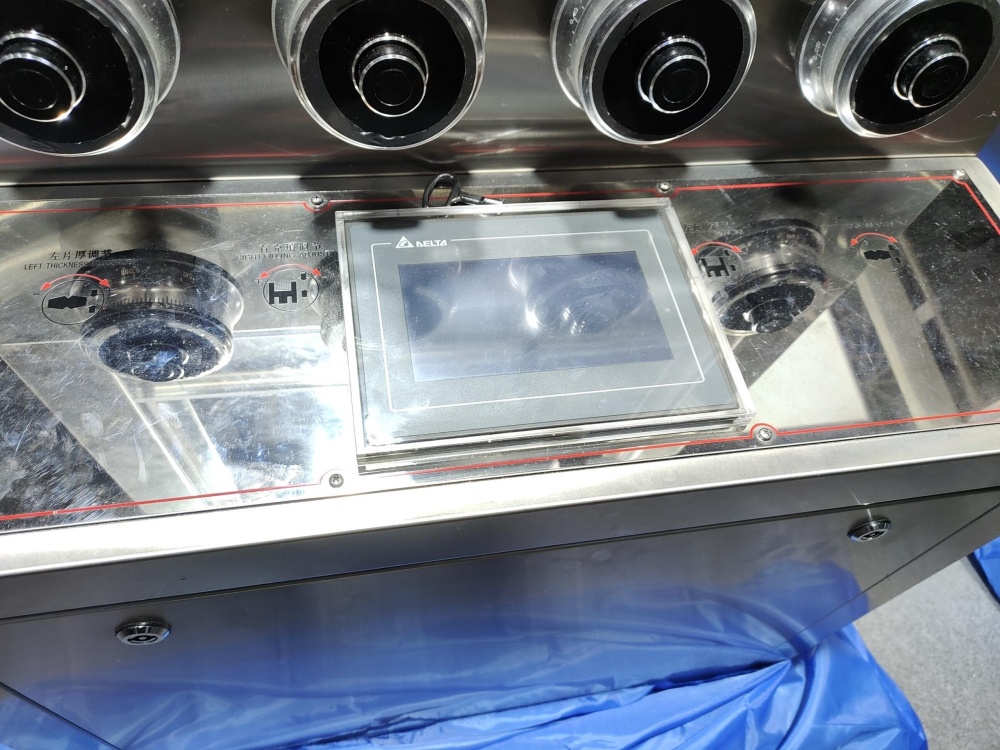
Tablet ağırlığı öncelikle şu şekilde kontrol edilir: dolgu derinliği veya doldurma kamerası. Dolum derinliğinin ayarlanması, sıkıştırma işleminden önce kalıp boşluğundaki toz hacmini değiştirir. Daha derin bir dolgu, daha ağır bir tablet ile sonuçlanır. Önemli: Dolum derinliğini değiştirdikten sonra tablet sertliğini ve kalınlığını tekrar kontrol edip ayarlamanız gerekir.
Sertlik ve kalınlık, ana sıkıştırma kuvveti.
Sıkıştırma Kuvvetinin Artırılması: Ana sıkıştırma silindirini yükseltir. Bu, daha fazla basınç uygulayarak Daha güçlü Ve daha ince tablet.
Sıkıştırma Kuvvetinin Azaltılması: Ana sıkıştırma silindirini alçaltır ve bunun sonucunda daha yumuşak Ve daha kalın tablet.
Ağırlık ve sertlik birbiriyle ilişkilidir; birini değiştirmek çoğu zaman diğerinin de ayarlanmasını gerektirir.
Yapışması (toz kalıp duvarına yapışır) ve koparılması (toz delme gravürüne yapışır) genellikle formülasyonla ilgilidir:
Nem: Tozun içerisinde yüksek nem veya rutubet bulunması.
Yetersiz veya Yanlış Yağlayıcı: (örneğin Magnezyum Stearat).
Pürüzlü Zımba Yüzeyleri: Çizilmiş, çukurlaşmış veya kötü cilalanmış zımbalar.
Yanlış Bekleme Süresi: Sıkıştırma süresinin çok kısa olması bazı API'lere takılıp kalmanıza neden olabilir.
Makineyi iyice temizleyin ve tüm toz kalıntılarını giderin.
Zımbaları ve kalıpları hasar veya aşınma açısından görsel olarak inceleyin.
Üreticinin programına göre kılavuz raylarını ve kamları kontrol edin ve yağlayın.
Tüm emniyet kilitlerinin çalıştığını doğrulayın.
Gevşek cıvata veya parça olup olmadığını kontrol edin.
Belirli bir zaman çizelgesi yoktur. Şunlara bağlıdır:
Formülasyonun Aşındırıcı Yapısı: Bazı malzemeler takımları daha çabuk aşındırır.
Üretim Saatleri: Her set için çalışma saatlerinin sayısını takip edin.
Tablet Kalitesi: Ayarlamalarla çözülemeyen, kalitede sürekli bir düşüş (ağırlık değişimi, kaplama, yapışma) gördüğünüzde bunları değiştirin.
Görsel Muayene: Zımba uçlarında ve kalıp deliklerinde çizik, kırılma ve aşınma olup olmadığını düzenli olarak kontrol edin.
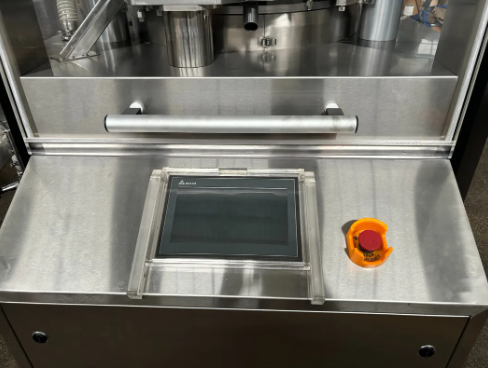
Kilitli Muhafızlar: Kapılar veya erişim panelleri açıksa makine çalışamaz.
Acil Durdurma Butonları: Birden fazla, kolay ulaşılabilir noktada bulunmaktadır.
Basınç Tahliye Vanaları: Hidrolik sistemi aşırı basınçtan koruyun.
Yumruk Yakalama Sistemi: Kırılma durumunda yumrukların yüksek hızda dışarı fırlamasını önler.
Sıfır Hız Anahtarları: Bakım için taretin durdurulduğundan emin olun.
Belgeleme: Makinenin tüm operasyonları, temizliği ve bakımı için günlükleri tutun.
Değişim Kontrolü: Parametrelerde veya parçalarda yapılan değişiklikleri belgelendirin.
Kalibrasyon: Ağırlık ve kuvvet kontrol sistemlerini düzenli olarak kalibre edin.
Malzeme İzlenebilirliği: Çapraz bulaşmayı önlemek için belirli ürünlere özel araçlar kullanın.
Kapsamlı Temizlik: Ürün partileri arasında geçerli temizleme prosedürlerini izleyin.






Müşteri Yorumları
Henüz yorum yok. Bu ürünü ilk inceleyen siz olun!
Bir İnceleme Yazın






