Aller au contenu
Aller au contenu Le secteur manufacturier mondial subit actuellement une transformation radicale, dont l'industrie pharmaceutique est le fer de lance. La fabrication intelligente Pharma 4.0 représente la dernière évolution de cette révolution industrielle.
Ce cadre associe des outils numériques avancés pour redéfinir la manière dont les médicaments sont produits. Cette nouvelle ère intègre l'intelligence artificielle (IA), la robotique et l'internet des objets (IoT) pour améliorer l'efficacité opérationnelle, la qualité et la conformité réglementaire.
Cependant, cette transition n'est pas une simple mise à jour technologique. Il s'agit d'une évolution fondamentale vers des systèmes axés sur les données qui permettent à chaque traitement salvateur d'atteindre les patients avec une précision sans précédent. Voyons en détail comment ces concepts font progresser le secteur.
Qu'est-ce que la fabrication intelligente Pharma 4.0 ?
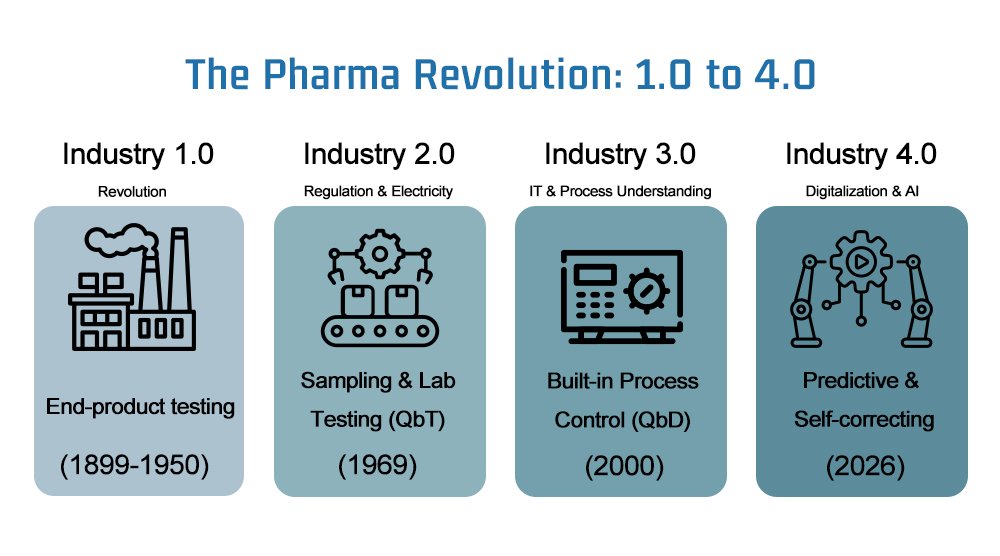
Pharma 4.0 représente la dernière évolution de la fabrication pharmaceutique. Elle s'inscrit dans la continuité de la progression de l'industrie à travers Pharma 1.0, 2.0 et 3.0. Cette ère marque l'adaptation des principes de l'industrie 4.0 à l'ensemble du secteur manufacturier. Elle intègre des technologies avancées comme l'IdO, l'IA, la robotique et les jumeaux numériques directement dans les processus de production.
Ces innovations 4.0 modifient le paradigme de la fabrication, qui passe d'un traitement par lots traditionnel et cloisonné à des opérations basées sur les données. L'utilisation d'informations en temps réel permet à ce cadre d'améliorer les performances, le contrôle de la qualité et la résilience de la chaîne d'approvisionnement. En bref, cette transformation numérique garantit que des médicaments de haute qualité et salvateurs parviennent aux patients de manière plus fiable et plus rapide que jamais.
Concepts fondamentaux de la fabrication intelligente Pharma 4.0
La fabrication intelligente Pharma 4.0 ne se limite pas à l'adaptation de nouvelles technologies. Il s'agit d'une évolution vers un écosystème pharmaceutique numériquement intégré et cohérent. Ce cadre repose sur plusieurs piliers fondamentaux, chacun d'entre eux répondant à un défi opérationnel spécifique. Voici comment ces concepts font avancer l'industrie :
1. Numérisation et automatisation
La numérisation et l'automatisation sont les principaux objectifs de la production moderne. Elles donnent la priorité à la fabrication sans papier et au transfert de la documentation manuelle sur papier vers des systèmes électroniques, tels que les dossiers de lot électroniques (EBR).
Ces mises en œuvre permettent actuellement d'obtenir des résultats remarquables. 120-600% ROI et aider les établissements à économiser entre $84k et $625k en coûts de main d'œuvre mensuels. Au-delà des gains financiers, cette transition protège l'intégrité des données et la sécurité des patients en éliminant les erreurs de transcription humaine qui sont souvent à l'origine de déviations de lots.
2. La connectivité
La véritable connectivité établit une chaîne de valeur intégrée en brisant les silos de données persistants qui constituaient autrefois des départements isolés. Elle relie directement l'atelier aux systèmes de gestion de haut niveau et assure la cohérence du flux d'informations entre la production, la qualité et la logistique.
Cette transparence permet un suivi en temps réel de l'ensemble du cycle de fabrication. Elle permet également d'assurer un contrôle complet, de l'arrivée des matières premières à la distribution finale.
3. Qualité par conception (QbD)
Un autre pilier de Pharma 4.0 est la qualité dès la conception. (QbD), une stratégie proactive qui intègre la qualité directement dans le processus de fabrication. Plutôt que de tester les produits à la fin d'un lot, la méthode QbD garantit la cohérence dès le début.
Il définit les paramètres critiques du processus (CPP) et les contrôle en permanence, afin de garantir que chaque produit final répond à ses attributs de qualité critiques (AQC). Cette approche systématique réduit les écarts et élimine les risques associés aux tests traditionnels de fin de cycle.
4. Culture et structure organisationnelle
La culture et la structure organisationnelle ajoutent un élément humain essentiel à cette transformation numérique. Une récente enquête auprès des consommateurs de soins de santé révèle que 65% de patients préfèrent une approche proactive de la sécurité médicale. Par conséquent, la main-d'œuvre passe du dépannage réactif à l'optimisation proactive.

Les professionnels utilisent des tableaux de bord en temps réel pour identifier les tendances avant qu'elles ne se transforment en défaillances de production. Cette évolution culturelle permet également aux équipes de collaborer entre les services, ce qui se traduit par des résultats plus sûrs et plus fiables pour les patients.
Technologies clés utilisées dans Pharma 4.0
Pharma 4.0 utilise des technologies avancées pour créer un environnement de fabrication fluide et autocorrectif. Parmi les facteurs les plus importants, citons la connectivité à haut débit et les systèmes autonomes qui remplacent la surveillance manuelle. Voyons de plus près comment ces innovations fonctionnent dans l'atelier de production.
1. Systèmes cyber-physiques
Un système cyber-physique (CPS) fusionne des équipements de fabrication physiques avec des systèmes numériques pour créer des unités de production intelligentes et auto-optimisantes. Ces systèmes intègrent des capteurs et des actionneurs avancés pour former une boucle de rétroaction continue.
Par exemple, sur une presse à comprimés rotative, des capteurs surveillent en temps réel la force de compression et les vibrations. Si le système détecte un écart par rapport au profil idéal, la couche informatique envoie une commande aux actionneurs pour ajuster instantanément la profondeur du poinçon ou la vitesse de la machine. Cela permet à la machine de détecter, de traiter et d'agir sans intervention humaine et de maintenir chaque comprimé dans le respect des spécifications réglementaires strictes.
2. Jumeaux numériques
Les jumeaux numériques dans l'industrie pharmaceutique sont des répliques virtuelles d'actifs pharmaceutiques physiques, de processus ou de systèmes de fabrication entiers. Contrairement aux modèles statiques, ils sont mis à jour avec des données en temps réel provenant de l'atelier afin de refléter exactement leurs homologues physiques.
Par exemple, un jumeau numérique d'un séchoir à lit fluidisé peut simuler la manière dont les changements de flux d'air ou de température affecteront un lot spécifique de granulés. Cela permet la simulation, la maintenance prédictive et l'optimisation des processus sans risque pour le produit physique.
3. Analyse avancée et IA
Les recherches confirment que l'IA détient actuellement la l'impact le plus important sur l'industrie pharmaceutique. Nous pouvons constater applications de l'intelligence artificielle sur l'ensemble du cycle de vie, de la découverte de médicaments aux traitements personnalisés. L'IA générative comprime les délais de découverte en concevant des molécules basées sur des propriétés thérapeutiques.

D'autre part, les analyses avancées optimisent les essais cliniques grâce à la sélection de candidats génomiques. Dans le secteur manufacturier, la maintenance prédictive pilotée par l'IA identifie les anomalies subtiles des équipements. Elle aide les installations à réparer le matériel avant que les pannes ne se produisent, ce qui améliore à la fois la vitesse de production et les résultats pour les patients.
4. Internet industriel des objets (IIoT)
L'Internet industriel des objets (IIoT) représente un réseau de capteurs, de machines et d'appareils intelligents connectés à l'ensemble de l'atelier de fabrication pharmaceutique. Cette infrastructure complète permet de surveiller en temps réel les environnements des salles blanches, notamment les variables telles que la température, l'humidité et la pression.
Ces réseaux permettent également de suivre les performances des équipements à l'aide d'un tableau de bord centralisé afin de garantir une visibilité opérationnelle totale. Les fabricants bénéficient ainsi d'une visibilité inégalée sur l'ensemble de leurs opérations. Cette surveillance leur permet de détecter instantanément les irrégularités mineures avant qu'elles n'aient un impact sur la qualité du produit.
5. Automatisation de la robotique
Le marché mondial de la robotique pharmaceutique a atteint, selon les estimations, un chiffre d'affaires de 1,5 milliard d'euros. $4.234 milliards. Ce chiffre considérable reflète une forte augmentation de l'adoption de systèmes automatisés.
L'automatisation robotique exécute des tâches répétitives avec une précision microscopique et élimine la contamination d'origine humaine dans les zones stériles. Dans l'emballage secondaire, des bras robotisés à grande vitesse chargent les blisters et appliquent les étiquettes avec une cohérence parfaite. L'intégration de ces systèmes augmente la production et la sécurité.
Quatre avantages de la fabrication intelligente Pharma 4.0
La mise en œuvre de Pharma 4.0 a transformé la fabrication de produits pharmaceutiques, qui est passée d'une surveillance réactive et basée sur le papier à une opération proactive et axée sur les données. Aujourd'hui, ces systèmes apportent des améliorations mesurables en termes d'efficacité, de conformité et de rentabilité.
1. Efficacité opérationnelle et réduction des coûts
Pharma 4.0 augmente considérablement l'efficacité opérationnelle en intégrant des boucles de rétroaction automatisées et une maintenance prédictive. Ces systèmes identifient les défaillances mécaniques potentielles ou les inefficacités des processus avant qu'elles n'entraînent des temps d'arrêt.
Les fabricants peuvent réduire considérablement leurs frais généraux d'exploitation et le gaspillage des ressources en minimisant les échecs de lots et en réduisant les interventions manuelles. Cette optimisation améliore directement les résultats en maintenant un cycle de production plus rentable.
2. Amélioration de la qualité et de la sécurité des patients
Les tests de libération en temps réel (RTRT) permettent d'améliorer la qualité des médicaments et la sécurité des patients. Contrairement aux méthodes traditionnelles qui testent les produits après la fin d'un lot, le RTRT utilise des capteurs en ligne pour contrôler les attributs de qualité critiques en continu pendant la production. Ce processus garantit que la sécurité de chaque dose est vérifiée en temps réel.
3. Simplification de la conformité réglementaire
Les autorités sanitaires mondiales, dont la FDA, ont mis à jour leurs politiques pour soutenir la maturité numérique grâce à des cadres tels que la validation 4.0. Ces systèmes génèrent automatiquement des dossiers conformes aux ALCOA+ principes. Cela signifie que les données sont attribuables, lisibles, contemporaines, originales et exactes. La documentation automatisée permet aux installations d'être prêtes à être auditées à tout moment.
4. Transparence de la chaîne d'approvisionnement
Les technologies telles que les capteurs IIoT offrent une visibilité de bout en bout de la chaîne d'approvisionnement. Une transparence totale permet d'éviter la contrefaçon et de maintenir les produits sensibles, tels que les produits biologiques, dans les plages de température spécifiées tout au long du transport.
Les alertes en temps réel permettent aux équipes logistiques d'intervenir immédiatement en cas d'écart de température. En agissant sur la base de ces informations, on aide instantanément les parties prenantes à préserver l'efficacité des médicaments qui sauvent des vies.
FAQ
1. Pharma 4.0 peut-il aider à atteindre la qualité par la conception (QbD) ?
La fabrication intelligente fournit les données haute fidélité nécessaires pour définir l“”espace de conception". En comprenant les interactions complexes entre les matériaux et les processus, les fabricants peuvent intégrer la qualité dans le produit plutôt que d'essayer de la tester ultérieurement.
2. Quel est le principal obstacle culturel à l'adoption de Pharma 4.0 ?
Ce changement nécessite de briser la mentalité “qualité contre production”. Le succès dépend de la collaboration interfonctionnelle, où les équipes informatiques, d'ingénierie et de qualité partagent une vision numérique unique au lieu de protéger leurs silos de données individuels.
3. Quelles sont les technologies qui alimentent les usines intelligentes de Pharma 4.0 ?
Pharma 4.0 s'appuie sur des technologies telles que l'IoT industriel, l'intelligence artificielle, l'apprentissage automatique, la robotique, le cloud computing et les jumeaux numériques. Ces outils collectent et analysent les données de fabrication afin d'optimiser les performances de production et le contrôle de la qualité en temps réel.
4. Comment la Pharma 4.0 atténue-t-elle le risque d'erreur humaine ?
Les instructions de travail numériques et les superpositions de réalité augmentée (RA) guident les opérateurs à travers des procédures opératoires normalisées complexes en temps réel. Ces outils vérifient que chaque étape est exécutée correctement avant de permettre à l'utilisateur de poursuivre, ce qui élimine virtuellement les erreurs de transcription et de séquence.
5. Quelle est la relation entre Industry 4.0 et Pharma 4.0 ?
Pharma 4.0 est l'adaptation par le secteur pharmaceutique des principes de l'industrie 4.0. Elle applique la fabrication numérique, l'automatisation et les systèmes interconnectés spécifiquement au développement, à la fabrication et aux chaînes d'approvisionnement pharmaceutiques.
L'avenir de l'excellence pharmaceutique
Pharma 4.0 est une force de transformation, mais sa mise en œuvre comporte des défis distincts. Les coûts initiaux élevés de l'infrastructure et le manque important de compétences de la main-d'œuvre nécessitent un investissement stratégique en capital et en formation.
En outre, le maintien de la confidentialité et de la sécurité des données reste essentiel à mesure que les systèmes deviennent de plus en plus interconnectés. Il est essentiel que les fabricants surmontent ces obstacles pour parvenir à une évolutivité à long terme.
Au milieu de ces changements technologiques, le besoin d'équipements pharmaceutiques fiables reste constant. technologies fines fournit le matériel essentiel pour vous aider à répondre aux normes Pharma 4.0. Nos machines de pointe sont construites en acier inoxydable de haute qualité et équipées d'interfaces numériques avancées pour une intégration transparente des systèmes.
Contactez Finetech dès aujourd'hui afin d'entrer en contact avec un expert technique pour une consultation personnalisée.
Références :
Comment la fabrication intelligente remodèle la production pharmaceutique.
Fabrication intelligente pour l'industrie pharmaceutique.
Pharma 4.0™ en action : Mise en œuvre de la fabrication intelligente et des technologies numériques.
Tendances du secteur des machines pharmaceutiques à l'horizon 2026 : Innovations clés et durabilité.
Avis de droit d'auteur :
Vous ne pouvez pas reproduire, modifier, publier, afficher, transmettre ou exploiter de quelque manière que ce soit le contenu de ce site web, ni utiliser ce contenu pour constituer une base de données de quelque nature que ce soit, sans l'autorisation écrite expresse et préalable de Finetech Group. Pour obtenir l'autorisation d'utiliser le contenu, veuillez contacter : info@pharmamachinecn.com
Clause de non-responsabilité:
Les informations contenues dans cet article sont données à titre d'information générale uniquement. L'entreprise ne garantit pas l'exactitude, la pertinence, l'actualité ou l'exhaustivité de toute information, et l'entreprise n'assume aucune responsabilité pour les erreurs ou omissions dans le contenu de cet article.