Aller au contenu
Aller au contenu 





Besoin d'un devis personnalisé
Pour plus d'informations sur ce produit, contactez notre équipe commerciale dès aujourd'hui !
Caractéristiques principales
Données techniques
Détails de la machine
Application
FAQ
Commentaires Pas encore de commentaires
Vidéos
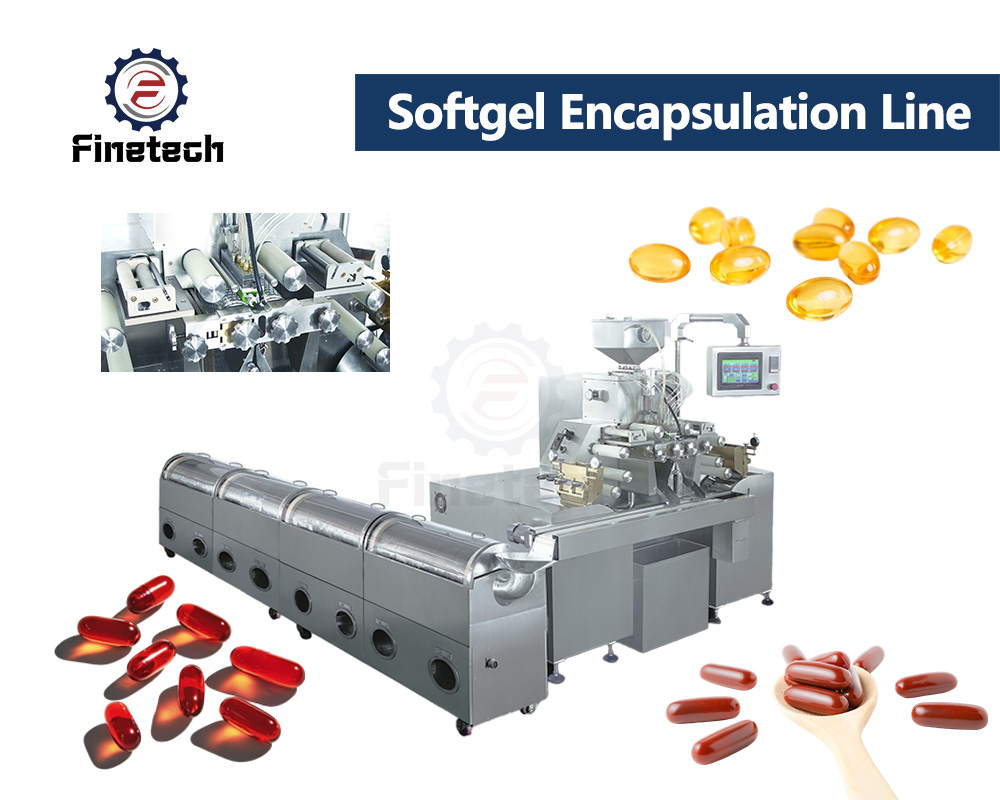
Sortir: 150-450 kg/heure.
Étapes de production des bonbons mous : Dissoudre les matières premières → Cuire → Transporter → Filtrer → Stocker → Mélanger → Déposer → Refroidir → Démouler → Transporter → Sécher → Mélanger les sucres → Choisir → Emballer le produit final.
Une production de contrôle IHM et PLC.
Convient pour des températures de 20-25℃.
| Article | Modèle | SE-150 | SE-300 | SE-450 |
| Sortir | 150 kg/h | 300 kg/h | 450 kg/h | |
| Poids du bloc de sucre | 5 g | 5 g | 5 g | |
| Temps de coulée | 30 à 45 n/min | 30 à 45 n/min | 30 à 45 n/min | |
| Vapeur | Consommation | 100 kg/h | 200 kg/h | 300 kg/h |
| Pression | 0,2 à 0,6 MPa | 0,2 à 0,6 MPa | 0,2 à 0,6 MPa | |
| Air comprimé | Consommation | 0,2 m/min | 0,4 m3/min | 0,6 m3/min |
| Pression | 0,4-0,6 Mpa | 0,4-0,6 Mpa | 0,4-0,6 Mpa | |
| Exigences environnementales | Température | 20~25℃ | 20~25℃ | 20~25℃ |
| Humidité | 55% | 55% | 55% | |
| Puissance totale | 18 kW/380 V | 12 kW/380 V | 15 kW/380 V | |
| Longueur totale de la ligne de production | 13,5 m | 14 m | 15 m | |









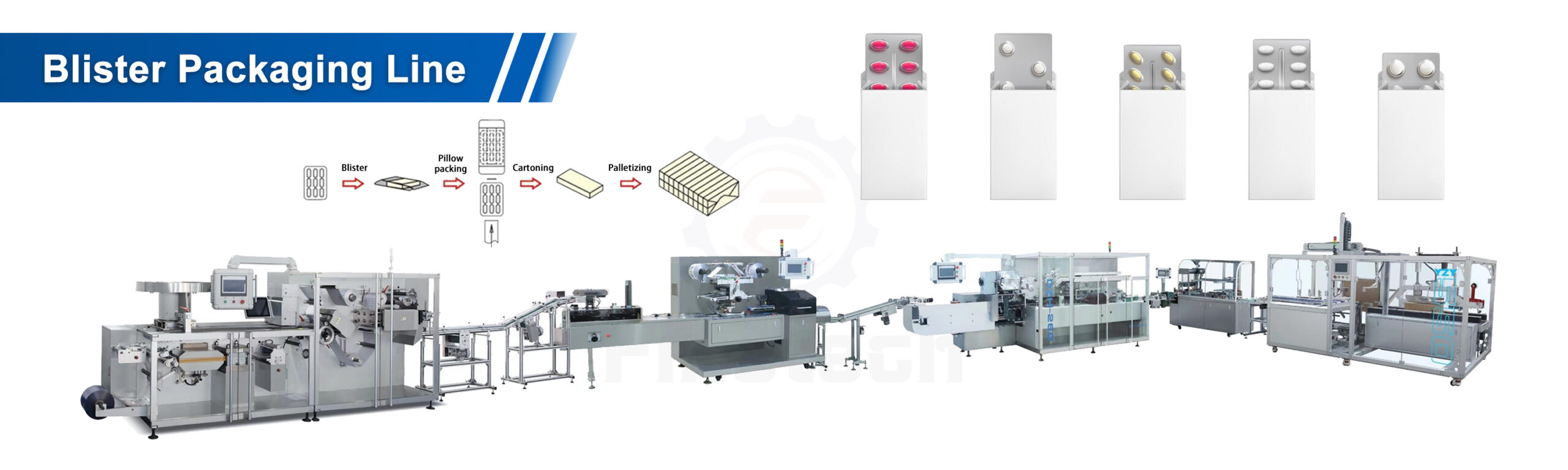
Mélanger et cuire : Les ingrédients (eau, sucre, sirop de glucose, gélatine, amidon, acides, arômes, colorants) sont pesés avec précision et cuits dans une station de dissolution et de cuisson.
Dépôt : La masse de bonbons liquide et chaude est pompée dans une doseuse qui remplit avec précision des moules en amidon ou en silicone de la forme souhaitée.
Refroidissement et réglage : Les moules remplis passent dans un tunnel de refroidissement où les bonbons prennent et se solidifient.
Séchage et durcissement (pour les moules à amidon) : Si l'on utilise des moules à amidon, les plateaux sont empilés dans une salle de séchage pendant 24 à 48 heures afin d'éliminer l'excès d'humidité et d'obtenir la texture souhaitée.
Démoulage et nettoyage : Les bonbons gélifiés durcis sont démoulés. L'amidon est récupéré et recyclé ; les moules en silicone sont simplement démoulés.
Polissage et huilage : Les bonbons gélifiés sont polis dans un tambour avec une huile de revêtement de qualité alimentaire (comme de la cire d'abeille ou de la cire de carnauba) pour éviter qu'ils ne collent et leur donner de la brillance.
Inspection et emballage : Les bonbons gélifiés sont inspectés (manuellement ou par des systèmes de vision) puis emballés dans des sacs, des boîtes ou d'autres contenants.
Bonbons gélifiés à base de gélatine : La texture classique et moelleuse.
Gommes à base d'amidon : Souvent utilisé pour les bonbons plus fermes comme les dragées, mais peut être formulé pour les bonbons gélifiés.
Gommes à base de pectine : Une alternative végétarienne/végétalienne avec une texture plus ferme et un goût plus fruité.
Bonbons gélifiés à base d'agar-agar : Une autre option végétalienne, avec une texture différente, plus friable.
Formes et tailles personnalisées : En changeant les moules, vous pouvez produire des ours, des vers, des bagues, des bouteilles et toutes les formes personnalisées que vous pouvez imaginer.
Magnats de l'amidon : Les plateaux sont remplis d'amidon de maïs compressé, et les empreintes sont réalisées à l'aide d'un moule. Idéal pour la production en grande série de formes simples. Nécessite une salle de séchage et un système de recyclage de l'amidon. Coût du moule réduit, mais besoins en espace et en énergie plus importants.
Moules en silicone : Moules réutilisables et flexibles, souvent sur une bande transporteuse continue. Adaptés aux formes complexes et détaillées, ils permettent un temps de prise plus rapide (pas de long séchage nécessaire). Leur coût initial est plus élevé, mais ils sont plus efficaces pour la production à moyenne échelle.
Cela varie considérablement selon la capacité de production (par exemple, 100 kg/h contre 1 000 kg/h). En général, vous aurez besoin de :
Espace: Une installation propre et hygiénique, comprenant des zones séparées pour le stockage des matières premières, la production, le séchage (le cas échéant), le conditionnement et les produits finis. Une petite ligne de production peut tenir sur 150 m², tandis que les grandes nécessitent plus de 500 m².
Services publics : Alimentation électrique triphasée stable, eau potable, système d'évacuation des eaux usées et air comprimé. Pour les lignes de production d'amidon, une quantité importante de vapeur ou de gaz peut être nécessaire pour la salle de séchage.
Il s'agit généralement d'un problème de température.
Masse trop froide : Assurez-vous que la trémie, les tuyaux et la tête de dépôt soient chauffés à la température correcte (généralement entre 80 et 95 °C / 176 et 203 °F, selon la recette).
Numéro spécial Recettes : Une teneur élevée en gélatine ou un équilibre acide/sucre incorrect peuvent provoquer une prise prématurée.
Pour les moules à amidon : L'amidon est peut-être trop sec ou trop humide. Vérifiez son taux d'humidité (généralement 6-8%). Il se peut que le moule n'ait pas été correctement saupoudré.
Pour les moules en silicone : Les moules sont peut-être usés ou endommagés. Veillez à utiliser un agent de démoulage alimentaire si celui-ci est recommandé. La recette est peut-être trop collante (teneur élevée en sucre).
Bulles d'air : La pâte n'a pas été correctement désaérée après le mélange. Assurez-vous que votre système de cuisson/mélange possède une fonction de mise sous vide pour éliminer l'air.
Queues (enfilage) : Les buses de la doseuse se soulèvent trop lentement, arrachant des filaments de bonbons. Ajustez la durée et la vitesse de la tête de dosage. La viscosité de la pâte est peut-être trop élevée (vérifiez la température et la recette).
Vidangez le système avec une masse de base neutre et chaude (par exemple, simplement du sucre, du glucose et de la gélatine).
Démonter et nettoyer Nettoyer soigneusement à l'eau chaude la trémie, les pompes, les tuyaux et les têtes de dépôt.
Essuyez toutes les surfaces. Toujours réaliser un petit lot de la nouvelle recette à titre de " test " avant la production à grande échelle.
Les causes courantes comprennent :
Activité de l'eau incorrecte (aw) : Le taux d'humidité final est trop élevé. Veuillez revoir le processus de séchage/durcissement et la recette.
Contamination microbienne : Hygiène insuffisante dans la zone de production. Mettre en œuvre des protocoles sanitaires plus stricts (systèmes NEP, nettoyage en profondeur).
Emballage de mauvaise qualité : Le matériau d'emballage ne constitue pas une barrière adéquate contre l'humidité et l'oxygène.
La texture est principalement contrôlée par l'agent gélifiant.
Plus doux : Augmenter la proportion de sirop par rapport au sucre ; utiliser une gélatine de force Bloom inférieure ; augmenter la teneur en humidité.
Plus ferme : Augmenter la quantité d'agent gélifiant (gélatine, pectine, amidon) ; utiliser une gélatine à force Bloom plus élevée ; réduire la teneur en humidité.
Décoloration : Évitez toute exposition à la lumière directe ou à une forte chaleur pendant le stockage. Utilisez des colorants thermorésistants et photorésistants. Certains colorants naturels sont intrinsèquement moins stables.
Arômes indésirables : Peut être causé par :
Échaudure des saveurs : Ajouter des arômes volatils lorsque la masse est trop chaude.
Oxydation: Ingrédients anciens ou mal conservés.
Contamination croisée : Nettoyage insuffisant entre les lots.
Cela se produit lorsque les molécules de saccharose recristallisent. Ce phénomène est empêché par :
Utiliser suffisamment de " médecins " (inhibiteurs) : Le sirop de glucose, le sirop de maïs ou le sucre inverti empêchent la cristallisation du saccharose. Assurez-vous que votre recette respecte les proportions de sucre et de sirop de glucose.
Cuisiner correctement : S'assurer que la masse est cuite à la bonne température et complètement dissoute.
Remplacez la gélatine par un agent gélifiant d'origine végétale.
Pectine: Le plus courant ; offre une texture ferme et nette. Nécessite un pH et une teneur en sucre spécifiques pour une prise optimale.
Agar-agar : Elle durcit fermement et supporte des températures plus élevées, mais sa texture est plus cassante.
Amidon: Elle crée une texture différente, souvent plus gélatineuse, mais peut être moins transparente.
Carraghénane : Souvent utilisé en association avec d'autres agents gélifiants.
- Début de journée : Vérifiez tous les systèmes de chauffage et de refroidissement. Assurez-vous que le niveau d'huile est correct (huile de qualité alimentaire uniquement !). Effectuez un essai.
Pendant la production : Soyez attentif aux bruits inhabituels. Vérifiez visuellement l'absence de fuites.
Fin de journée (très critique) : Effectuer un nettoyage complet en place (NEP) ou un nettoyage par démontage. Rincer tous les systèmes à l'eau. Désinfecter les surfaces de contact. Nettoyer les pièces mobiles des résidus d'amidon et des débris.
- Alignement mécanique : Vérifiez que les boulons ne sont pas desserrés et que les pièces du chariot du déposeur ne sont pas usées.
- Étalonnage du capteur : Les capteurs qui détectent la position des moules peuvent être sales ou mal calibrés.
- Programmation: Vérifiez que le programme de dépôt dans l'automate programmable (PLC) correspond à la configuration du moule et à la vitesse de la machine.
Avis des clients
Il n'y a pas encore de commentaires. Soyez le premier à commenter ce produit !
Écrire un commentaire
Principe de fonctionnement du démêleur rotatif de bouteilles
Produits connexes