İçeriğe atla
İçeriğe atla Kağıt bardak makineleri hızlı çalışır ve çok ısınır. Parçalar aşınır. Bir arıza meydana geldiğinde, tüm üretim hattı durur ve bardaklar çıkmaz.
Her bir bileşenin kağıt bardak makinesi yedek parça adını bilmek, arıza giderme sürecinde tahmin yürütme ihtiyacını ortadan kaldırır ve doğru yedek parçanın hızlı bir şekilde sipariş edilmesini sağlar.
Saatte binlerce fincan kahve tüketirken bu, sandığınızdan çok daha önemli bir konu.
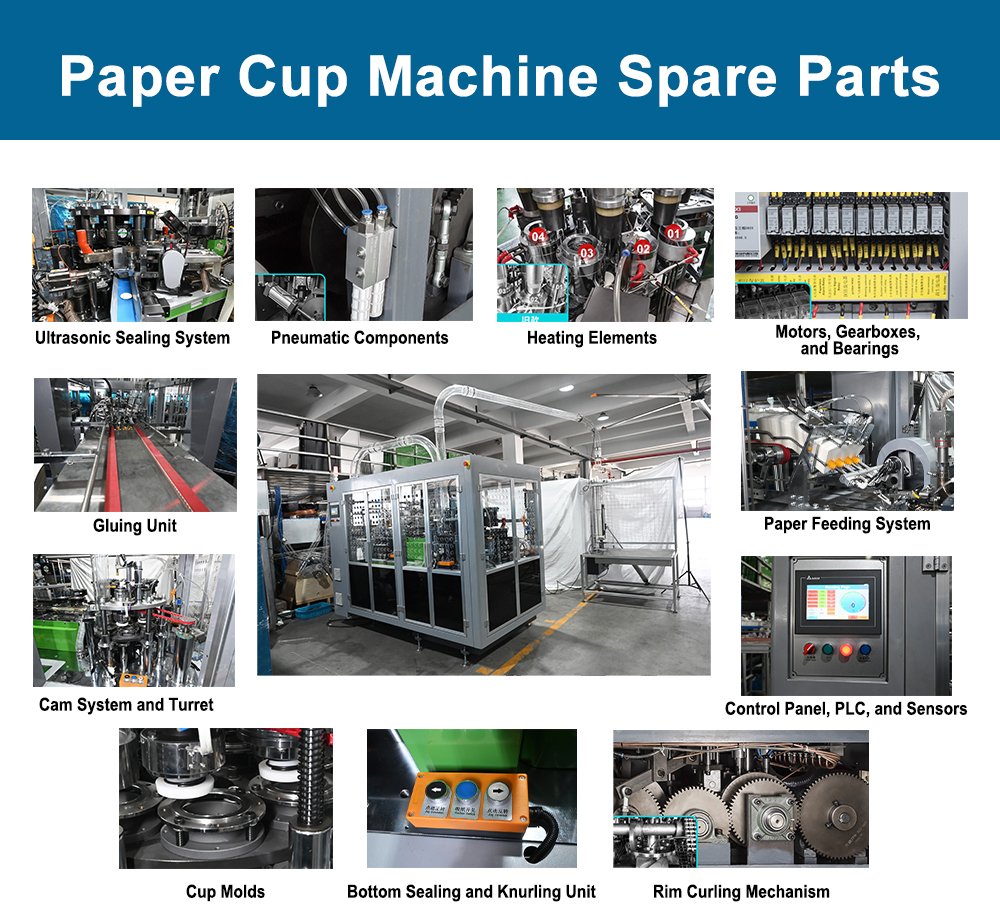
1. Bardak Kalıpları
Kalıp, makinenin ürettiği her bardağın şeklini ve boyutunu belirler. Yuvarlak, konik, büyük, küçük. Her şey bu tek parçaya bağlıdır.

Kalıplar genellikle çelik veya alüminyumdan işlenerek üretilir. Her döngüde ısı ve basıncın etkisine maruz kalırlar. Aşınma, hafifçe deforme olmuş, duvarları düzensiz veya birbirine düzgün oturmayan kaplar şeklinde kendini gösterir.
Birden fazla beden üretiyorsanız, farklı kalıp setleriniz olur ve üretim geçişleri sırasında bunları değiştirirsiniz. Bu da kalıpların sık sık elleçlendiği anlamına gelir. Dikkatsiz kullanımdan kaynaklanan ezikler ve çizikler, normal aşınma kadar kusurlara neden olur. Makineye takılı olmadıkları zamanlarda kalıpları uygun şekilde saklayın.
Her üretim değişikliğinden sonra makinedeki kalıbın hizalamasını kontrol etmek önemlidir. Milimetrenin bile bir kısmı kadar sapma olsa bile, fincan duvar kalınlığı düzgün olmaz.
Ucuz aftermarket kalıplar mevcut olmakla birlikte, toleransları genellikle daha gevşektir. Tutarlılığın önemli olduğu yüksek hacimli üretimde, OEM kalıpları reddedilen ürün sayısını azaltarak kendilerini amorti eder.
2. Kağıt Besleme Sistemi
Besleme sistemi, kağıdı rulodan çeker ve şekillendirme için gerekli konuma getirir. Bu sistemde silindirler, kılavuzlar, gerginlik ayarlayıcılar ve bazen de kayışlar birbiriyle uyumlu bir şekilde çalışır.

Silindirler aşınarak pürüzsüzleşir ve tutunma özelliğini yitirir. Kağıt kaymaya başlar veya eğri beslenir. Gerilim yayları zayıflar ve kağıt çok gevşek gelir; bu da bitmiş bardağın kırışmasına neden olur. Kılavuz raylar hizasından sapar ve birdenbire her bardağın dikişi merkezden kaymış olur.
Kağıt rulo tutucusu (bazıları buna “sarmalayıcı” da der) da önemlidir. Rulo serbestçe ve düzgün bir şekilde dönmezse, kağıt beslemesi kesik kesik olur. Bu durum, fincan duvarlarının düzensiz olması ve sızdırmazlığın tutarsızlığı şeklinde kendini gösterir.
Besleme sorunlarının çoğu, ilk bakışta şekillendirme sorunları gibi görünür. Kalıbı veya ısıtıcıyı suçlamaya başlamadan önce besleme sistemini kontrol edin. On vakadan dokuzunda asıl sorun aslında buradadır.
Kağıt kalitesi de bu konuda önemli bir rol oynar. Kalınlığı veya nem içeriği tutarsız olan daha ucuz karton, partiden partiye farklı şekilde beslenir. Kağıt tedarikçinizi değiştirdiğinizde makine aniden arıza verirse, besleme sistemi, ayarlandığı malzemeye uygun olmayan bir malzemeyle başa çıkmaya çalışıyordur.
3. Isıtma Elemanları
Isı ile yapıştırma (ultrasonik olmayan) kullanılan makinelerde, ısıtma elemanları karton üzerindeki PE kaplamayı yumuşatarak kenarların birbirine yapışmasını sağlar. Bu elemanlar yan yapıştırma bölgesinde ve alt yapıştırma bölgesinde bulunur.

Kartuş ısıtıcılar ve ısıtma boruları en yaygın türlerdir. Bunlar sızdırmazlık aletlerinin içine yerleştirilir ve temas yüzeylerini ısıtır. Bunlardan biri arızalandığında, sızdırmazlığın o bölümü soğur. Sonuç olarak, yan dikişinden veya tabanından sızıntı yapan kaplar ortaya çıkar.
Gücünü kaybeden ancak henüz tamamen arızalanmamış elemanlara dikkat edin. Makine hâlâ çalışıyor olsa da sızdırmazlık gücü kademeli olarak düşüyor. Planlı duruşlar sırasında bir ölçüm cihazı kullanarak eleman direncini kontrol edin. Bu sayede sorunlar ürüne yansımadan tespit edilir ve birinin elinde parçalanacak fincanlar üretmekten kurtulursunuz.
4. Ultrasonik Kaynak Sistemi
Yeni nesil kağıt bardak makineleri, yan dikiş için ısı yerine ultrasonik kaynak yöntemini kullanır. Sistem, bir jeneratör, bir dönüştürücü, bir güç yükseltici ve bir boynuzdan (sonotrod olarak da adlandırılır) oluşur. Bu parçalar, elektrik enerjisini yüksek frekanslı titreşimlere dönüştürür; bu titreşimler, PE kaplamayı eriterek kağıt katmanlarını birbirine kaynaştırır.

Kornet, fincanla temas eden parçadır. Kağıda karşı sürekli titreşim ve basınç nedeniyle aşınır. Aşınmış bir kornet, zayıf veya düzensiz yan dikişlere neden olur. Kornetler hassas işlemeyle üretilir ve ucuz değildir; ancak bir kornetin kullanım ömrünü aşmasına izin vermek, sadece daha fazla kusurlu ürün anlamına gelir.
Dönüştürücüler de arızalanabilir, ancak bu daha nadir görülür. Bir tanesi arızalandığında, tüm ultrasonik sistem çalışmayı durdurur. Titreşim olmazsa, sızdırmazlık da olmaz. Jeneratör kartları da arızalanmaya yatkın diğer bir noktadır. Bu kartlar genellikle güç dalgalanmaları veya aşırı ısınma nedeniyle arızalanır.
Makinenizde ultrasonik kaynak özelliği varsa, en azından rafta yedek bir boynuz bulundurun. Özel yapım boynuzların teslim süresi haftalar sürebilir ve boynuz olmadan makineyi çalıştıramazsınız.
5. Yapıştırma Ünitesi
Yapıştırma ünitesi, şekillendirme işleminden önce kağıda yapıştırıcı sürer. Bazı makineler bunu alt disk için, bazıları yan dikiş için, bazıları ise her ikisi için kullanır.

Sıcak eriyik tutkal sistemleri, tutkalı eriten bir tank, bir pompa, ısıtmalı hortumlar ve tutkalı uygulayan nozullardan oluşur. Nozüller tıkanır. Hortumlarda karbonlaşmış tutkal nedeniyle tıkanmalar oluşur. Pompa aşınır. Ayrıca sıcaklık kontrol cihazında sapma meydana gelebilir; bu da tutkalın viskozitesini değiştirir ve yapışma kalitesini etkiler.
Su bazlı yapıştırıcı kullanan makinelerin kurulumları farklı olsa da, nozullarda yine de tıkanma ve pompalarda yine de aşınma meydana gelir.
Sıcak eriyik sistemlerinde sıcaklık, dar bir aralıkta tutulmalıdır. Sıcaklık çok düşük olursa yapıştırıcı akmaz. Çok yüksek olursa ise tankın içinde kömürleşir ve her şeyi tıkayan topaklar oluşur. Kömürleşmiş yapıştırıcı, temizlikler arasında çok uzun süre beklediğiniz anlamına gelir.
6. Alt Kapama ve Tırtıl Oluşturma Ünitesi
Bardak gövdesi şekillendirildikten ve taban diski yerleştirildikten sonra, taban sızdırmazlık ünitesi bu iki parçayı birbirine yapıştırır. Bir tırtıl alet, sıkı ve sızdırmaz bir sızdırmazlık sağlamak üzere bardağın tabanındaki kağıdı katlayıp bastırır.

Tırtıl tekerleği veya kalıp aşınır. Desen sığlaşır ve kıvrım eskisi kadar sıkı tutunmaz. Bardaklar alttan sızmaya başlar. Bazen sızıntı açıkça görülür. Diğer zamanlarda ise sızıntı o kadar yavaş olur ki müşteri, bardağı doldurduktan sonra fark eder.
Bunun işe yaraması için hem ısı hem de basıncın doğru ayarlanmış olması gerekir. Alt ısıtıcı, PE kaplamayı yumuşatır ve tırtıl alet ise mekanik işlemi gerçekleştirir. Isıtıcı arızalanırsa, kaplama yumuşamaz ve tırtıl aleti ne kadar iyi olursa olsun sızdırmazlık sağlanamaz.
Kağıt bardaklarla ilgili müşteri şikayetlerinin büyük bir kısmını taban sızdırma sorunları oluşturmaktadır. Sızdıran taban, en bariz kusurdur ve kimsenin gözünden kaçmaz. Tırtıl açma aletini ve ısıtıcıyı iyi durumda tutmak, birçok iadeyi önler.
Alt diskin kendisi doğru çapa göre kesilmelidir. Eğer sistemin başındaki disk kesici aşınmışsa ve diskleri biraz fazla büyük ya da küçük kesiyorsa, tırtıl aletiniz ne kadar iyi olursa olsun alt sızdırmazlık düzgün bir şekilde oluşmayacaktır. Sistemin sadece bir parçasını değil, her iki parçasını da kontrol edin.
7. Jant Kıvrılma Mekanizması
Kıvrılma mekanizması, bardağın üst kenarını dışa doğru kıvırarak ağzını oluşturur. İşte bu, içtiğiniz kısımdır. Bu kısım olmasaydı, bardağın kenarı keskin ve rahatsız edici olurdu ve bardak kapağı düzgün bir şekilde tutamazdı.

Bu işi kıvrılma kalıbı veya silindiri yapar. Bu parça, bardağın üst kısmına sürtünerek döner ve kağıdı dışa doğru kıvırır. Kıvrılma aletindeki aşınma, kenarların düzensiz olması, kenarların çatlaması veya yarılması ya da kapakların bardağa oturmaması şeklinde kendini gösterir.
Kıvrım aletleri, farklı kenar stillerine uygun çeşitli profillerde mevcuttur. Kupa boyutunu değiştirirseniz, muhtemelen farklı bir kıvrım aletine de ihtiyacınız olacaktır.
Kötü kıvrılma, istiflemeyi de etkiler. Birbirine düzgün oturmayan kaplar, sonraki aşamadaki sayma ve paketleme ekipmanlarında tıkanmaya neden olur. İstifleme sorunu gibi görünen durumlar, genellikle gizli bir kıvrılma sorunudur.
8. Kamera Sistemi ve Döner Kule
Kağıt bardak makineleri çoğunlukla mekaniktir. Kamlar ve bir döner kule, her istasyonun zamanlamasını kontrol eder. Döner kule dönerek bardakları bir işlemden diğerine taşır. Kamlar, kalıpları tam olarak doğru anda içeri ve dışarı iter.

Kam takipçileri aşınır. Aşındıklarında, işlemlerin zamanlaması bozulur. Sızdırmazlık, bir saniyenin çok küçük bir kısmı kadar erken veya geç gerçekleşir. Tırtıl baskı basıncı değişir. Kaplar, rastgele gibi görünen ancak aslında aşınmış kam profillerinden kaynaklanan kusurlarla üretilir.
Taret yatakları da aşınabilir ve bu da sallanmaya neden olur. Sallanma, fincanın yuvasına düzgün oturmaması anlamına gelir; bu da tabanın sızdırmazlığını bozar, kenarların kıvrılmasına yol açar, kısacası her şeyi etkiler.
Kam profilleri, makinenizin modeline özeldir. Bir tanesini değiştirmeniz gerekiyorsa, tam olarak doğru parçayı aldığınızdan emin olun. Yakın ama tam olarak uyuşmayan bir kam, zamanlamayı bozar ve günlerce hayali sorunların peşinde koşarsınız.
Kam raylarını ve takip pimlerini belirlenen sıklıkta yağlayın. Kuru metal-metal teması aşınmayı hızlandırır ve bunun yarattığı gürültü, yakınlarda gelişen diğer sorunları gizleyebilir.
9. Pnömatik Bileşenler
Hava silindirleri, elektromanyetik valfler, bağlantı parçaları ve hortumlar. Kağıt bardak makineleri, bardak çıkarma, kağıt sıkıştırma, kalıp hareketleri ve diğer işlevler için basınçlı hava kullanır.

Silindirler sızdırmaya başlar. Valfler sıkışır. Borular çatlar. Bağlantı parçaları sızıntı yapar. Pnömatik sistemlerde sıkça karşılaşılan tüm bu sorunlar. Küçük bir sızıntı önemsiz gibi görünebilir, ancak beslediği silindirin hareketini yavaşlatır. Bu saniyenin kesirleri kadar süren gecikme, makinenin ritmini bozar ve hatalara yol açar.
Hava basıncını sadece kompresörde değil, makinenin kendisinde de kontrol edin. Uzun boru hatlarında basınç düşüşü gerçekten yaşanır. Hava hatlarındaki su da sık karşılaşılan bir sorundur. Nem, silindirleri ve valfleri içeriden aşındırır. Makinenin yakınına yerleştirilen bir hat içi hava kurutucu, bu sorunların çoğunu önler.
Yanınızda birkaç yedek silindir ve solenoid valf bulundurun. Bunlar pahalı değildir ve kullanıma hazır bir tane bulundurmak, makine atıl durumda beklerken üç gün boyunca sevkiyatı beklemekten çok daha iyidir.
10. Motorlar, Şanzımanlar ve Rulmanlar
Ana motor, bir dişli kutusu aracılığıyla makineyi tahrik eder. Üst düzey makinelerde belirli istasyonların kontrolü servo motorlar tarafından sağlanır. Dönen her parçada rulmanlar bulunur.

Şanzıman yağı bozulur ve dişliler aşınır. Bunu ilk olarak seslerden anlarsınız. Şanzımandan gelen gıcırtı, vınlama veya tıklama sesleri, içeride bir sorunun olduğunu gösterir. Taret, makaralar ve kam takipçilerindeki yatakların hepsinin bir kullanım ömrü vardır. Bunların birinin sıkışmasını beklemek yerine, zamanında değiştirin.
Servo motorlar daha nadir arızalanır, ancak değiştirilmesi çok daha pahalıdır. Acil bir durumda telaşlanmamak için kritik öneme sahip olanların model numaralarını bir yerde kayıt altında tutun. Ana tahrik kayışları ve zincirleri de aşınır ve esner; bu da her istasyondaki zamanlamayı değiştirir. Gerginliği düzenli olarak kontrol edin.
Yağlama, kolayca unutulan bir konudur ama çok önemlidir. Şanzımanların düzenli aralıklarla yağ değişimi yapılması gerekir. Rulmanlara gres sürülmesi gerekir. Bunu ihmal ederseniz, yıllarca dayanması gereken parçaların ömrünü aylarca kısaltmış olursunuz.
11. Kontrol Paneli, PLC ve Sensörler
PLC, tüm sistemi yönetir. Zamanlamayı, sıcaklığı, hızı ve işlem sıralarını kontrol eder. Dokunmatik ekran, operatörlere ayarlara ve arıza teşhisine erişim imkânı sağlar.

Sensörler her yerde. Isıtıcılarda sıcaklık sensörleri. Taret üzerinde yakınlık sensörleri. Kağıt algılama ve bardak sayımı için fotoelektrik sensörler. Bir sensör hatalı veri verdiğinde veya çalışmayı durdurduğunda, makine ya kapanır ya da hatalı ürünler üretmeye başlar.
Bir sensörü değiştirmeden önce temizleyin. Kağıt bardak üretim hatlarında sensörlerin yüzeyine sürekli olarak toz, kağıt lifleri ve yapıştırıcı buharı birikir. Hızlı bir silme işlemi, aslında arıza olmayan pek çok “sensör arızasını” giderir.
PLC programları da, özellikle elektrik kesintilerinden sonra bozulabilir. Programın yedeğini bir USB belleğe kaydedip güvenli bir yerde saklayın. Yedeklenmiş bir programı yeniden yüklemek birkaç dakika sürer. Programı sıfırdan yeniden oluşturmak ise günler sürebilir.
Dokunmatik ekranlar, yıllarca yağlı eldivenlerle dokunulmanın ardından çatlar veya tepki vermemeye başlar. Makineniz eskiyse, yedek bir HMI paneline sahip olmak ya da en azından bunun temin süresini bilmek akıllıca bir harekettir.
Yedek Parçaları El Altında Tutmak
Çoğu kağıt bardak makinesinde ısıtma elemanları, ultrasonik boynuzlar, yapıştırıcı nozulları, tırtıl açma aletleri ve kam takipçileri en hızlı aşınan parçalardır. Bu parçaları stokta bulundurun, makine modeli ve parça numarasıyla etiketleyin ve üretim sahasındaki herkesin yerini bildiği bir yerde saklayın.
Şu adreste hat kesildiğinde Sabah 6, En son isteyeceğiniz şey, birinin ne sipariş edeceğini bulmaya çalışırken kullanım kılavuzunu karıştırmasıdır.