Aller au contenu
Aller au contenu Les machines à gobelets en papier fonctionnent à grande vitesse et à haute température. Les pièces s'usent. En cas de panne, toute la chaîne s'arrête et la production de gobelets cesse.
Connaître le nom des pièces détachées de chaque composant de la machine à gobelets en papier permet d'éviter les tâtonnements lors du dépannage et de commander rapidement la pièce de rechange adéquate.
C'est plus important qu'on ne le croit quand on consomme des milliers de tasses par heure.
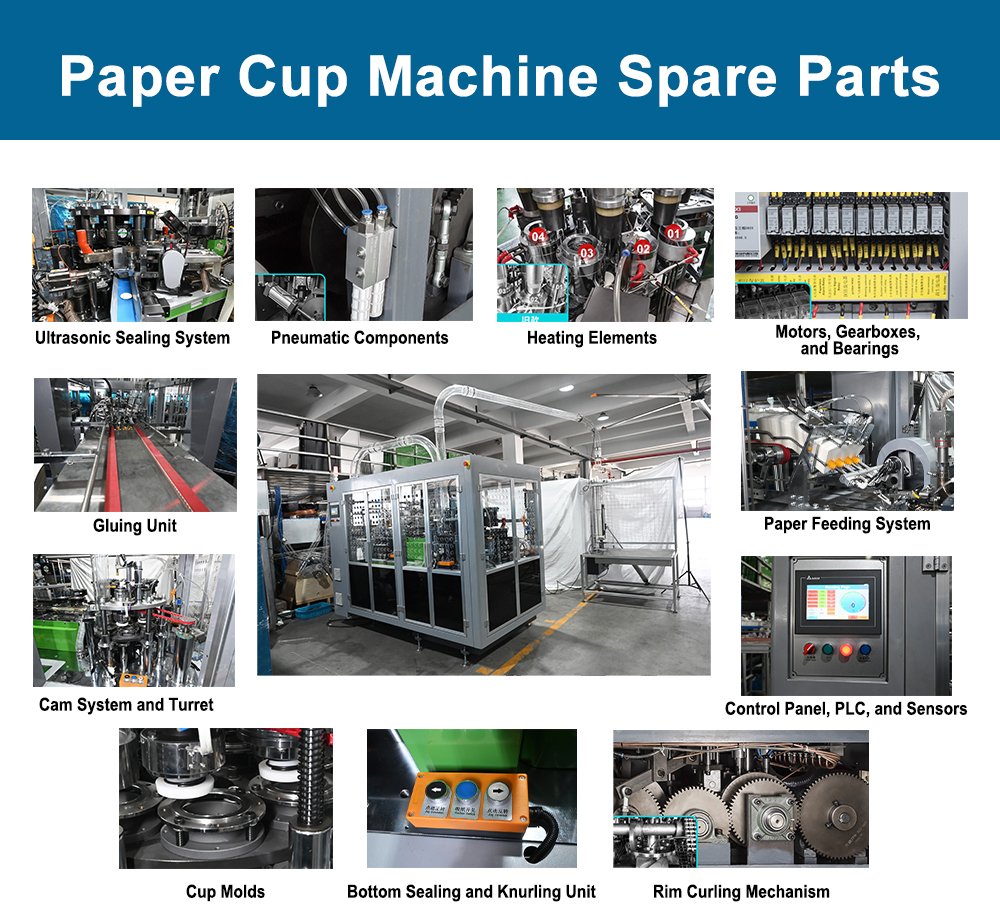
1. Moules à gobelets
C'est le moule qui détermine la forme et la taille de chaque gobelet fabriqué par la machine. Ronds, effilés, grands, petits… Tout dépend de cette pièce.

Les moules sont généralement usinés dans de l'acier ou de l'aluminium. Ils sont soumis à des contraintes importantes dues à la chaleur et à la pression, cycle après cycle. L'usure se traduit par des gobelets qui sortent légèrement déformés, aux parois irrégulières, ou qui ne s'empilent pas correctement.
Si vous fabriquez plusieurs tailles de gobelets, vous disposerez de différents jeux de moules que vous devrez échanger lors des changements de production. Cela signifie que les moules sont très souvent manipulés. Les chocs et les rayures dus à une manipulation négligente sont tout aussi responsables de défauts que l’usure normale. Rangez-les correctement lorsqu’ils ne sont pas dans la machine.
Il est recommandé de vérifier l'alignement du moule dans la machine après chaque changement de série. Même un décalage de quelques fractions de millimètre suffit à rendre l'épaisseur de la paroi du gobelet non uniforme.
Il existe certes des moules de rechange bon marché, mais leurs tolérances sont généralement moins strictes. Pour la production en grande série, où la régularité est essentielle, les moules d'origine s'avèrent rentables car ils permettent de réduire le nombre de rebuts.
2. Système d'alimentation en papier
Le système d'alimentation tire le papier du rouleau et le met en place pour le formage. Ses rouleaux, ses guides, ses dispositifs de réglage de la tension et, parfois, ses courroies fonctionnent de concert.

Les rouleaux s'usent et perdent leur adhérence. Le papier commence à glisser ou à s'alimenter de travers. Les ressorts de tension s'affaiblissent et le papier arrive trop lâche, ce qui provoque des plis dans le gobelet fini. Les rails de guidage se désalignent et, soudain, tous les gobelets présentent un joint décentré.
Le porte-rouleau (que certains appellent « dérouleur ») joue également un rôle important. Si le rouleau ne tourne pas librement et sans à-coups, l'alimentation devient saccadée. Cela se traduit par des parois de gobelets irrégulières et un scellage inégale.
À première vue, la plupart des problèmes d'alimentation ressemblent à des problèmes de moulage. Avant de rejeter la faute sur le moule ou le système de chauffage, vérifiez le système d'alimentation. Neuf fois sur dix, c'est là que se situe réellement le problème.
La qualité du papier joue également un rôle. Un carton bon marché, dont l'épaisseur ou la teneur en humidité varie, ne s'alimente pas de la même manière d'un lot à l'autre. Si vous changez de fournisseur de papier et que la machine commence soudainement à présenter des dysfonctionnements, c'est que le système d'alimentation est confronté à un matériau pour lequel il n'a pas été configuré.
3. Éléments chauffants
Sur les machines utilisant le thermoscellage (et non les ultrasons), des éléments chauffants ramollissent le revêtement en PE du carton afin que les bords se soudent entre eux. Ils se trouvent dans la zone de scellage latérale et dans la zone de scellage inférieure.

Les éléments chauffants en cartouche et les tubes chauffants sont les types les plus courants. Ils s'insèrent dans les outils de scellage et chauffent les surfaces de contact. Lorsqu'un élément tombe en panne, la partie correspondante du scellage se refroidit. On obtient alors des gobelets qui fuient au niveau du joint latéral ou du fond.
Surveillez les éléments qui perdent en puissance mais qui ne sont pas encore complètement hors service. La machine continue de fonctionner, mais l'étanchéité diminue progressivement. Vérifiez la résistance des éléments à l'aide d'un multimètre lors des arrêts programmés. Cela permet de détecter les problèmes avant qu'ils n'affectent le produit et vous évite de fabriquer des gobelets qui se cassent dans les mains des consommateurs.
4. Système de soudage par ultrasons
Les machines à gobelets en papier les plus récentes utilisent le soudage par ultrasons plutôt que la chaleur pour réaliser le joint latéral. Le système comprend un générateur, un transducteur, un amplificateur et une corne (également appelée sonotrode). Ces composants transforment l'énergie électrique en vibrations à haute fréquence qui font fondre le revêtement en PE et soudent les couches de papier entre elles.

La corne est la partie qui entre en contact avec la coupelle. Elle s'use sous l'effet des vibrations constantes et de la pression exercée contre le papier. Une corne usée entraîne des soudures latérales faibles ou irrégulières. Les cornes sont usinées avec précision et ne sont pas bon marché, mais en utiliser une au-delà de sa durée de vie ne fait qu'augmenter le nombre de rebuts.
Les transducteurs peuvent eux aussi tomber en panne, bien que cela arrive moins souvent. Lorsqu’un transducteur tombe en panne, c’est tout le système à ultrasons qui cesse de fonctionner. Pas de vibration, pas d’étanchéité. Les cartes de générateur constituent un autre point de défaillance. Elles ont tendance à tomber en panne à cause de surtensions ou de surchauffe.
Si votre machine est équipée d'un système de soudage par ultrasons, veillez à toujours avoir au moins une corne de rechange en stock. Les délais de livraison pour les cornes sur mesure peuvent s'étendre sur plusieurs semaines, et vous ne pouvez pas fonctionner sans en avoir une.
5. Unité de collage
L'unité d'encollage applique de la colle sur le papier avant le formage. Certaines machines l'utilisent pour le fond du disque, d'autres pour le joint latéral, et d'autres encore pour les deux.

Les systèmes de colle thermofusible comprennent un réservoir qui fait fondre la colle, une pompe, des flexibles chauffés et des buses qui l'appliquent. Les buses s'obstruent. Les flexibles se bouchent à cause de la colle carbonisée. La pompe s'use. Et le régulateur de température peut présenter des écarts, ce qui modifie la viscosité de la colle et affecte la qualité du collage.
Les machines utilisant de la colle à base d'eau ont une configuration différente, mais les buses s'encrassent tout de même et les pompes s'usent tout de même.
La température des systèmes à colle thermofusible doit rester dans une fourchette très étroite. Si elle est trop basse, la colle ne s'écoule pas. Si elle est trop élevée, elle se carbonise à l'intérieur du réservoir, formant des grumeaux qui obstruent le système. La présence de colle carbonisée indique que vous avez attendu trop longtemps entre deux nettoyages.
6. Unité de scellage du fond et de moletage
Une fois le corps du gobelet formé et le fond posé, l'unité de scellage du fond les assemble. Un outil de moletage plie et presse le papier à la base du gobelet afin de créer un joint étanche et résistant aux fuites.

La molette ou la matrice de moletage s'use. Le motif perd de sa profondeur et le pli ne tient plus aussi bien. Les gobelets commencent à fuir par le fond. Parfois, la fuite est évidente. D'autres fois, elle est si lente que le client ne s'en rend compte qu'après avoir rempli son gobelet.
Pour que cela fonctionne, la température et la pression doivent être parfaitement réglées. L'élément chauffant inférieur ramollit le revêtement en PE, tandis que l'outil de moletage effectue le travail mécanique. Si l'élément chauffant tombe en panne, le revêtement ne se ramollit pas et le joint ne tient pas, quelle que soit la qualité de l'outil de moletage.
Les problèmes liés au scellage du fond représentent une part importante des réclamations des clients concernant les gobelets en papier. Un fond qui fuit est le défaut le plus évident et celui qui ne passe jamais inaperçu. Le fait de maintenir l'outil de moletage et le dispositif de chauffage en bon état permet d'éviter de nombreux retours.
Le disque inférieur lui-même doit être découpé au diamètre adéquat. Si la fraise à disque en amont est usée et découpe des disques légèrement trop grands ou trop petits, le joint inférieur ne se formera pas correctement, quelle que soit la qualité de votre outil de moletage. Vérifiez les deux parties du système, et pas seulement l’une d’entre elles.
7. Mécanisme de courbure de la jante
Le mécanisme d'enroulement fait rouler le bord supérieur du gobelet vers l'extérieur pour former le rebord. C'est ce rebord qui sert à boire. Sans lui, le bord du gobelet serait tranchant et inconfortable, et le gobelet ne tiendrait pas correctement le couvercle.

C'est la matrice ou le rouleau de bordage qui remplit cette fonction. Il tourne contre le haut du gobelet et enroule le papier vers l'extérieur. L'usure de cet outil se traduit par des bords irréguliers, des bords qui se fissurent ou se fendent, ou encore des gobelets sur lesquels les couvercles ne tiennent pas.
Les outils de bouclage sont disponibles en différents profils, adaptés à différents styles de bords. Si vous changez de taille de coupe, vous aurez probablement besoin d'un outil de bouclage différent également.
Une mauvaise courbure affecte également l'empilage. Les gobelets qui ne s'emboîtent pas correctement provoquent des bourrages dans les équipements de comptage et d'emballage en aval. Ce qui ressemble à un problème d'empilage est souvent en réalité un problème de courbure déguisé.
8. Système de cames et tourelle
Les machines de fabrication de gobelets en papier sont pour la plupart mécaniques. Des cames et une tourelle contrôlent la synchronisation de chaque poste de travail. La tourelle tourne et fait passer les gobelets d'une opération à la suivante. Les cames actionnent les outils vers l'intérieur et vers l'extérieur au moment précis où cela est nécessaire.

Les suiveurs de came s'usent. Lorsque cela se produit, la synchronisation des opérations se dérègle. L'étanchéification a lieu avec une fraction de seconde d'avance ou de retard. La pression de moletage varie. Les coupelles présentent des défauts qui semblent aléatoires, mais qui sont en réalité dus à l'usure des profils de came.
Les roulements de la tourelle peuvent eux aussi s'user, ce qui provoque un déport. Ce déport empêche la tasse de se positionner correctement dans la station, ce qui compromet l'étanchéité du fond, le gondolage du bord… tout, en somme.
Les profils de cames sont spécifiques au modèle de votre machine. Si vous devez en remplacer une, veillez à choisir la pièce qui correspond exactement à votre modèle. Une came qui s'en rapproche mais qui n'est pas exactement la même perturbera la synchronisation et vous passerez des jours à chercher des problèmes fantômes.
Lubrifiez les glissières de came et les suiveurs selon le calendrier prévu. Un contact sec métal contre métal accélère l'usure et le bruit qu'il génère peut masquer d'autres problèmes qui se développent à proximité.
9. Composants pneumatiques
Vérins pneumatiques, électrovannes, raccords et tuyaux. Les machines à gobelets en papier utilisent de l'air comprimé pour l'éjection des gobelets, le serrage du papier, les mouvements des moules et d'autres fonctions.

Les vérins perdent leur étanchéité. Les vannes se grippent. Les flexibles se fissurent. Les raccords fuient. Tous ces problèmes pneumatiques bien connus. Une petite fuite peut sembler insignifiante, mais elle ralentit le fonctionnement du vérin qu’elle alimente. Ce retard d’une fraction de seconde perturbe le rythme de la machine et entraîne des défauts.
Vérifiez la pression d'air au niveau de la machine, et pas seulement au niveau du compresseur. La perte de pression due à des longueurs importantes de tuyauterie est bien réelle. La présence d'eau dans les conduites d'air est un autre problème courant. L'humidité provoque la corrosion interne des vérins et des vannes. Un sécheur d'air intégré, installé à proximité de la machine, permet d'éviter en grande partie ce problème.
Gardez toujours quelques bouteilles et électrovannes de rechange à portée de main. Elles ne coûtent pas cher, et il vaut mieux en avoir une prête à l'emploi plutôt que d'attendre trois jours une livraison pendant que la machine reste à l'arrêt.
10. Moteurs, réducteurs et roulements
Le moteur principal entraîne la machine par l'intermédiaire d'un réducteur. Sur les machines haut de gamme, des servomoteurs commandent certaines stations spécifiques. Toutes les pièces rotatives sont équipées de roulements.

L'huile de boîte de vitesses se dégrade et les engrenages s'usent. Vous l'entendrez avant tout le monde. Un grincement, un sifflement ou un cliquetis provenant de la boîte de vitesses indique qu'un élément à l'intérieur est défectueux. Les roulements de la tourelle, les galets et les suiveurs de came ont tous une durée de vie limitée. Remplacez-les selon le calendrier prévu plutôt que d'attendre qu'ils se grippent.
Les servomoteurs tombent moins souvent en panne, mais leur remplacement coûte beaucoup plus cher. Veillez à répertorier les modèles des servomoteurs essentiels afin de ne pas vous retrouver pris au dépourvu en cas d'urgence. Les courroies et chaînes d'entraînement principales s'usent et s'étirent également, ce qui modifie la synchronisation à chaque poste. Vérifiez régulièrement leur tension.
On oublie facilement la lubrification, mais c'est pourtant essentiel. Les boîtes de vitesses doivent faire l'objet de vidanges régulières. Les roulements doivent être graissés. Si vous négligez ces opérations, vous réduisez de plusieurs mois la durée de vie de pièces qui devraient normalement durer des années.
11. Tableau de commande, automate programmable et capteurs
C'est l'automate programmable qui gère l'ensemble du processus. Il contrôle la durée, la température, la vitesse et les séquences. L'écran tactile permet aux opérateurs d'accéder aux paramètres et aux diagnostics.

Les capteurs sont partout. Des capteurs de température sur les éléments chauffants. Des capteurs de proximité sur la tourelle. Des cellules photoélectriques pour la détection du papier et le comptage des gobelets. Lorsqu’un capteur fournit des données erronées ou cesse de fonctionner, la machine s’arrête ou commence à produire des déchets.
Avant de remplacer un capteur, nettoyez-le. Sur les lignes de fabrication de gobelets en papier, les capteurs sont constamment recouverts de poussière, de fibres de papier et de résidus de colle. Un simple coup de chiffon suffit souvent à résoudre de nombreux “ dysfonctionnements de capteurs ” qui n’en sont en réalité pas.
Les programmes des automates programmables peuvent également être endommagés, notamment à la suite de coupures de courant. Conservez une sauvegarde du programme sur une clé USB dans un endroit sûr. La rechargement d'un programme sauvegardé ne prend que quelques minutes. En recréer un à partir de zéro peut prendre plusieurs jours.
Les écrans tactiles finissent par se fissurer ou cesser de répondre après des années d'utilisation avec des gants graisseux. Il est judicieux de disposer d'un panneau IHM de rechange, ou au moins de connaître le délai de livraison d'un tel panneau, si votre machine est ancienne.
Avoir des pièces de rechange sous la main
Sur la plupart des machines de fabrication de gobelets en papier, ce sont les éléments chauffants, les cornes à ultrasons, les buses d'encollage, les outils de moletage et les suiveurs de came qui s'usent le plus rapidement. Veillez à en avoir toujours en stock, à les étiqueter en indiquant le modèle de la machine et la référence de la pièce, et à les entreposer dans un endroit connu de tous les employés de l'atelier.
Lorsque la ligne est hors service à 6 h, La dernière chose que vous souhaitez, c'est que quelqu'un feuillette un menu pour essayer de savoir quoi commander.