Zum Inhalt springen
Zum Inhalt springen Unter der Haube einer Blisterverpackungsmaschine steckt eine Menge Arbeit. Wenn Sie mit einer solchen Maschine arbeiten oder Ihr erstes Gerät kaufen, lohnt es sich, die Bezeichnung der einzelnen Komponenten einer Blisterverpackungsmaschine zu kennen. Das macht das Leben einfacher, wenn etwas kaputt geht oder ausgetauscht werden muss.
Wenn Sie in der Lage sind, das defekte Teil genau zu benennen, ist das ein großer Vorteil, wenn Sie mit Lieferanten sprechen oder einen Servicetechniker anrufen wollen.
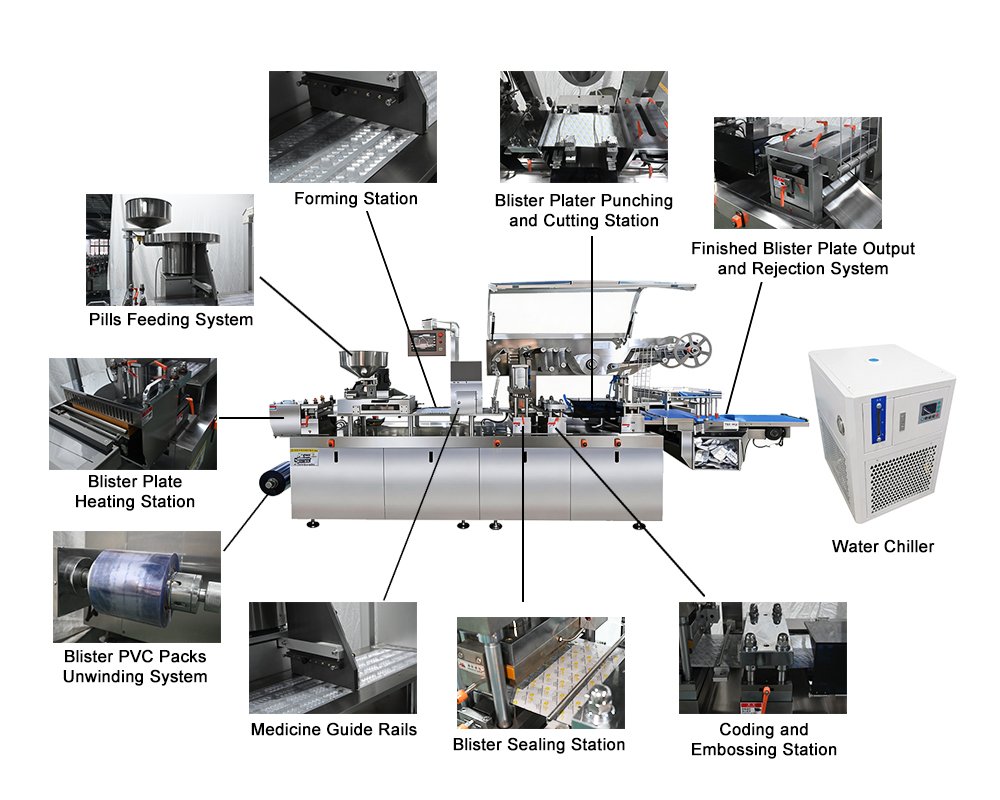
1. Abwicklungssystem
Alles beginnt mit dem Abwickelsystem. Hier sitzen die Rollen mit der Formfolie, in der Regel PVC oder PTP-Aluminium, und werden mit kontrollierter Geschwindigkeit in die Maschine eingezogen.

Es gibt einen Bremsmechanismus, der verhindert, dass sich die Rolle frei dreht, wenn die Maschine pausiert. Wenn diese Bremse ihre Aufgabe nicht erfüllt, entsteht ein Durchhang in der Folie. Und Schlaffheit bedeutet Ausrichtungsprobleme an jeder nachfolgenden Station.
Auch die Kontrolle der Spannung ist wichtig. Eine zu lockere Folie verknittert. Ist sie zu fest, dehnt sie sich oder reißt.
Bei Maschinen, die zwei Materialien verarbeiten (z. B. PVC auf der einen Seite und Aluminium-Deckfolie auf der anderen), gibt es für jedes Material eine eigene Abwickelstation. Sie benötigen eigene Spannungseinstellungen, da sich die Materialien unterschiedlich verhalten.
2. Heizstation
Die Formfolie kann erst geformt werden, wenn sie erwärmt wurde. Das ist die ganze Aufgabe der Heizstation.

Obere und untere Heizplatten bringen die Folie auf die richtige Temperatur. PVC-Folien benötigen etwa 120 bis 140 Grad Celsius. Polypropylen läuft heißer, eher 140 bis 150.
Wenn Sie die falsche Temperatur wählen, merken Sie das schnell. Ist sie zu niedrig, werden die Kavitäten flach oder schief. Ist sie zu hoch, brennt die Folie durch oder wird stellenweise dünn.
Bei den meisten Maschinen gibt es getrennte Bedienelemente für die obere und die untere Platte, und die obere Platte lässt sich zum Umrüsten und zur Wartung aus dem Weg heben.
3. Umformstation
Die Formstation ist der Ort, an dem die Blisterhohlräume hergestellt werden. Wenn Sie sich jemals gefragt haben, wie eine Blisterpackung ihre Form erhält, dann ist es hier.

Zwei Methoden sind üblich. Bei der Thermoformung wird die erhitzte Folie mit Hilfe von Druckluft oder Stopfen in eine Form gedrückt. Die Kaltumformung funktioniert anders und verwendet einen Stempel und eine Matrize, um Folien auf Aluminiumbasis ohne Hitze in Form zu pressen.
Kaltgeformte Blister halten Feuchtigkeit und Licht besser ab als warmgeformte. Deshalb verwenden Pharmaunternehmen sie für empfindliche Arzneimittel.
Die Form muss genau der Größe und Form des Produkts entsprechen, das in den Blister kommt. Anderes Produkt, andere Form. So kann man mit derselben Maschine zwischen verschiedenen Packungsgrößen wechseln.
Bei der Tiefe der Hohlräume wird mehr Mist gebaut, als man denkt. Ist die Tiefe zu gering, wird das Produkt beim Versiegeln zerdrückt. Zu tief, und Sie verschwenden bei jedem Zyklus Material.
Die meisten Gussformen sind aus Aluminium oder Stahl. Sie halten sich gut, solange man sich um die Reinigung und Inspektion kümmert.
4. Führungsschienen
Niemand spricht wirklich über Führungsschienen. Aber sie gehören zu den Teilen einer Blisterverpackungsmaschine, die Ihnen echte Kopfschmerzen bereiten, wenn sie nicht in Ordnung sind.

Sie laufen entlang der Maschine und halten die geformte Folie in der Mitte, während sie sich von Station zu Station bewegt. Schon eine kleine Abweichung bedeutet, dass die Kavitäten beim Füllen, Versiegeln oder Schneiden nicht in einer Linie liegen.
Und das bedeutet Schrott. Das ist so eine Sache, bei der eine Verschiebung von zwei Millimetern alles im Fluss durcheinanderbringen kann.
Führungsschienensysteme sind in der Regel für verschiedene Folienbreiten einstellbar. Bei längeren Maschinen kann es mehr als einen Satz an verschiedenen Stellen entlang der Linie geben, und jeder Satz muss beim Umrüsten überprüft werden.
Eine verbogene oder verschlissene Führungsschiene verursacht Staus, die schwer zu erkennen sind, wenn man nicht daran denkt, sie zu überprüfen. Es lohnt sich, bei jeder Routinewartung einen Blick darauf zu werfen.
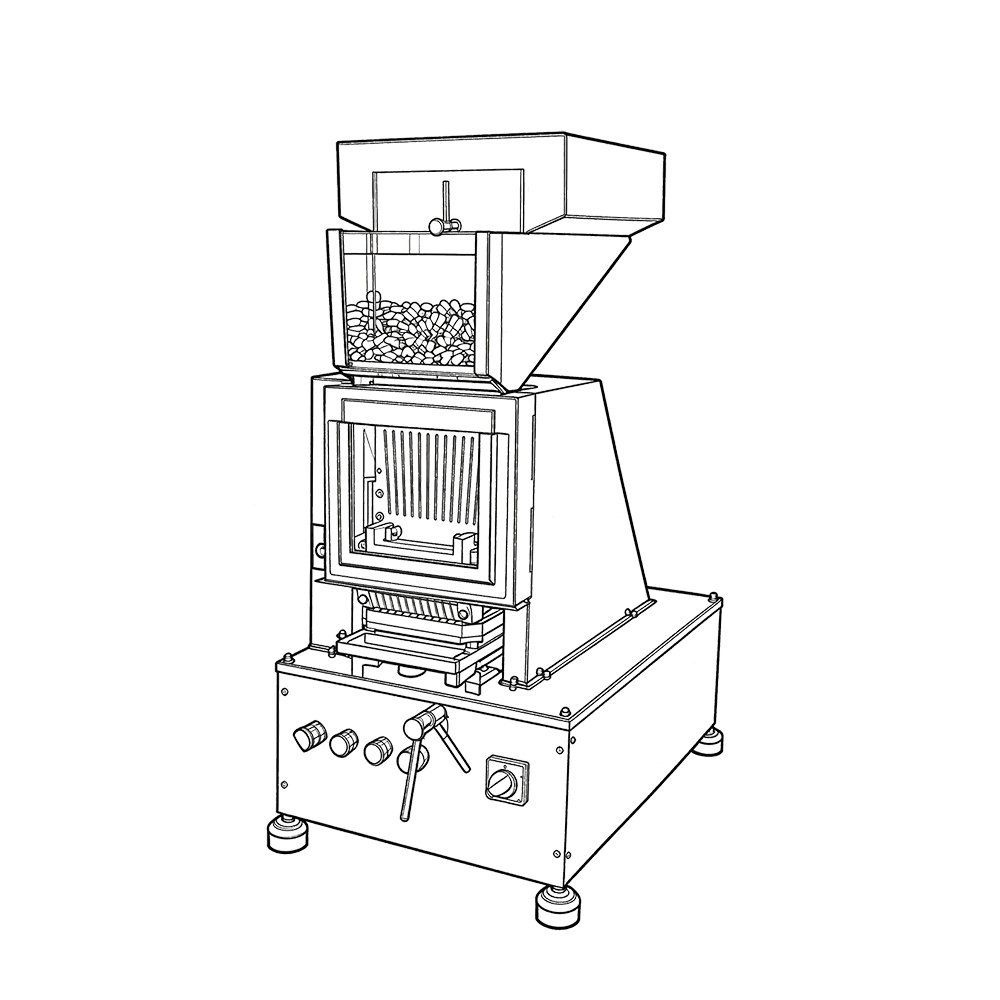
5. Fütterungssystem
Das Zuführungssystem ist das, was das Produkt in die Blisterhöhlen fallen lässt, nachdem sie geformt wurden. Je nachdem, was Sie verpacken, sieht es unterschiedlich aus.

Für Tabletten und Kapseln gibt es in der Regel einen Trichter, eine Art vibrierende Schale oder Bürstenzuführung und einen Sortiermechanismus, der die einzelnen Teile ausrichtet, bevor sie in einen Hohlraum fallen. Einige nutzen die Schwerkraft. Andere verwenden mechanische Schieber.
Wenn die Zuführung nicht mit der Formstation Schritt halten kann, verlangsamt sich alles. Falsche Zuführungen sind noch schlimmer, weil sie zu Ausschuss werden. Viele Pharmamaschinen haben Sensoren, die leere oder doppelt gefüllte Kavitäten erkennen, bevor die Packung weiterläuft.
Um die Zuführung für ein neues Produkt einzustellen, sind Versuche und Irrtümer erforderlich. Form, Gewicht und Beschichtung wirken sich alle darauf aus, wie sich die Tabletten durch das System bewegen. Was bei einer runden, unbeschichteten Tablette funktioniert, kann sich bei einer ovalen, beschichteten Tablette stauen.
Einige der höherwertigen Maschinen verfügen über Kamerasysteme an der Zuführstation, die jede Kavität nach der Befüllung überprüfen. Fällt der Kamera eine zerbrochene Tablette oder eine doppelte Zuführung auf, wird die Packung markiert, noch bevor sie das Siegelgerät erreicht.
6. Versiegelungsstation
Sobald die Hohlräume gefüllt sind, wird alles in der Versiegelungsstation verschlossen. Sie klebt ein Abdeckmaterial darüber, in der Regel Aluminiumfolie. Einige Anlagen verwenden stattdessen papierkaschierte Folie oder Kunststoff.

Hitze und Druck leisten hier die eigentliche Arbeit. Eine beheizte Platte drückt den Deckel nach unten auf die geformte Folie und verbindet sie miteinander.
Beide Einstellungen müssen richtig sein. Wenn Sie zu niedrig eingestellt sind, ist die Dichtung schwach und lässt Luft und Feuchtigkeit eindringen. Wenn Sie zu hoch einstellen, zerdrücken Sie alles, was sich im Hohlraum befindet.
Denken Sie daran, dass nicht alle Verpackungsmaterialien auf die gleiche Weise versiegelt werden. Aluminium versiegelt bei einer anderen Temperatur als kunststoffbeschichtete Folie. Wenn Sie also zwischen verschiedenen Produkten wechseln, vergessen Sie nicht, die Temperatur anzupassen.
Bei pharmazeutischen Anlagen kann schon ein winziger Spalt in der Dichtung ein Produkt ruinieren. Die meisten Einrichtungen prüfen die Dichtungsstärke regelmäßig im Rahmen der Qualitätskontrolle.
Die Dichtungsplatte nutzt sich mit der Zeit ab. Das ist ganz normal. Aber verschlissene Platten verursachen heiße und kalte Stellen, so dass manche Dichtungen dichter sind als andere. Es ist besser, das frühzeitig zu erkennen, als eine ganze Serie zu verschrotten.
7. Codier- und Prägestation
Zwischen dem Versiegeln und Schneiden verfügen die meisten Maschinen über eine Station, die Informationen auf die Verpackungen aufbringt. Chargennummern, Verfallsdaten, Chargencodes. All diese Dinge.

Beim Prägen wird der Text in die Folie gepresst, so dass er erhaben und ohne Tinte lesbar ist. Der Druck erfolgt mit Tintenstrahl oder Thermotransfer. Welches Verfahren Sie wählen, hängt vom Material und den Vorschriften für Ihren Markt ab. Bei einigen Produkten ist beides erforderlich: die Prägung auf der Folie und der Druck auf der Karte.
Diese Station ist leicht zu übersehen, bis etwas schief geht. Aber wenn ein Chargencode fehlt oder nicht gelesen werden kann, wird die betreffende Charge möglicherweise zurückgezogen. Pharmazeutische Anlagen nutzen diese Station auch für die Serialisierung, da viele Märkte jetzt eindeutige Kennzeichnungen auf jeder einzelnen Packung verlangen.
8. Kühlstation
Direkt nach dem Versiegeln ist der Blisterstreifen noch heiß. Man kann ihn nicht einfach direkt zum Schneidegerät schicken. Die Kühlstation senkt zunächst die Temperatur.

Versuchen Sie, heißes Material zu schneiden, und Sie werden sehen, dass es sich verformt und an den Werkzeugen klebt. Durch die Abkühlung wird die Dichtung fester, damit sie sich nicht löst, wenn der Streifen bewegt wird.
Die meisten Systeme verwenden gekühlte Platten oder Ventilatoren, die kühle Luft über den Streifen blasen. Das ist einfach, aber man merkt schnell, wenn es nicht funktioniert.
Wenn das Band noch warm ist, wenn es die Schneidestation erreicht, sind raue Kanten und verformte Schnitte zu erwarten. Manche Betreiber versuchen, die Abkühlzeit zu verkürzen, um die Linie zu beschleunigen. Keine gute Idee. Das verursacht fast immer mehr Probleme als es löst.
9. Stanz- und Schneidestation
Hier wird der durchgehende Streifen in einzelne Packungen oder perforierte Blätter geschnitten. Das klingt einfach, aber ein schlechter Schnitt macht einen ansonsten guten Blister zunichte. Das Werkzeug muss hier richtig sein.

Dabei wird eine Stanze verwendet, die den Streifen in einer einzigen sauberen Bewegung durchstanzt. Wenn diese Stanze jedoch stumpf ist oder auch nur leicht verrutscht, entstehen ausgefranste Kanten und Teilschnitte.
Einige Maschinen fügen in diesem Stadium auch ein Perforationswerkzeug hinzu, so dass die Benutzer einzelne Blister ohne Schere von einer Karte abreißen können. Das ist heute bei den meisten Pharmaverpackungen Standard.
Das beim Schneiden anfallende Restmaterial muss irgendwo hin, und bei einer stark ausgelasteten Linie fällt eine Menge davon an. Dafür sorgt das Abfallsammelsystem.
Und zögern Sie die Wartung der Matrize nicht hinaus. Eine stumpfe Matrize belastet das Antriebssystem und kann das Timing anderer Stationen in der Linie beeinträchtigen.
10. Bedienfeld und PLC
Das Bedienfeld verbindet die gesamte Maschine miteinander. Temperaturen, Geschwindigkeiten, Alarme, Produktionsdaten. Das alles wird von hier aus verwaltet.

Die meisten Blisterverpackungsmaschinen laufen mit einer SPS, die die Zeitsteuerung für jede Station übernimmt. Formen, Füllen, Versiegeln, Schneiden. Sie hält all das synchron, damit nichts aus dem Takt gerät.
Über den Touchscreen können Sie in Echtzeit sehen, was in der Maschine passiert. Und wenn etwas kaputt geht, protokolliert das Panel Fehler, damit Sie herausfinden können, was wann schief gelaufen ist.
Bei vielen neueren Geräten können Sie die Einstellungen als Rezepte für verschiedene Produkte speichern. Wenn Sie also die Blistergröße wechseln, laden Sie einfach das alte Rezept, anstatt alles neu einzustellen.
Einige Anlagen verbinden das Panel sogar mit einem werksweiten Netzwerk, so dass Manager die Produktionszahlen und die OEE von ihrem Schreibtisch aus überprüfen können.
11. Ausgangs- und Ablehnungssystem
Die fertigen Packungen kommen am Ausgabesystem aus der Maschine. Manchmal ist das ein Förderband, das einen Kartonierer beschickt. Manchmal ist es auch nur ein Stapler für die manuelle Handhabung. Das hängt von der Anlage ab.

In der Regel ist auch hier ein Ausleitsystem eingebaut. Wenn Sensoren an einer früheren Stelle in der Linie eine Packung wegen eines fehlenden Produkts, einer schlechten Versiegelung oder eines Druckfehlers markieren, wird sie automatisch von der Hauptlinie genommen.
Bei regulierten Arzneimittellinien muss das Rückweisungssystem validiert und dokumentiert werden. Es geht nicht nur darum, schlechte Packungen zu erwischen. Man muss auch nachweisen, dass sie tatsächlich entfernt wurden.
Die Zähler in dieser Phase erfassen den Gesamtausstoß, die Gutpackungen und die Ausschussware. Diese Daten fließen in die Produktionsberichte ein. Wenn die Ausschussrate schleichend ansteigt, bedeutet dies in der Regel, dass etwas in den vorgelagerten Bereichen beachtet werden muss, und die Zählerdaten weisen Ihnen den Weg in die richtige Richtung.
Abschluss
In einer Blisterverpackungsmaschine steckt eine Menge drin, und wenn ein Teil nicht mehr richtig funktioniert, merkt man das in der Regel schnell am fertigen Produkt. Wenn Sie die Bezeichnung der einzelnen Komponenten einer Blisterverpackungsmaschine kennen, können Sie bei der Fehlersuche viel Zeit sparen.
Und ehrlich gesagt, ist es sehr hilfreich, wenn man am Telefon Teile bestellt oder einem Servicetechniker ein Problem erklärt. Viel besser als “das Ding in der Mitte der Maschine” zu sagen.”