Zum Inhalt springen
Zum Inhalt springen Wer zum ersten Mal eine Fluidbett-Beschichtungsanlage betritt, erwartet immer etwas Ausgefallenes. Vielleicht automatisierte Sprüharme. Computergesteuerte Roboter. Stattdessen finden sie einen Stahltank voller schwebendem Pulver vor und jemanden, der ein heißes Metallteil mit einer Zange hineintaucht. Niemand rechnet damit, dass es so wenig Hightech ist.
So einfach es auch aussieht – jeder Schritt in diesem Prozess birgt wichtige Details. Überspringt man einen Schritt oder führt ihn zu hastig aus, erhält man am Ende Teile, bei denen sich die Beschichtung ablöst, Blasen entstehen oder die vom Kunden in einem Karton mit der Aufschrift “abgelehnt.” So läuft der gesamte Prozess ab, vom blanken Metall bis zum fertigen Anstrich.
Fangen Sie mit dem Pulver an
Bevor etwas beschichtet wird, muss das richtige Pulver in den Tank der Werkstatt eingefüllt werden. Bei der Fließbettbeschichtung wird thermoplastisches Harz zu einem feinen Pulver zermahlen. Heißes Metall schmilzt es bei Kontakt. Sobald das Metall wieder abkühlt, härtet der geschmolzene Kunststoff zu einer harten Hülle um das Bauteil herum aus.
In den meisten Betrieben, die mit Fließbetten arbeiten, spielt Nylon die Hauptrolle. Polyamid 11 und 12 sind allgegenwärtig. Polyethylen ist ein weiterer wichtiger Werkstoff, der kostengünstiger ist und häufig für Konsumgüter verwendet wird. PVC kommt bei elektrischen Anwendungen zum Einsatz. Hinzu kommen Polypropylen und einige Polyolefin-Mischungen, die für spezielle Projekte genutzt werden.
Jedes Pulver schmilzt bei einer anderen Temperatur und verhält sich im Tank anders. Wählt man das falsche, ist die gesamte Charge unbrauchbar. Welchen Belastungen muss das Bauteil standhalten? Chemikalien? Sonne und Regen? Kontakt mit Lebensmitteln? Jemand, der acht Stunden am Tag daran reibt? Die Antwort gibt Aufschluss über das geeignete Harz.
Was viele Leute überrascht, ist die Haltbarkeit. Wenn man einen Beutel mit Pulver eine Woche lang offen in der Werkstatt stehen lässt, nimmt es Feuchtigkeit auf. Es bilden sich Klumpen. Es gelangt Schmutz hinein. Bevor man den Tank befüllt, sollte man das Pulver durch ein Sieb geben und alles aussortieren, was sich nicht leicht auflösen lässt. Wenn man dafür fünf Minuten Zeit investiert, erspart man sich eine ganze Schicht voller Ärger.
Reinigung des Metalls
Die meisten Beschichtungsfehler lassen sich auf diesen Schritt zurückführen. Ein Bauteil mag zwar vollkommen sauber aussehen, doch möglicherweise haftet noch eine hauchdünne Schicht Schneidöl oder Walzzunder daran. Das reicht schon aus. Das Pulver wird darauf aufgetragen, sieht zunächst einwandfrei aus, und drei Wochen später beginnt sich die gesamte Beschichtung in ganzen Schichten abzulösen.
Werkstätten gehen dabei auf verschiedene Arten vor. Das Strahlen mit Sand oder Sandkörnern ist die gängigste Methode. Dabei werden Rost, alte Lackschichten und Walzzunder entfernt, und das Metall erhält eine raue Oberfläche, an der Pulver gut haftet. Teile, die für das Strahlen zu dünn oder zu empfindlich sind, werden stattdessen in einem alkalischen Waschtank gereinigt, der Fett und Bearbeitungsöle auflöst, ohne die Oberfläche zu beschädigen. In einigen Betrieben wird zusätzlich ein Phosphatierungsschritt durchgeführt, bei dem eine hauchdünne chemische Schicht aufgebracht wird, damit die Beschichtung noch besser haftet.
In vielen Fällen wird nach der Reinigung eine Grundierung aufgetragen. Bei Teilen, die im Außenbereich eingesetzt werden, und bei allem, was einer korrosiven Umgebung ausgesetzt ist, sollte unter der Pulverbeschichtung unbedingt eine Grundierungsschicht aufgetragen werden. Diese sorgt für eine bessere Haftung und bietet einen zusätzlichen Schutz vor Rost. Eine kostengünstige Maßnahme, die sich um ein Vielfaches auszahlt.
So lässt sich schnell feststellen, ob ein Teil wirklich sauber ist: Drücken Sie mit dem bloßen Finger darauf. Ist ein Fingerabdruck zu sehen? Dann befindet sich Öl auf dem Metall. Dann muss es noch einmal gewaschen werden.
Abdecken
Gewinde, Schraubenlöcher, Lagerbohrungen, elektrische Kontaktstellen. An diesen Stellen darf kein Kunststoff vorhanden sein, daher werden sie abgedichtet, bevor das Bauteil in den Ofen kommt.
Silikonstopfen und -kappen übernehmen den Großteil der Arbeit. Sie werden in Löcher gedrückt und über Bolzen gestülpt und halten Ofentemperaturen stand, ohne sich zu zersetzen. Flache Oberflächen, die frei bleiben müssen, werden mit Hochtemperaturklebeband oder einer speziellen Abdeckpaste abgedeckt.
Eine schlampige Abdeckung macht sich erst bemerkbar, wenn das Teil bereits beschichtet und abgekühlt ist. Dann steht jemand an einer Werkbank und kratzt mit einem Zahnstocher getrockneten Kunststoff aus einem Gewinde heraus. Das ist für niemanden eine sinnvolle Nutzung der Zeit. Die Abdeckung von Anfang an richtig vorzunehmen, dauert zwei Minuten länger, spart aber eine Stunde Nacharbeit.
Einrichtung des Wirbelbetts
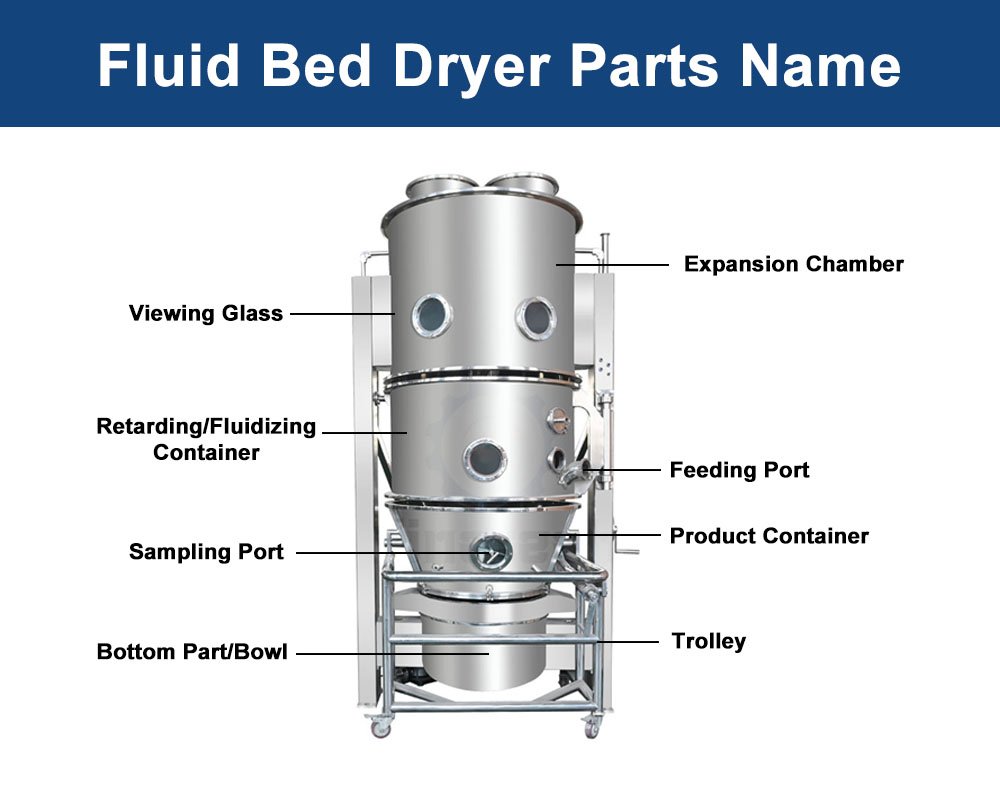
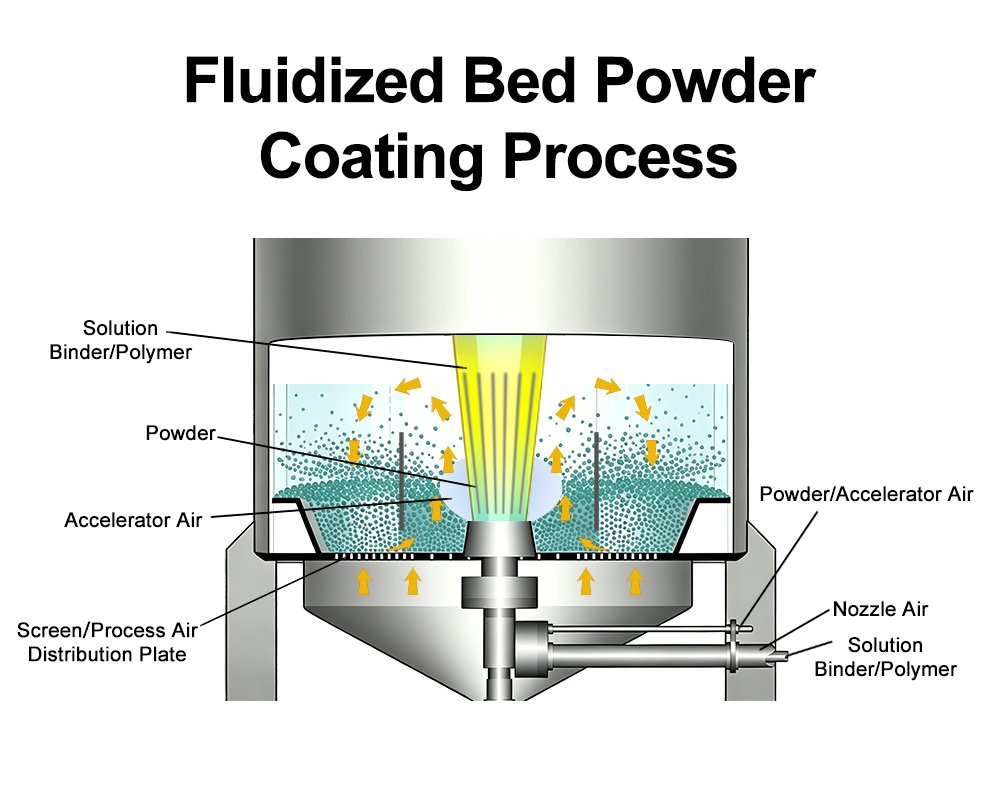
Der Behälter ist einfach aufgebaut. Ein Stahlkasten, oben offen. Im Inneren befindet sich auf halber Höhe eine poröse Platte oder Membran. Unterhalb dieser Platte liegt der Sammelraum, ein abgedichteter Bereich, in den Druckluft eingeleitet wird. Das Pulver wird auf die Platte geschüttet.
Schaltet man die Luftzufuhr ein, strömt die Luft durch die Membran in das Pulverbett. Die Körner lösen sich voneinander und beginnen, herumzuschwirren. Ein Bett, das im ruhenden Zustand 24 Zoll misst, dehnt sich auf etwa 29 oder 30 Zoll aus, sobald Luft strömt. Eine gute Fluidisierung sieht aus wie ein sanftes Köcheln. Die gesamte Oberfläche sollte sich sanft bewegen, ohne dass sich ruhige Stellen bilden.
Die richtige Luftzufuhr einzustellen, erfordert etwas Feinarbeit. Wenn dem Bett zu wenig Luft zugeführt wird, hebt sich das Pulver kaum. Ein Teil, das in ein halb leeres Bett getaucht wird, kommt fleckig heraus. Bläst man zu viel Luft hinein, schießt das Pulver über die Tankwände hinaus und verstaubt den gesamten Bereich.
Bevor Serienteile eingebaut werden, sollte jemand einen Rundstab oder eine behandschuhte Hand in das Bett stecken und dort herumtasten. Fühlt sich alles weich und locker an? Dann kann es losgehen. Stößt man auf eine harte Stelle oder einen toten Bereich in der Nähe des Bodens? Dann sollte man anhalten und herausfinden, warum. Eine verstopfte Membran, eine ungleichmäßige Luftzufuhr oder altes, verdichtetes Pulver, das nicht herausgesiebt wurde.
Vorheizen
Das Bauteil wird in den Heißluftofen geschoben. Wie heiß es wird, hängt davon ab, welches Pulver sich im Behälter befindet. Polyethylen und PVC liegen am unteren Ende der Skala, bei etwa 350°F bis 400°F. Nylon benötigt deutlich mehr Hitze, und dünne, mit Nylon beschichtete Drahtteile können 550°F oder mehr erfordern, da das Metall die Energie nach Verlassen des Ofens nicht sehr lange speichert.
Die Wärme muss bis in den Kern des Teils vordringen, nicht nur an die Oberfläche. Stellen Sie sich eine Stahlhalterung vor, die sich außen glühend heiß anfühlt, im Inneren aber noch kühl ist. Dieser Halterung geht bereits während des Eintauchvorgangs die Wärmeenergie aus. Dünne Bereiche, die sich am schnellsten erwärmen, erhalten am Ende die dickste Beschichtung. Dicke Bereiche, die innen noch relativ kühl sind, nehmen kaum Pulver auf. Das Ergebnis ist eine Beschichtung, die dort am dicksten ist, wo sie am dünnsten sein sollte, und dort am dünnsten, wo sie am dicksten sein sollte.
Die Einbrennzeit hängt vom jeweiligen Bauteil ab. Bei einem massiven Stahlbauteil dauert es zwanzig bis dreißig Minuten, bei einem leichten Drahtformteil fünf bis acht Minuten. Bei einem neuen Bauteil gibt es keine Abkürzung, um dies herauszufinden. Man muss Probestücke einbrennen, die Beschichtungsdicke messen, anpassen und den Vorgang wiederholen.
Auch die Transportgeschwindigkeit zwischen Ofen und Tank verdient Beachtung. Beim manuellen Transport durch die Werkstatt verliert ein Bauteil 50 bis 100 Grad. Clevere Betriebe stellen den Ofen direkt neben den Tank. Manche nutzen sogar Rollenförderer oder Hängebahnsysteme, um die Transportzeit auf wenige Sekunden zu verkürzen.
Eintauchen
Das Werkstück wird in einer Vorrichtung, einer Halterung oder mit einer Zange fixiert. Der Greifpunkt sollte an einer Stelle liegen, die entweder unbeschichtet bleibt oder anschließend nachbearbeitet wird. Senken Sie das Werkstück gleichmäßig in das Bad ab. Ruckartige oder schnelle Bewegungen wirbeln das Pulver auf und führen zu einer ungleichmäßigen Beschichtung.
Das Pulver schmilzt bei Kontakt mit dem heißen Metall und bildet fast augenblicklich einen Film. Indem das Werkstück langsam durch das Pulverbett bewegt, geneigt und gedreht wird, wird sichergestellt, dass jede Oberfläche mit Pulver bedeckt wird. Vertiefungen, Innenecken, Schweißnähte, Drahtkreuzungen – das Pulverbett erreicht sie alle, da das Werkstück von allen Seiten von schwebendem Pulver umgeben ist.
Die Eintauchzeit bestimmt die Beschichtungsdicke. Zwei oder drei Sekunden ergeben eine dünnere Schicht von etwa 8 bis 10 mils. Bei einer Eintauchzeit von etwa acht bis zehn Sekunden werden mehr als 20 mils erreicht. Ab einem bestimmten Zeitpunkt kühlt das Metall unter die Schmelztemperatur des Pulvers ab, und neues Pulver lagert sich lediglich als trockener Sand ab, anstatt zu verschmelzen. Sobald dies geschieht, wird das Bauteil aus dem Tank entnommen.
Genau zu wissen, wann man das Werkstück herausnehmen muss, lernt man erst mit der Zeit. Das Pulver verhält sich bei einem Werkstück, das noch viel Wärme gespeichert hat, anders als bei einem, dessen Temperatur bereits abnimmt. Erfahrene Fachkräfte können dies erkennen, indem sie beobachten, wie das Pulver nahe der Oberfläche fließt. Neulinge verlassen sich meist auf eine Stoppuhr, bis sie dieses Gespür entwickelt haben.
Nachwärmung
Bei schweren, massiven Teilen wird dieser Schritt oft ganz übersprungen. Die im Metall gespeicherte thermische Masse hält die Beschichtung lange genug geschmolzen, sodass sie von selbst glatt ausläuft. Direkt auf das Abkühlgitter.
Bei leichteren Teilen sieht die Situation anders aus. Dünnes Metall gibt seine Wärme so schnell ab, dass das Pulver auf der Oberfläche schon während des Fließvorgangs erstarren kann. Anstelle eines glatten Films entsteht eine unebene und raue Oberfläche. Orangenhaut-Struktur. Das Ergebnis besteht die Prüfung nicht. Ein zweiter Durchgang im Ofen bei etwa 300 bis 350°F für fünf bis zehn Minuten versorgt den Film mit ausreichend Wärme, damit er sich absetzen und glätten kann.
Achten Sie nur darauf, die Ofentemperatur nach dem Vorheizen nicht zu hoch einzustellen. Wenn Sie sie zu hoch einstellen, rutscht die Beschichtung von den Kanten ab, läuft an senkrechten Flächen herunter oder sammelt sich am Boden des Teils. Hier gilt: niedrig und langsam.
Kühlung
Das Teil darf nicht berührt, gestapelt oder verpackt werden, solange es noch warm ist. Lassen Sie es zunächst auf Raumtemperatur abkühlen.
Die meisten Betriebe hängen das Teil einfach an einen Ständer und lassen es in Ruhe. Der Rest erledigt sich von selbst. Das dauert zwar eine Weile, aber die Beschichtung wird dabei nicht beansprucht und das Teil bleibt vollkommen gerade.
Soll es schneller gehen? Ein Wasserbad bei Raumtemperatur lässt die Beschichtung innerhalb von Sekunden aushärten. Betriebe mit hohem Produktionsvolumen setzen darauf, um ihre Durchlaufzeiten kurz zu halten. Ein Punkt, auf den Sie jedoch achten sollten: Bei bestimmten Bauteilgeometrien kann Nylon Risse bilden, wenn es zu schnell abgeschreckt wird. Führen Sie daher immer Tests mit Mustern durch, bevor Sie eine neue Teilenummer auf Wasserkühlung umstellen.
Prüfung
Kein beschichtetes Teil verlässt die Werkstatt, ohne zuvor überprüft worden zu sein. Dabei werden mindestens drei Dinge überprüft.
Zunächst die Dicke prüfen. Nehmen Sie ein Magnet- oder Wirbelstrommessgerät und messen Sie an mehreren Stellen rund um das Werkstück. Im Datenblatt sind Mindest- und Höchstwerte angegeben. Liegt ein Messwert außerhalb dieses Bereichs, muss etwas im vorgelagerten Prozess angepasst werden. Zu hohe Messwerte deuten in der Regel darauf hin, dass das Werkstück zu heiß war oder zu lange im Bett verblieben ist. Zu dünne Messwerte deuten auf Wärmeverlust während des Transports oder auf kalte Stellen in einem Ofen hin, der nicht gleichmäßig heizt.
Als Nächstes: die Haftfestigkeit. Nehmen Sie eine scharfe Klinge, ritzen Sie ein X in die Beschichtung und versuchen Sie, diese abzuziehen. Ein gut vorbereitetes Teil lässt sich überhaupt nicht ablösen. Lässt sich die Beschichtung schon bei geringstem Druck ablösen? Dann bedeutet das, dass die Reinigung oder Grundierung irgendwo Mängel aufweist.
Zuletzt folgt eine Sichtprüfung. Untersuchen Sie die gesamte Oberfläche auf Nadellöcher, Blasen, freiliegendes Metall, Durchhängen, raue Oberflächen oder ungewöhnliche Farbtöne. Jede Art von Fehler ist ein Hinweis. Nadellöcher lassen oft auf Ausgasung schließen. Durchhängungen bedeuten, dass die Temperatur im Nachwärmeofen zu hoch eingestellt war. Freiliegende Stellen deuten in der Regel darauf hin, dass der Bediener beim Eintauchen einen Bereich übersehen hat. Wenn man weiß, was die einzelnen Fehler bedeuten, lässt sich die Fehlerbehebung deutlich beschleunigen.
Manche Kunden wünschen zudem Angaben zu Salznebel-Testzeiten, Schlagfestigkeitswerten oder Biegeprüfergebnissen an Probestücken, die aus der Charge entnommen wurden. Wie umfassend die Prüfungen ausfallen, hängt davon ab, wo das Bauteil letztendlich zum Einsatz kommt. Ein Küchenrost und ein Gehäuse für medizinische Geräte sind zwei völlig unterschiedliche Welten.
Dickenkontrolle
Die Schichtdicke hängt von drei Faktoren ab.
Wie heiß das Bauteil ist, wenn es in das Bett eingelegt wird. Heißeres Metall schmilzt mehr Pulver. Erhöht man die Ofentemperatur um 25 Grad, kann die Dicke der fertigen Schicht um mehrere mils ansteigen, ohne dass andere Variablen verändert werden.
Wie lange das Teil untergetaucht bleibt. Je länger die Eintauchzeit, desto länger ist der Kontakt mit dem Pulver, bevor das Metall unter den Schmelzpunkt des Harzes fällt.
Das Pulver selbst. Feinere Partikel ergeben dünnere Schichten. Grobere Partikel schichten sich schneller auf. Auch hier spielt es eine Rolle, wie gut das Bett fluidisiert ist, denn ein träges Bett kommt nicht so gleichmäßig mit dem Werkstück in Kontakt wie ein aktives.
Um die Sollstärke für eine Produktionscharge festzulegen, sind mehrere Versuche erforderlich. Man beschichtet einige Testteile, misst sie mit dem Messgerät, passt die Ofentemperatur oder die Eintauchzeit an und führt den Vorgang erneut durch. Dies wird so lange wiederholt, bis die Werte den Vorgaben entsprechen. Danach gilt das Rezept für alle Teile nahezu ohne Abweichungen.
Abschluss
Reinigen, maskieren, das Werkstück vorbereiten, erhitzen, tauchen, bei Bedarf nacherhitzen, abkühlen, prüfen. Acht Schritte vom blanken Stahl bis zum fertigen beschichteten Bauteil. Für keinen davon braucht man einen Doktortitel. Aber jeder einzelne muss richtig ausgeführt werden, sonst scheitert der nächste. Die Betriebe, die Jahr für Jahr hervorragende beschichtete Bauteile produzieren, sind diejenigen, die sich weigern, bei einem dieser Schritte Abstriche zu machen.
Copyright-Hinweis:
Es ist nicht gestattet, Inhalte dieser Website zu vervielfältigen, zu verändern, zu veröffentlichen, darzustellen, zu übermitteln oder in irgendeiner Weise zu verwerten oder solche Inhalte zum Aufbau von Datenbanken jeglicher Art zu verwenden, es sei denn, es liegt eine ausdrückliche schriftliche Genehmigung der Finetech Group vor. Für eine Genehmigung zur Nutzung des Inhalts wenden Sie sich bitte an: info@pharmamachinecn.com.
Haftungsausschluss:
Die in diesem Artikel enthaltenen Informationen dienen lediglich der allgemeinen Information. Das Unternehmen übernimmt keine Garantie für die Richtigkeit, Relevanz, Aktualität oder Vollständigkeit der Informationen, und das Unternehmen übernimmt keine Verantwortung für Fehler oder Auslassungen im Inhalt dieses Artikels.