Aller au contenu
Aller au contenu L'industrie pharmaceutique produit presque 1,3 billion Des comprimés sont produits chaque année. Ce volume massif de médicaments exige une qualité et une constance absolues et non négociables. Or, la réalité est qu'en moyenne, quatre rappels de médicaments Cela se produit quotidiennement rien qu'aux États-Unis.

Bien que de nombreux facteurs contribuent à ces défauts de qualité, le collage et le décollement lors de la compression des comprimés figurent parmi les anomalies les plus fréquentes pouvant compromettre une production entière. Ces problèmes constituent non seulement un obstacle à la production, mais aussi un risque critique pour la qualité, menaçant la sécurité des patients et entraînant des sanctions réglementaires coûteuses.
Comment allez-vous garantir la qualité et la constance de vos produits ? Poursuivez votre lecture pour comprendre les causes profondes des défauts de fabrication des comprimés et découvrir des solutions simples pour les éliminer définitivement.
Points clés : Adhérence et précision dans la compression des comprimés pharmaceutiques
- Identifier les défautsLe collage se produit lorsque les comprimés adhèrent à la surface perforée, tandis que le décollement survient lorsque la surface du comprimé est partiellement détachée. Savoir faire la différence est essentiel pour les prévenir.
- Améliorer la formulationOptimiser les liants, les agents de glissement et les lubrifiants pour améliorer l'écoulement, réduire l'adhérence et maintenir l'intégrité des comprimés.
- Entretien des équipementsDes poinçons polis, des revêtements protecteurs et des contrôles de routine permettent d'éviter les imperfections de surface susceptibles de provoquer des défauts.
- Optimiser les processus et l'environnementAjustez la vitesse de compression, le temps de maintien et la force d'éjection tout en maintenant l'humidité et la température stables pour une libération en douceur des comprimés.
- Surveiller la production: Une inspection régulière et une intervention précoce permettent de détecter les défauts avant qu'ils n'affectent la qualité ou la production.
Qu'est-ce que le sticking et le picking ?
Le collage est l'un des défauts de fabrication de comprimés les plus fréquents. Il se produit lorsque la matière première du comprimé adhère à la surface de la pointe du poinçon ou aux parois de la matrice lors de la compression. Il en résulte un comprimé terne, irrégulier et rugueux, d'aspect médiocre.

Le décollement est une forme plus spécifique d'adhérence et un défaut de qualité particulier. Il se produit lorsque la matière du comprimé adhère aux détails fins de la surface de perforation, tels que les lettres ou les chiffres en relief ou en creux. Ce défaut arrache la matière de la zone endommagée, laissant un comprimé ébréché dont la gravure est altérée.

L'adhérence et le décollement entraînent tous deux des défauts dans les produits finis, ce qui représente un risque important pour la qualité des produits. Ils s'accompagnent souvent d'arrêts de production coûteux, de rejets de lots et d'un risque de non-respect des normes réglementaires strictes.
Causes de collage et de décollement lors de la compression de comprimés pharmaceutiques
La fabrication de comprimés est un processus extrêmement complexe et contrôlé. L'obtention d'une consistance homogène est essentielle. différents types de pilules et les comprimés rendent le processus susceptible de coller et de se décoller.
Les problèmes à l'origine de ces échecs peuvent être retracés jusqu'à trois grandes catégories : problèmes liés à la formulation, conditions de traitement défavorables et défauts liés aux outils et équipements.
1. Problèmes liés à la formulation
Les problèmes de formulation sont inhérents au mélange des ingrédients (la formulation) elle-même. Ces problèmes surviennent lors des étapes de mélange et de granulation et deviennent apparents lors de l'étape de compression. Voici comment :
1.Teneur élevée en humidité
Une forte teneur en humidité dans le produit et son environnement est une cause majeure de ces défauts. Les comprimés fabriqués par granulation humide sont plus vulnérables. Si les granulés ne sont pas correctement séchés, leur taux d'humidité reste élevé et ils ramollissent. Lors de la compression, cette poudre humide et collante adhère facilement aux faces des poinçons et aux parois de la matrice, provoquant des collages et des arrachements.
2. Ingrédients hygroscopiques
Certains principes actifs pharmaceutiques (API), tels que Chlorhydrate de vancomycine et Phosphate de sodium de dexaméthasone, Ces poudres sont extrêmement hygroscopiques. Si elles ne sont pas manipulées dans des conditions d'humidité contrôlée, elles absorbent rapidement l'humidité ambiante. Cette humidité rend le mélange de poudres collant et plastique, ce qui peut entraîner d'importants défauts d'adhérence et de décollement lors de la compression des comprimés.
3. Lubrifiant insuffisant
Les lubrifiants sont des excipients ajoutés à la formulation afin d'éviter l'adhérence et le collage. Ils forment une fine barrière entre le mélange de poudres et les surfaces des outils métalliques. Un lubrifiant en quantité insuffisante ou mal dosé ne permet pas la création de cette couche protectrice indispensable. Le matériau adhère alors aux poinçons et aux matrices lors de la compression.
2. Conditions de traitement

Les défauts liés aux conditions de fabrication sont des problèmes qui surviennent lors des différentes étapes de production des comprimés. Ces problèmes se produisent pendant la granulation, le séchage ou la compression. Examinons-les de plus près :
1. Faible force de compression
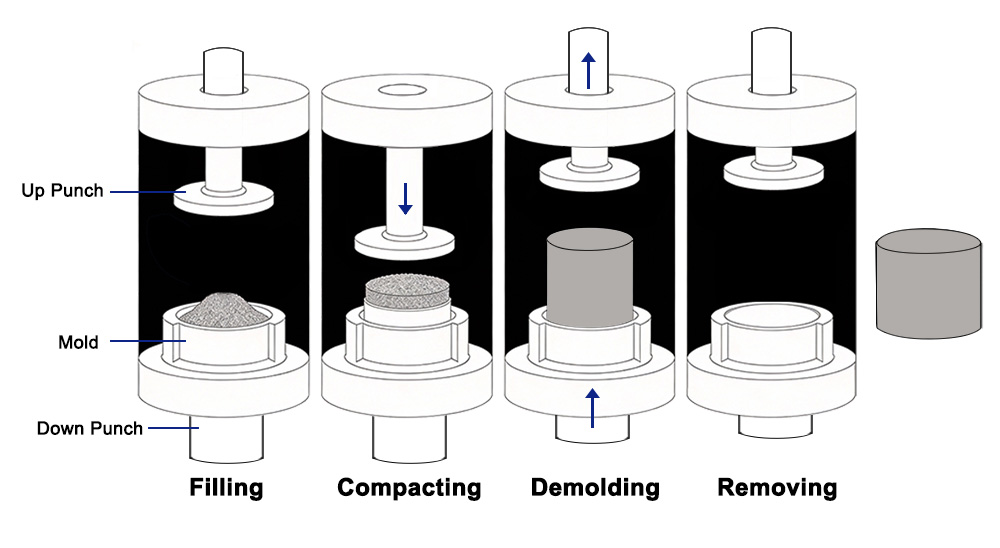
La force de compression correspond à la forte pression exercée par les poinçons pour transformer une poudre en vrac en un comprimé dur et cohésif. Une force de compression insuffisante entraîne une mauvaise adhésion entre les particules et une faible dureté du comprimé. Ce compactage inadéquat rend la surface du matériau fragile et poreuse, et la rend très sujette à l'agglomération.
2. Temps de séjour court
Le temps de maintien correspond à la brève période durant laquelle la presse à comprimés exerce une force de compression maximale sur la poudre. Si ce temps est trop court, l'air contenu dans la cavité du poinçon n'a pas le temps de s'échapper avant la décompression.
La décompression brutale fissure la surface du comprimé et endommage le gaufrage, la ligne de prédécoupe ou le logo. Ces éléments restent collés à la pointe de la perforatrice, laissant derrière eux de nombreux comprimés détachés.
3. Haute température
Tout comme l'humidité excessive, une température élevée contribue également au collage. Les principes actifs à bas point de fusion, tels que l'ibuprofène, peuvent ramollir ou fondre partiellement sous l'effet de la chaleur de friction générée lors d'une compression rapide. Ceci crée un film collant et visqueux sur les faces de poinçonnage ou provoque de graves problèmes de collage.
3. Problèmes liés aux outils et à l'équipement

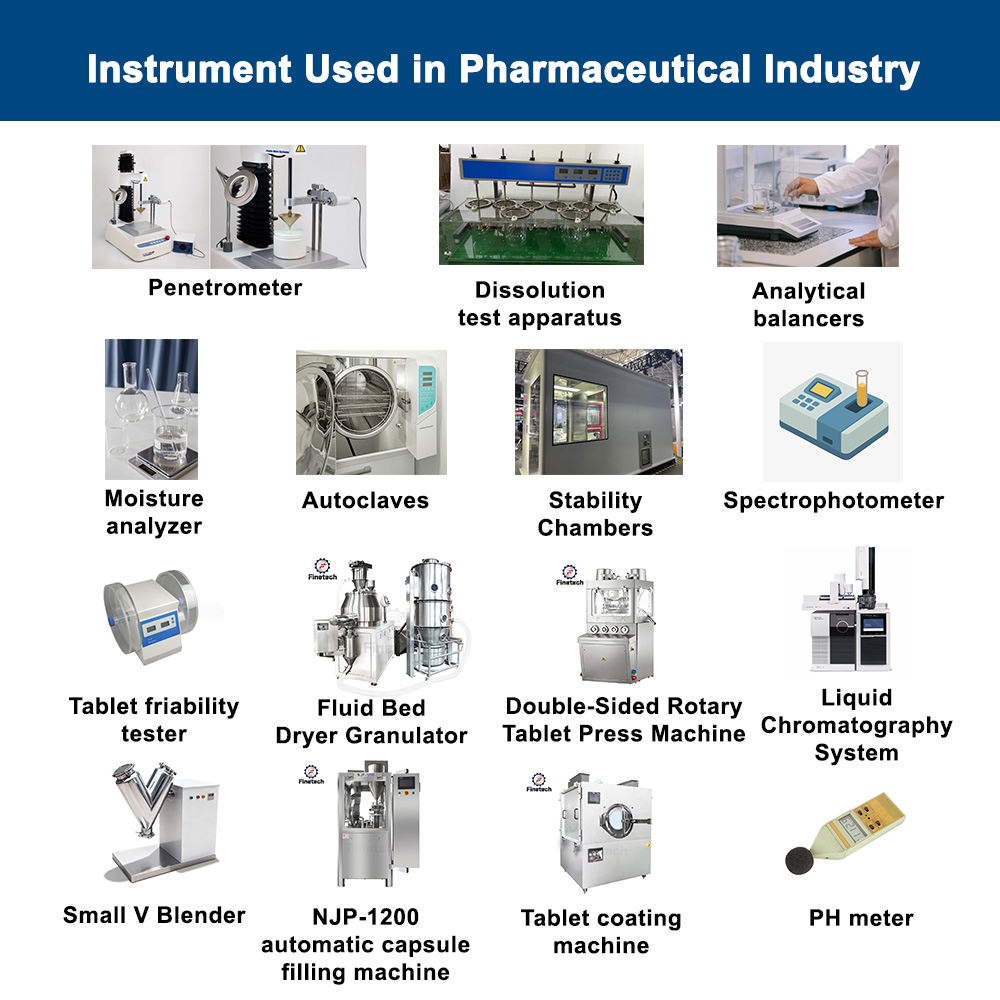
Ces défauts sont directement liés à presse à comprimés rotative Le problème réside notamment dans l'outillage de compression (poinçons et matrices) et les matériaux utilisés. Il peut s'agir de problèmes liés à l'état physique des faces des poinçons (rayures, usure, etc.) ou à des défauts de gravure de la pointe du poinçon.
1. Problèmes de surface de perforation
Lors du cycle de compression, les poinçons déterminent la taille et la forme finales du comprimé. Le collage se produit lorsque les surfaces des poinçons sont rugueuses, rayées ou piquées, car ces imperfections créent des cavités où l'adhésif peut s'accumuler. À l'inverse, une surface trop lisse peut générer de fortes forces électrostatiques, créer un effet de vide et accentuer le collage.
2. Mauvais entretien des poinçons
L'embout du poinçon est généralement recouvert d'une couche chromée polie qui empêche le produit d'adhérer. Cependant, cette couche protectrice peut être endommagée par un nettoyage inadéquat ou par des formulations abrasives. Une fois l'acier exposé, le produit peut facilement y adhérer lors de la compression des comprimés.
Le gaufrage ou le débossage à l'extrémité du poinçon peut également fragiliser le motif. Le moindre défaut ou angle vif sur ces petites lettres ou logos peut arracher le matériau lorsque le poinçon se retire.
3. Qualité de l'acier
La propreté interne de l'acier est primordiale pour minimiser le collage. Les aciers impurs ou de mauvaise qualité contiennent de nombreuses inclusions non métalliques, qui créent des vides et des imperfections microscopiques à la surface du poinçon. Ces défauts favorisent l'accumulation de matière et augmentent les risques de collage et d'arrachement.
Effets de l'adhérence et du décollement lors de la compression de comprimés pharmaceutiques
Le collage et le décollement sont des défaillances du contrôle qualité qui dépassent le cadre de la production. Ces défauts affectent non seulement l'aspect esthétique du produit final, mais entraînent également des pertes financières et de graves risques réglementaires pour l'entreprise pharmaceutique.
1. Défauts esthétiques
Ces problèmes altèrent immédiatement l'aspect et la finition de la tablette. Les résidus collants lui donnent un aspect rugueux, terne ou abîmé par l'accumulation de matière. À l'inverse, les arrachements provoquent des dommages visibles comme de petits impacts, des éclats ou la destruction du logo en relief ou de la ligne de prédécoupe.
2. Temps d'arrêt de production
Les problèmes de collage et de décollement nécessitent l'arrêt immédiat de la presse à comprimés. Les opérateurs doivent alors nettoyer manuellement l'outillage ou démonter, repolir et réajuster complètement les poinçons. Ce processus engendre des temps d'arrêt de production importants et imprévus, ce qui réduit la productivité et augmente les coûts de main-d'œuvre et de fabrication.
3. Non-conformité réglementaire
Les problèmes de contrôle qualité compromettent directement la qualité requise d'un médicament. Les dommages et les pertes de matière qui en résultent compromettent l'uniformité de la dose, ce qui signifie que le patient peut recevoir une quantité incorrecte de principe actif. Il s'agit d'une violation grave des normes de qualité. Bonnes pratiques de fabrication (BPF).
De plus, ces défauts indiquent que le processus de fabrication n'est pas surveillé ni contrôlé de manière constante. Par conséquent, il peut vous être difficile d'atteindre les objectifs fixés. validation du processus et qualifier les paramètres clés tels que Qualification de conception (DQ), qualification d'installation (IQ) et qualification de performance (PQ).
Solutions pour prévenir le grincement et le collage
En mettant l'accent sur des mesures proactives, des ajustements de formulation et un entretien rigoureux, vous pouvez surmonter les problèmes de collage et de décollement lors de la compression de comprimés pharmaceutiques. Voici comment :
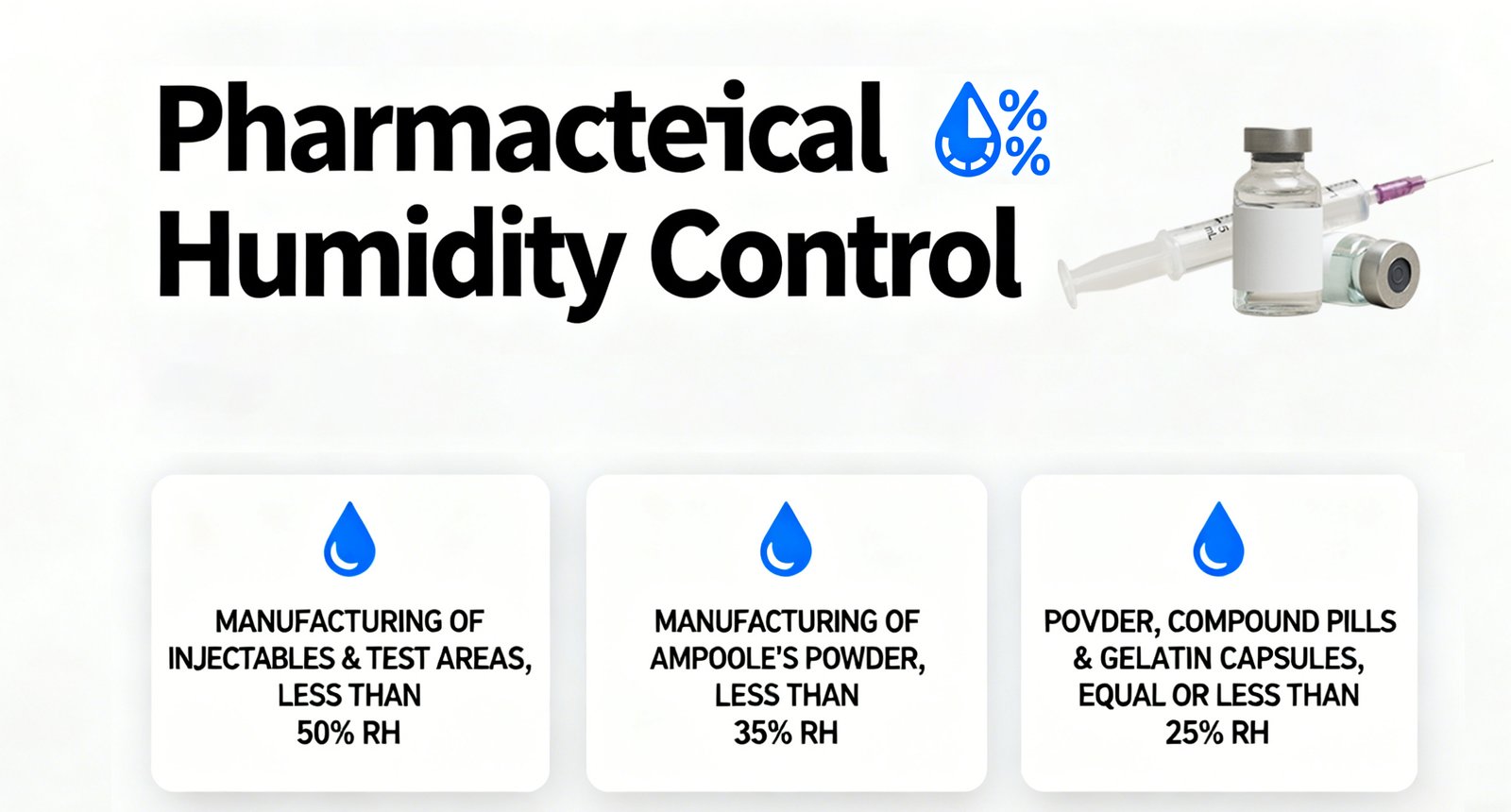
1. Contrôle de l'humidité
Le meilleur moyen de minimiser le collage et le grignotage est un contrôle strict de l'humidité. niveaux d'humidité relative (HR) La température de la chambre de compression doit être maintenue en dessous de 601 °C (601 °TP3T) afin d'éviter l'absorption d'humidité par les matériaux hygroscopiques. En granulation humide, veillez toujours à ce que le matériau soit parfaitement sec avant de procéder au pressage à comprimés.
2.Ajouter des lubrifiants
Une lubrification adéquate est essentielle pour réduire l'adhérence et le frottement. Il est impératif d'ajouter les lubrifiants, tels que le stéarate de magnésium, en dernière étape du mélange final afin d'assurer un enrobage optimal des granules. De plus, il ne faut pas ajouter d'autres excipients après le mélange du lubrifiant, car cela pourrait perturber le film protecteur et provoquer un collage.
3. Optimisation de la conception du poinçon
Le pavage se produit souvent au niveau des détails fins de la tablette, comme le logo ou la ligne de rayure. Vous pouvez optimiser la conception du poinçon en utilisant des gravures coniques ou en rampe. Cela signifie que les parois des caractères en relief ou en creux sont légèrement inclinées au lieu d'être parfaitement verticales. Cet alignement assure un retrait doux et progressif du poinçon de la tablette.
4. Sélection de l'acier
Choisir le bon acier améliore la durée de vie et les performances de la machine à comprimer les comprimés. Pour les produits collants, utilisez acier à poinçonner avec une forte concentration de chrome dans l'alliage, généralement entre 16% et 18%.
Par exemple, les aciers comme M340 ou 440°C Ces matériaux présentent de nombreux avantages car leur forte teneur en chrome forme une fine couche d'oxyde protectrice. Ils améliorent le démoulage du produit et réduisent l'adhérence des substances collantes à la surface du poinçon.
Fini les hésitations : trouvez le bon partenaire de production !
La compression des comprimés est l'un des procédés les plus critiques de la production pharmaceutique. Même une petite erreur de formulation, une légère erreur de fabrication ou un défaut d'outillage peuvent compromettre la qualité et entraîner la perte d'un lot entier.
Toutefois, la bonne nouvelle est que les problèmes de collage et de décollement lors de la compression de comprimés pharmaceutiques sont totalement évitables. Adopter une approche proactive, incluant une maintenance rigoureuse et un réglage stratégique des processus, peut vous éviter des arrêts de production coûteux et des amendes réglementaires.
Et vous savez ce qui est encore mieux ? Collaborer avec le bon expert en production pharmaceutique pour éviter ces problèmes dès le départ. Choisissez Finetech ! Notre large gamme de machines à comprimés garantit que vos objectifs de qualité et de performance sont toujours atteints dans les délais impartis.
Contactez-nous dès aujourd'hui ou visitez notre site web pour voir nos solutions de compression en action !
Lectures recommandées :
Comment sont fabriqués les comprimés médicamenteux ? Un guide simple du processus de fabrication.
Découvrez les différents types de pilules : le guide complet.