Zum Inhalt springen
Zum Inhalt springen Unbehandelte pharmazeutische Pulver weisen häufig schlechte Fließeigenschaften auf. Oft kommt es zu Staubbildung und Verklumpungen. Diese Probleme führen zu einer ungleichmäßigen Zuführung während des Tablettiervorgangs. Dies hat erhebliche Gewichtsschwankungen zwischen den einzelnen Tabletten zur Folge – ein Ergebnis, das angesichts der strengen Dosierungsanforderungen nicht akzeptabel ist.
Durch die Granulierung wird das Problem behoben, indem das lose Pulver in kleine, gleichmäßige Körnchen umgewandelt wird, die gut fließen und so eine gleichmäßige Verdichtung ermöglichen. Die Fließbettgranulierung bietet gegenüber anderen Verfahren einen deutlichen Vorteil, da sie die Schritte des Mischens, Benetzens und Trocknens in einer einzigen Anlage vereint und so den Materialtransport zwischen den einzelnen Schritten überflüssig macht.
Videoquelle: Glatt.
Besondere Merkmale des Wirbelschichtverfahrens
Die herkömmliche Methode der Nassgranulierung ist ein mehrstufiger Prozess. Das Pulver wird in einer Maschine gemischt. Flüssiges Bindemittel wird hinzugefügt. Die Masse wird geknetet. Die feuchte Masse wird in einen Tabletttrockner oder einen Fließbetttrockner befördert. Man wartet mehrere Stunden. Anschließend wird sie erneut in eine Mühle befördert. Dort wird sie auf die richtige Korngröße gesiebt. Jeder Transportschritt birgt das Risiko von Verschmutzungen, Produktverlusten und Verwechslungen.
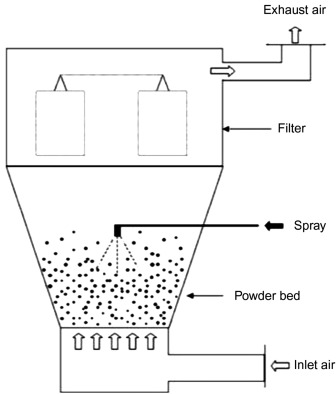
Das Wirbelschichtverfahren macht mehrere Transferstufen überflüssig. Durch erwärmte Luft werden die Partikel in einer einzigen Prozesskammer in Schwebe gehalten, sodass das Aufbringen des Bindemittels und die anschließende Trocknung nacheinander im selben Raum erfolgen können. Kein Transfer im feuchten Zustand. Kein separater Trockner. Ein Nachmahlen ist häufig nicht erforderlich, da die resultierenden Granulate in der Regel sofort innerhalb der angestrebten Partikelgrößenverteilung liegen.
Die Gesamtverarbeitungszeit liegt zwischen 30 und 90 Minuten, abhängig vom Umfang und den spezifischen Eigenschaften der Rezeptur. Die herkömmliche Nassgranulierung mit hoher Scherwirkung erfordert dagegen mehrere Spezialmaschinen und deutlich längere Produktionszeiten.
Befüllung und Trockenmischung
Alles beginnt damit, dass die Rohstoffe in den Mischbehälter gegeben werden. Zuerst wird der Wirkstoff hinzugefügt, zusammen mit den Füllstoffen und Hilfsstoffen, die den Großteil der Tablettenformulierung ausmachen. Laktose oder Mannit als Füllstoffe. Ein trockenes Bindemittel wie PVP oder HPC in Pulverform. Manchmal wird in dieser Phase auch ein Sprengmittel hinzugefügt, je nachdem, wie die Rezeptur konzipiert wurde.
Nach dem Befüllen schaltet sich das Luftsystem ein und hebt das Pulverbett an. Über eine perforierte Verteilerplatte unterhalb des Produktbehälters wird erwärmte Luft zugeführt. Dieser Luftstrom fluidisiert das Pulverbett, erhöht die Materialtemperatur und sorgt gleichzeitig für eine homogene Trockenmischung vor der Zugabe des Bindemittels.
Das anfängliche Trockenmischen dauert in der Regel zwischen 5 und 10 Minuten. Wer hier an der richtigen Menge spart, zahlt später den Preis dafür – in Form von ungleichmäßigen Wirkstoffgehalten in den Tabletten. Wenn der Wirkstoff zu diesem Zeitpunkt nicht gleichmäßig im Pulver verteilt ist, wird dieses Problem durch das Aufsprühen von Bindemittel auf eine schlecht gemischte Charge nur noch zementiert.
So funktioniert das Bindemittelspray
Sobald die Trockenmischung gleichmäßig verteilt und auf Temperatur gebracht ist, wird das Sprühsystem in Betrieb genommen. Die Bindemittellösung wird über ein Pumpsystem zu einer Sprühdüse geleitet, die sich innerhalb der Verarbeitungszone befindet. Die Zerstäubungsluft zerteilt den Flüssigkeitsstrom und erzeugt so einen fein verteilten Tröpfchennebel.
Diese Tröpfchen prallen auf die Partikel im Wirbelbett, benetzen deren Oberflächen lokal und aktivieren die Haftfähigkeit des Bindemittels. Partikelkollisionen in diesem benetzten Zustand führen zur Bildung von Flüssigkeitsbrücken, wodurch die Agglomeration in Gang gesetzt wird. Im Laufe der Zeit wachsen diese Cluster zu Granulaten heran.
Die Korngröße hängt von einem Wechselspiel zwischen Benetzung und Trocknung ab. Der Sprühnebel führt Feuchtigkeit zu. Die heiße Luft entzieht sie wieder. Wenn diese beiden Kräfte im Gleichgewicht sind, wachsen die Körner in einem gleichmäßigen, kontrollierten Tempo. Neigt sich die Waage zu viel Feuchtigkeit hin, wird das Bett überflutet. Die Körner verschmelzen zu riesigen Klumpen. Neigt sie sich in die andere Richtung, trocknet das Bindemittel bereits in der Luft aus. Nichts haftet. Das Pulver bleibt locker.
Diesen Gleichgewichtspunkt zu finden, ist ehrlich gesagt der schwierigste Teil bei der Entwicklung eines neuen Fließbettgranulierungsverfahrens. Ist er jedoch einmal gefunden, bleibt er von Charge zu Charge bemerkenswert stabil.
Die Position der Düse verändert alles
Die Obersprühung ist die Standardausführung. Die Düse hängt über dem Bett und sprüht das Bindemittel nach unten. Die Tropfen fallen durch den aufsteigenden Luftstrom und landen auf den darunter liegenden Körnern. Dadurch entstehen poröse, schnell lösliche Granulate. Bei den meisten Mischungen für schnell lösliche Tabletten kommt die Obersprühung zum Einsatz.
Beim Bodensprühverfahren, auch als Wurster-Verfahren bezeichnet, wird die Düse zum Boden hin ausgerichtet. Die Partikel werden pneumatisch durch eine zentrale Trennwand nach oben befördert, passieren dabei direkt den zerstäubten Sprühnebel und strömen anschließend entlang der Kammerwände nach unten. Diese zyklische Bewegung führt zu hochdichten, gleichmäßigen Granulaten und stellt die Standardkonfiguration für das Aufbringen von Funktionsbeschichtungen dar.
Bei der seitlichen Sprühvorrichtung wird die Düse an der Wand befestigt. Eine sich drehende Scheibe am Boden hält das Pulver in Bewegung. Diese Methode ist zwar weniger verbreitet, erzeugt jedoch sehr dichte, runde Pellets für Nischenanwendungen.
Die Trocknungsphase
Sobald die Granulate die Zielgröße erreicht haben, wird die Bindemittelsprühung abgeschaltet. Die Heißluft strömt weiter. Zu diesem Zeitpunkt fungiert die Maschine lediglich als Trockner.
Das Wasser an der Oberfläche verdunstet zuerst. Heiße Luft strömt an der Außenseite jedes Körnchens vorbei und transportiert es schnell ab. Nachdem die Oberfläche trocken ist, muss das tiefer im Inneren eingeschlossene Wasser erst nach außen dringen, bevor es entweichen kann. Diese zweite Phase verläuft wesentlich langsamer.
Der Trocknungsvorgang läuft so lange, bis das Granulat einen bestimmten Feuchtigkeitsgehalt erreicht hat. Bei den meisten Pharmaprodukten liegt dieser Wert zwischen 1% und 3%. Sinkt der Wert unter 1%, werden die Granulate spröde, brechen bei der Handhabung und setzen Feinanteile frei, die die nachgelagerten Prozesse verstopfen. Liegt der Wert über 3%, kann sich der darin enthaltene Wirkstoff während der Lagerung zersetzen.
Sensoren in der Kammer überwachen ständig die Temperatur und die Feuchtigkeit der Abluft. Wenn die Feuchtigkeit der Abluft sinkt und konstant bleibt, ist das Produkt trocken. Bei einigen neueren Anlagen werden zudem Nahinfrarotsonden auf das Granulat gerichtet, um dessen Feuchtigkeitsgehalt zu messen, ohne dass eine Probe entnommen werden muss.
Was kommt dabei heraus und wie geht es weiter?
Das fertige Granulat wird aus der Fließbettanlage in einen Auffangbehälter abgefüllt. Bei den meisten Chargenanlagen kippt der Produktbehälter zur Seite oder ein Ventil am Boden öffnet sich, und die Schwerkraft erledigt den Rest.
Bevor es weitergeht, werden die Granulate in der Regel gesiebt. Nicht, weil sie wie das Nassgranulat einer intensiven Zerkleinerung bedürfen, sondern um größere Klumpen aufzubrechen, die sich in der Nähe der Düse oder an den Wänden des Behälters gebildet haben. Ein kurzer Durchlauf durch ein grobes Sieb reicht dafür aus.
Anschließend werden die Granulate in einen Mischer gegeben und dort kurz mit einem Gleitmittel – in der Regel Magnesiumstearat – vermischt. Das Gleitmittel verhindert, dass die Granulate während der Tablettenherstellung an den Presswerkzeugen haften bleiben. Wird zu lange gemischt, sinkt die Tablettenhärte. Wird zu kurz gemischt, kommt es zu Verkleben und Festsetzen in der Presse. Eine kurze Mischzeit von zwei bis fünf Minuten ist in der Regel ausreichend.
Die fertige, geschmierte Mischung wird anschließend in eine Press- oder Verkapselungsanlage befördert. Ordnungsgemäß hergestellte Granulate gewährleisten eine optimale Maschinenleistung, was zu gleichbleibenden physikalischen Eigenschaften der endgültigen Darreichungsform führt.
Prozessvariablen und was sie steuern
Eine Handvoll Einstellungen bestimmt das gesamte Ergebnis. Ändert man auch nur eine davon, verschiebt sich das Ergebnis – manchmal auf eine Weise, die erst sichtbar wird, wenn die Tablets in die Testphase gehen.
Ansauglufttemperatur. Legt fest, wie schnell das Wasser das Bett verlässt. In der pharmazeutischen Industrie liegen die Temperaturen üblicherweise zwischen 40 °C und 80 °C. Bei hohen Temperaturen gewinnt die Trocknung das Rennen gegen die Benetzung. Die Granulate bleiben klein, da das Bindemittel trocknet, bevor es viele Körner miteinander verbindet. Bei niedrigen Temperaturen sammelt sich Feuchtigkeit an. Die Granulate werden größer, aber das Bett kann überflutet werden, wenn man nicht aufpasst.
Luftdurchsatz. Legt fest, wie gut das Bett schwebt. Bei zu wenig Luft hebt sich das Pulver kaum. Die Körner bleiben liegen, anstatt sich zu vermischen, das Bindemittel verteilt sich ungleichmäßig, und die Granulate werden überall herausgeschleudert. Zu viel Luft treibt die Feinanteile direkt in die Abluftfilter. Der optimale Wert sorgt dafür, dass alles schwebt und wälzt, ohne dass Produkt aus dem Bett geblasen wird.
Sprühmenge. Wie schnell die Bindemittelflüssigkeit in das Bett eindringt. Dies ist die Variable, die bei der Entwicklung die meisten Probleme verursacht. Sprüht man schneller, als die Luft trocknen kann, wird das Bett überflutet. Sprüht man langsamer als nötig, verdunstet das Bindemittel, bevor es seine Wirkung entfalten kann. Die Abstimmung der Sprühgeschwindigkeit auf die Trocknungskapazität macht den größten Teil des Entwicklungsaufwands aus.
Luftdruck an der Düse. Legt die Größe der aus der Düse austretenden Tropfen fest. Höherer Druck führt zu einem feineren Sprühnebel, der mehr Kornoberflächen gleichzeitig benetzt. Bei geringerem Druck entstehen größere Tropfen, die auf weniger Stellen auftreffen und dazu neigen, klumpige, ungleichmäßige Körner zu bilden.
Bindungsfestigkeit. Eine dickflüssigere Bindemittelmischung (beispielsweise 10% PVP im Vergleich zu 5%) führt zu klebrigeren Tropfen. Klebrigere Tropfen bilden größere, dichtere Granulate. Geht man jedoch zu weit, überschreiten die Granulate die Zielgröße oder verwandeln sich in harte Klumpen, die sich widersetzen, wenn man versucht, sie zu Tabletten zu pressen.
Diskontinuierlich versus kontinuierlich
Die meisten Granulationsprozesse mit Wirbelschicht in der Pharmaindustrie laufen als Chargenverfahren ab. Die Trommel befüllen, den Zyklus durchlaufen lassen, das Produkt entleeren, reinigen, wiederholen. Ein Chargenverfahren lässt sich leichter nachverfolgen, einfacher abnehmen und besser eindämmen, wenn etwas schiefgeht. Eine fehlerhafte Charge ist eben eine fehlerhafte Charge. In einem kontinuierlichen System kann sich ein Problem über Stunden hinweg auf das Produkt auswirken, bevor es jemand bemerkt.
Allerdings gewinnt die Nonstop-Fließbettgranulierung zunehmend an Bedeutung. Die Anlagen sind kompakter. Die Produktionsleistung pro Quadratfuß Stellfläche ist höher. Bei Produkten, die rund um die Uhr in großen Mengen hergestellt werden, spricht die Kostenrechnung schon recht schnell für die Nonstop-Variante.
Bei Nonstop-Anlagen wird das Pulver an einem Ende eines langen Fließbetts zugeführt, in einem mittleren Bereich Bindemittel aufgesprüht und das trockene Granulat am anderen Ende herausgeschoben. Wie lange das Pulver im Bett verbleibt, hängt von der Betttiefe und der Luftgeschwindigkeit ab. Sonden, die Feuchtigkeit und Korngröße messen, überwachen das Endprodukt in Echtzeit und melden Abweichungen, bevor diese zu einem echten Problem werden.
Häufige Probleme auf der Strecke
Das Bett ist zusammengebrochen. Das fluidisierte Pulver fällt plötzlich ab und kommt zum Stillstand. Dies tritt typischerweise auf, wenn die zugeführte Flüssigkeitsmenge die Verdunstungskapazität des Systems übersteigt, wodurch das Material überbenetzt wird und die Fluidisierung verloren geht. Zu den Abhilfemaßnahmen gehören die Verringerung der Sprühmenge, die Erhöhung der Zulufttemperatur oder die Steigerung des Prozessluftstroms.
Der Binder trocknet in der Luft. Die Flüssigkeit verwandelt sich in Staub, bevor sie das Pulver erreicht. Es bilden sich nie wirklich Granulate. Die Partikelgröße nach dem Sprühen bleibt gegenüber dem ursprünglichen Trockenzustand unverändert. Um dieses Problem zu beheben, senken Sie die Einlasstemperatur, erhöhen Sie die Bindemittelzufuhr oder verstellen Sie die Düsenposition nach unten.
Große Auswahl an Größen. Die daraus resultierende Partikelgrößenverteilung ist stark verzweigt. Zu den Ursachen zählen unregelmäßige Fluidisierungsmuster, teilweise verstopfte Düsen oder eine ungleichmäßige Bindemittelzufuhr. Bei der Fehlerbehebung sollte der Schwerpunkt auf der Überprüfung der Verteilerplatte, der Reinigung der Zerstäubungswege und der Überprüfung der Pumpenkalibrierung liegen.
Zu viele Fehler nach dem Trocknen. Die Granulate zerbrechen bei der Handhabung. Mögliche Ursachen sind eine zu geringe Bindemittelkonzentration, eine ungeeignete Bindemittelauswahl oder eine zu lange Trocknungszeit, was zu bröckeligen Granulaten führt. Als Lösung bietet sich entweder eine Anpassung der Rezeptur durch Zugabe von mehr Bindemittel oder eine Verkürzung der Endtrocknungszeit an.
An den Wänden klebten Sachen. Materialablagerungen an der Innenseite der Kammer deuten auf eine Überbenetzung hin. Dies tritt auf, wenn der Sprühnebel die Seitenwände berührt oder wenn die Flüssigkeitsmenge den verfügbaren Luftstrom übersteigt. Durch eine Neupositionierung der Spritzpistole und eine Verringerung der Fördermenge lässt sich dieses Problem beheben.
Abschluss
Die Zusammenfassung mehrerer Prozessschritte in einer einzigen Verarbeitungskammer bietet erhebliche Effizienzgewinne. Eine erfolgreiche Umsetzung erfordert eine sorgfältige Abstimmung der thermodynamischen Variablen, insbesondere die Anpassung der Flüssigkeitszugabe an die Verdampfungsleistung bei gleichzeitiger Überwachung der Fluidisierungsdynamik. Bei korrekter Durchführung entsteht ein robustes Zwischenprodukt, das sich ideal für die nachgelagerte Hochgeschwindigkeitsverarbeitung eignet.