Aller au contenu
Aller au contenu Une machine à emballer sous blister a beaucoup de choses à faire sous le capot. Si vous travaillez autour d'une machine ou si vous achetez votre première unité, il est très utile de connaître le nom des pièces de la machine à blisters pour chaque composant. Cela vous facilitera la vie en cas de panne ou de remplacement d'un élément.
Le fait de pouvoir nommer la pièce exacte qui pose problème est également très utile lorsque vous vous adressez à des fournisseurs ou que vous demandez l'intervention d'un technicien de maintenance.
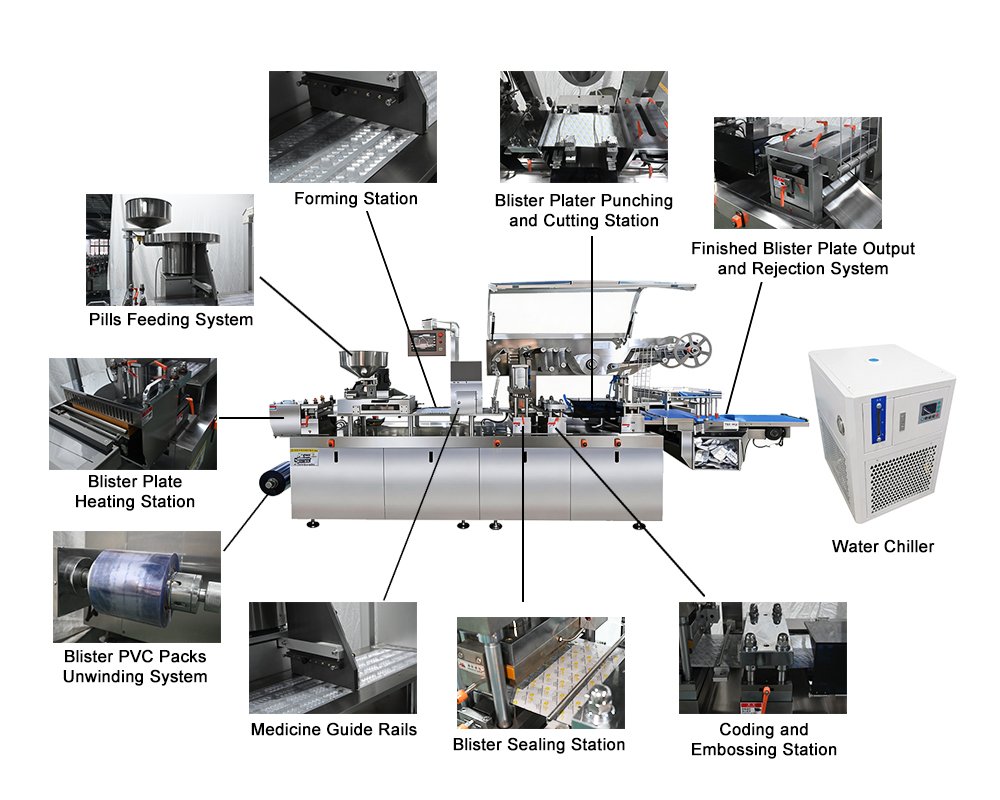
1. Système de déroulement
Tout commence par le système de déroulement. C'est là que se trouvent les rouleaux de film de formage, généralement en PVC ou en aluminium PTP, et qu'ils sont introduits dans la machine à une vitesse contrôlée.

Il y a un mécanisme de freinage qui empêche le rouleau de tourner librement lorsque la machine fait une pause. Si ce frein ne fait pas son travail, le film se relâche. Et qui dit jeu dit problèmes d'alignement à tous les postes suivants.
Le contrôle de la tension est également important. Un film trop lâche se froisse. S'il est trop tendu, il s'étire ou se déchire.
Sur les machines utilisant deux matériaux (comme le PVC d'un côté et le film d'operculage en aluminium de l'autre), vous trouverez des stations de déroulement séparées pour chaque matériau. Elles nécessitent leurs propres réglages de tension car les matériaux se manipulent différemment.
2. Station de chauffage
Le film de formage ne peut être mis en forme qu'après avoir été chauffé. C'est tout le travail de la station de chauffage.

Des plaques chauffantes supérieures et inférieures amènent le film à la bonne température. Les films en PVC ont besoin d'une température d'environ 120 à 140 degrés Celsius. Le polypropylène est plus chaud, entre 140 et 150 degrés.
Si vous vous trompez de température, vous le saurez rapidement. Si la température est trop basse, les cavités sont peu profondes ou de travers. Si la température est trop élevée, vous brûlez le film ou l'amincissez par endroits.
La plupart des machines offrent des commandes séparées pour les plaques supérieure et inférieure, et la plaque supérieure se soulève pour faciliter les changements et l'entretien.
3. Station de formage
La station de formage est l'endroit où les cavités des blisters sont réellement fabriquées. Si vous vous êtes déjà demandé ce qui donne sa forme à un blister, c'est ici.

Deux méthodes sont courantes. Le thermoformage pousse un film chauffé dans un moule à l'aide d'air comprimé ou de bouchons. Le formage à froid fonctionne différemment et utilise un poinçon et une matrice pour presser les films à base d'aluminium dans la forme sans aucune chaleur.
Les ampoules formées à froid bloquent mieux l'humidité et la lumière que les ampoules thermoformées. C'est pourquoi les entreprises pharmaceutiques les utilisent pour les médicaments sensibles.
Le moule doit correspondre exactement à la taille et à la forme du produit contenu dans le blister. À produit différent, moule différent. C'est ainsi que l'on passe d'une taille d'emballage à l'autre sur la même machine.
La profondeur de la cavité est un point sur lequel les gens se trompent plus souvent qu'on ne le pense. Trop peu profonde, le produit est écrasé lors du scellage. Trop profonde, vous gaspillez de la matière à chaque cycle.
La plupart des moules sont en aluminium ou en acier. Ils résistent bien à condition de les nettoyer et de les inspecter régulièrement.
4. Rails de guidage
Personne ne parle vraiment des rails de guidage. Pourtant, il s'agit de l'une des pièces des machines d'emballage sous blister qui vous causent de véritables maux de tête lorsqu'elles ne sont pas en place.

Ils courent le long de la machine et maintiennent le film formé centré lorsqu'il se déplace d'une station à l'autre. Même une petite dérive signifie que les cavités ne s'aligneront pas lors du remplissage, du scellage ou de la découpe.
Cela signifie qu'il y a de la ferraille. C'est l'une de ces choses où un décalage de deux millimètres peut tout bouleverser en aval.
Les systèmes de rails de guidage sont généralement réglables en fonction des différentes largeurs de film. Sur les machines plus longues, il peut y avoir plus d'un jeu à différents points de la ligne, et chacun d'eux doit être vérifié lors des changements.
Un rail de guidage plié ou usé provoque des blocages qui peuvent être très difficiles à résoudre si l'on ne pense pas à le vérifier. Cela vaut la peine d'y jeter un coup d'œil à chaque fois que vous effectuez un entretien de routine.
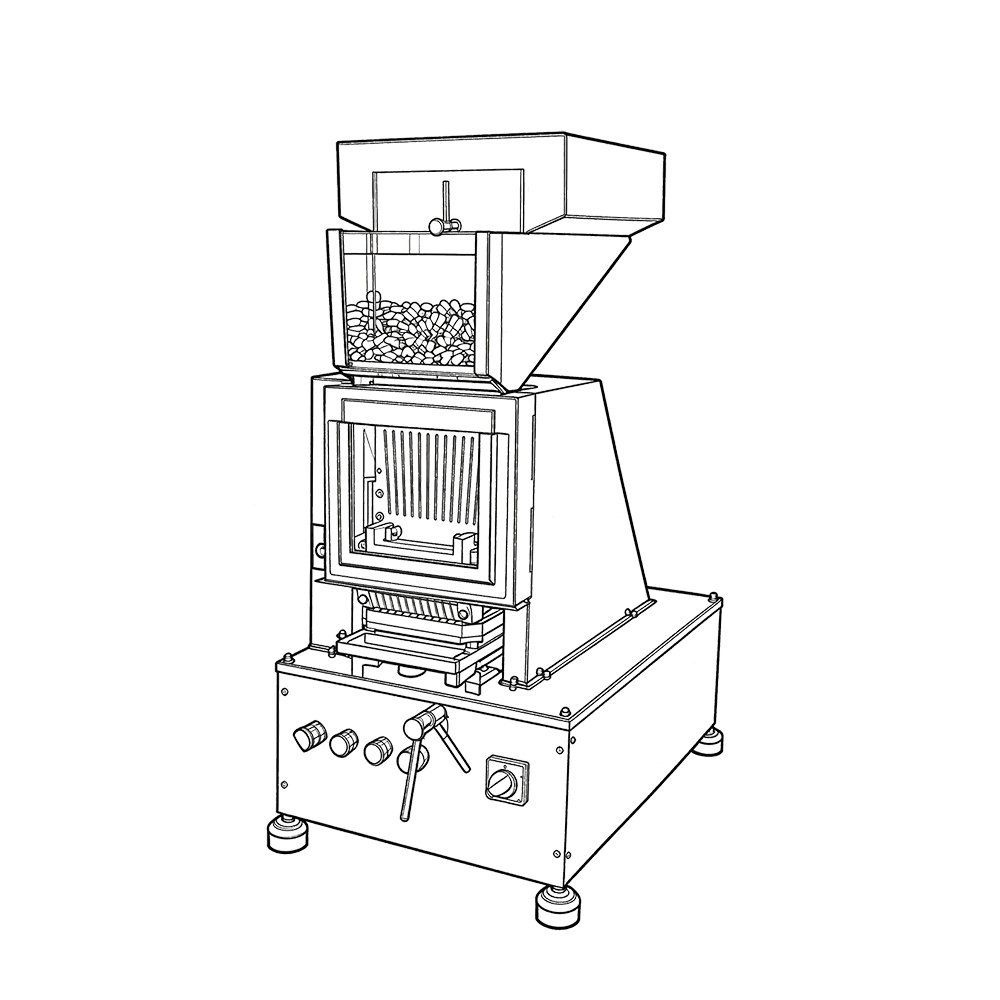
5. Système d'alimentation
Le système d'alimentation est ce qui fait tomber le produit dans les cavités du blister après qu'elles ont été formées. Il se présente différemment selon ce que vous emballez.

Pour les comprimés et les capsules, il y a généralement une trémie, une sorte de bol vibrant ou d'alimentateur à brosse, et un mécanisme de tri qui oriente chaque pièce avant qu'elle ne tombe dans une cavité. Certains utilisent la gravité. D'autres utilisent des poussoirs mécaniques.
Si le margeur ne peut pas suivre le rythme de la station de formage, tout se ralentit. Les erreurs d'alimentation sont encore pires, car elles se transforment en rejets. De nombreuses machines pharmaceutiques sont équipées de capteurs qui détectent les cavités vides ou doublement remplies avant que l'emballage ne passe à l'étape suivante.
L'adaptation de l'alimentateur à un nouveau produit nécessite des essais et des erreurs. La forme, le poids et l'enrobage influencent tous la manière dont les comprimés se déplacent dans le système. Ce qui fonctionne pour un comprimé rond non enrobé peut se bloquer sur un comprimé ovale enrobé.
Certaines machines haut de gamme sont équipées de systèmes de caméras au niveau de la station d'alimentation, qui examinent chaque cavité après le remplissage. Si la caméra détecte un comprimé cassé ou une double alimentation, elle signale l'emballage avant même qu'il n'atteigne la soudeuse.
6. Poste de scellement
Une fois les cavités remplies, la station de scellage ferme le tout. Elle colle un matériau d'operculage sur le dessus, généralement du papier d'aluminium. Certaines installations utilisent une feuille d'aluminium ou de plastique doublée de papier.

C'est la chaleur et la pression qui font le travail. Une plaque chauffée pousse le couvercle vers le bas sur le film formé et les lie ensemble.
Les deux réglages doivent être corrects. Si le réglage est trop bas, le joint est faible et laisse entrer l'air et l'humidité. S'il est trop élevé, vous écraserez ce qui se trouve à l'intérieur de la cavité.
N'oubliez pas que les matériaux d'operculage ne se scellent pas tous de la même manière. L'aluminium se scelle à une température différente de celle du film plastique. Si vous passez d'un produit à l'autre, n'oubliez pas de l'ajuster.
Sur les lignes pharmaceutiques, la moindre faille dans le joint d'étanchéité peut ruiner un produit. La plupart des installations testent régulièrement la résistance des joints dans le cadre du contrôle de qualité.
La plaque d'étanchéité s'use avec le temps. C'est normal. Mais les plaques usées créent des points chauds et des points froids, de sorte que certains joints sont plus étanches que d'autres. Il vaut mieux s'en apercevoir rapidement que d'avoir à mettre à la casse toute une série de produits.
7. Station de codage et de gaufrage
Entre le scellage et la découpe, la plupart des machines disposent d'une station qui inscrit des informations sur les emballages. Numéros de lot, dates de péremption, codes de lot. Toutes ces informations.

Le gaufrage presse le texte dans la feuille afin qu'il soit en relief et lisible sans encre. L'impression se fait par jet d'encre ou transfert thermique. Le choix de la méthode dépend du matériau et des réglementations en vigueur sur le marché. Certains produits nécessitent les deux, avec un gaufrage sur la feuille et un texte imprimé sur la carte.
Il est facile d'ignorer ce poste jusqu'à ce que quelque chose se passe mal. Mais si un code de lot est manquant ou ne peut être lu, ce lot peut être retiré. Les chaînes pharmaceutiques utilisent également cette station pour la sérialisation, car de nombreux marchés exigent désormais des identifiants uniques sur chaque emballage.
8. Station de refroidissement
Juste après le scellage, la bande de blister est encore chaude. Il n'est pas possible de l'envoyer directement à la découpeuse. La station de refroidissement fait d'abord baisser la température.

Essayez de couper un matériau chaud et vous le verrez se déformer et coller à l'outillage. Le refroidissement permet au joint de se raffermir et de ne pas se désolidariser lorsque la bande est déplacée.
La plupart des installations utilisent des plaques réfrigérées ou des ventilateurs qui soufflent de l'air frais sur la bande. C'est simple, mais on s'aperçoit vite que cela ne fonctionne pas.
Si la bande est encore chaude lorsqu'elle arrive sur le poste de coupe, il faut s'attendre à des bords rugueux et à des coupes déformées. Certains opérateurs essaient de raccourcir le temps de refroidissement pour accélérer la ligne. Mauvaise idée. Cela cause presque toujours plus de problèmes que cela n'en résout.
9. Station de poinçonnage et de découpe
C'est là que la bande continue est découpée en paquets individuels ou en feuilles perforées. Cela semble assez simple, mais une mauvaise coupe détruit un blister par ailleurs de bonne qualité. L'outillage doit donc être parfait.

Il utilise un emporte-pièce qui tamponne la bande en un seul mouvement net. Mais si cette matrice est émoussée ou même légèrement désalignée, vous obtiendrez des bords irréguliers et des coupes partielles.
Certaines machines ajoutent également un outil de perforation à ce stade, afin que les utilisateurs puissent détacher les blisters individuels d'une carte sans ciseaux. C'est la norme dans la plupart des emballages pharmaceutiques aujourd'hui.
Les déchets de coupe doivent être acheminés quelque part et, sur une ligne très fréquentée, il y en a beaucoup. Le système de collecte des déchets s'en charge.
Ne remettez pas à plus tard l'entretien de la matrice. Une matrice émoussée exerce une pression sur le système d'entraînement et peut perturber la synchronisation des autres stations de la ligne.
10. Panneau de commande et automate
Le panneau de commande relie l'ensemble de la machine. Températures, vitesses, alarmes, données de production. Tout est géré à partir d'ici.

La plupart des machines d'emballage sous blister fonctionnent à l'aide d'un automate programmable qui gère la synchronisation de chaque station. Formation, remplissage, scellage, découpe. L'automate assure la synchronisation de l'ensemble, de sorte que rien n'est déréglé.
L'écran tactile vous permet de voir ce qui se passe sur la machine en temps réel. Et lorsque quelque chose se casse, le panneau enregistre les défauts afin que vous puissiez comprendre ce qui s'est passé et à quel moment.
De nombreuses machines récentes vous permettent d'enregistrer des paramètres sous forme de recettes pour différents produits. Ainsi, lorsque vous changez de format de blister, il vous suffit de charger l'ancienne recette au lieu de tout saisir à nouveau.
Certaines lignes connectent même le panneau à un réseau à l'échelle de l'usine afin que les responsables puissent vérifier les chiffres de production et l'OEE depuis leur bureau.
11. Système de sortie et de rejet
Les emballages finis sortent de la machine au niveau du système de sortie. Il s'agit parfois d'un convoyeur qui alimente une étuyeuse. Parfois, il s'agit simplement d'un empileur pour la manutention manuelle. Tout dépend de la configuration.

En général, un système de rejet est également intégré. Si des capteurs placés en amont de la chaîne signalent qu'il manque du produit, que la soudure est mauvaise ou qu'il y a une erreur d'impression, l'emballage est automatiquement rejeté de la ligne principale.
Sur les lignes pharmaceutiques réglementées, le système de rejet doit être validé et documenté. Il ne s'agit pas seulement d'attraper les mauvais emballages. Il faut prouver qu'ils ont effectivement été retirés.
À ce stade, des compteurs permettent de suivre la production totale, les bons paquets et les rejets. Ces données sont intégrées dans les rapports de production. Si les taux de rejet commencent à augmenter, cela signifie généralement qu'un élément en amont doit être pris en compte, et les données du compteur vous orientent dans la bonne direction.
Conclusion
Une machine à emballer sous blister comporte de nombreux éléments, et lorsqu'une pièce commence à faire des siennes, le produit fini vous le signale généralement assez rapidement. Connaître le nom des pièces d'une machine à blisters pour chaque composant élimine une grande partie du travail de dépannage.
Et honnêtement, cela vous aide beaucoup lorsque vous êtes au téléphone pour commander des pièces ou expliquer un problème à un technicien. C'est bien mieux que de dire “ce truc près du milieu de la machine”.”