 Ir al contenido
Ir al contenido 
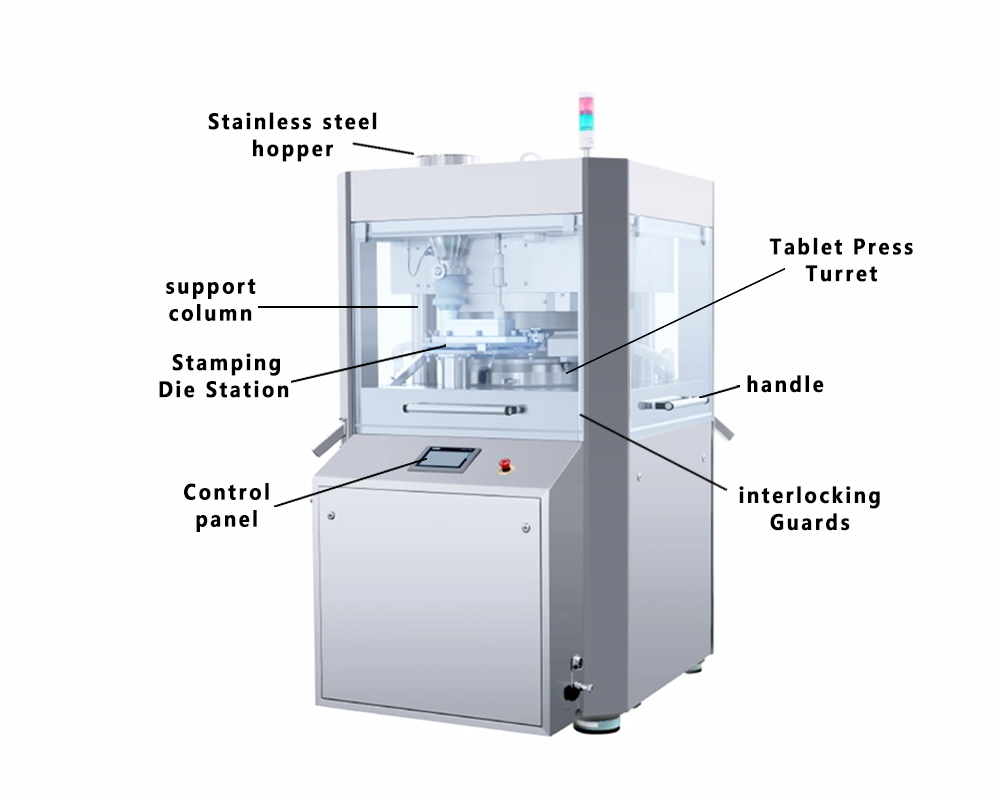




Prensa rotativa de tabletas de alta velocidad GZP570-41/51/61/65
El Serie GZP570 Las prensas rotativas de alta velocidad para tabletas se desarrollaron, diseñaron y fabricaron siguiendo los estándares técnicos y generales internacionales para prensas de tabletas. Estas máquinas cuentan con un diseño innovador y bien planificado, un alto nivel de automatización en los sistemas eléctricos, un funcionamiento fiable y una apariencia elegante e impactante. Son la opción ideal para actualizar equipos en... Industrias farmacéuticas y de suplementos de salud.

¿Necesita una cotización personalizada?
¿Necesita más información sobre este producto? ¡Contacte con nuestro equipo de ventas hoy mismo!
Características principales
Datos técnicos
Detalles de la máquina
Preguntas frecuentes
Solicitud
Reseñas Aún no hay opiniones
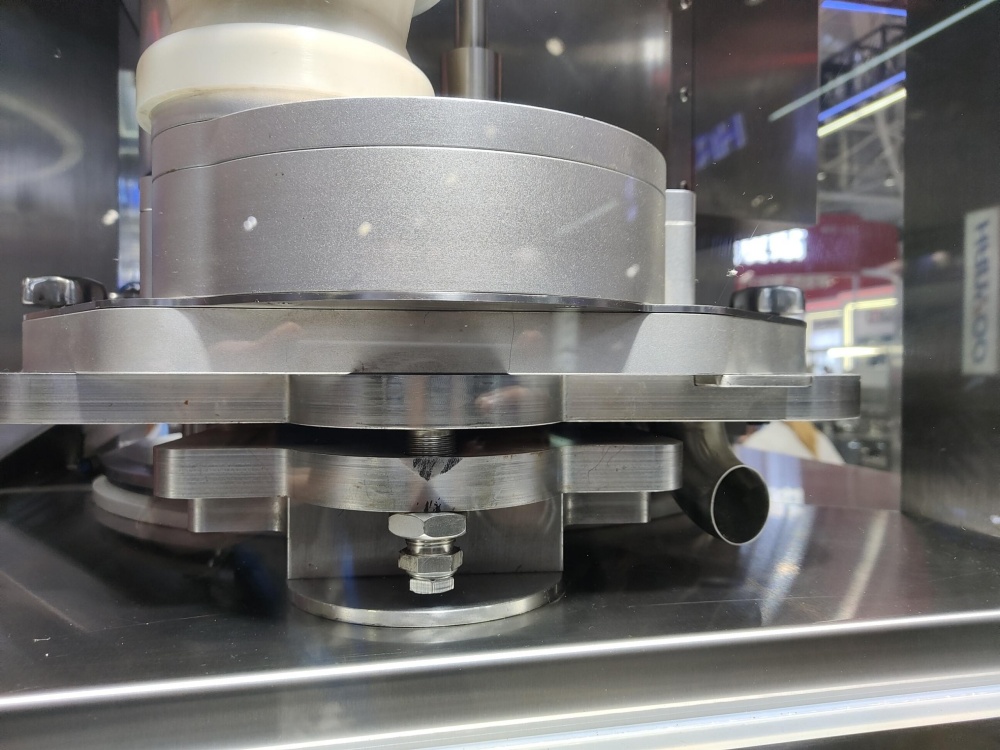
1. La máquina cuenta con un eficiente sistema de presión con precompresión y compresión principal. Su espaciamiento reducido entre rodillos, rodillos de presión de gran tamaño y diseño especial evitan la deformación bajo presión. cargas pesadas, asegurando Peso y dureza precisos de la tableta.
2. La torreta gira rápidamente, con la velocidad en el centro de los orificios de la matriz sobre 100 mallas por minutoEl prensado a doble cara puede producir hasta 450.000 tabletas por hora, satisfaciendo las necesidades de grandes fábricas farmacéuticas.
3. El rodillo de presión superior está conectado al sensor de presión mediante un mecanismo de palanca, lo que proporciona una alta precisión de medición.
4. Un sistema de lubricación automática lubrica los rieles guía superior e inferior, los rodillos de presión principales y las varillas de punzón superior e inferior. Puede ajustar el... frecuencia de lubricación y la hora directamente en el pantalla táctil para obtener la mejor lubricación, reducir el ruido y hacer que las piezas duren más.
5. El dispositivo de alimentación está fijado al cuerpo principal para una gran estabilidad. El sistema de alimentación forzada mantiene... brecha constante con la torreta. La bandeja de alimentación de doble hoja funciona bien con diferentes materias primas, y el dispositivo de mezcla y llenado garantiza que el polvo se llene completamente y evita que las partículas finas y gruesas se separen.
| Modelo | GZP570-41 | GZP570-51 | GZP570-61 | GZP570-65 | |
| Número de estaciones | 41 | 51 | 61 | 65 | |
| Estándar de herramientas | D | B | CAMA Y DESAYUNO | BBS | |
| Presión principal máxima (KN) | 100 | ||||
| Prepresión máxima (KN) | 40 | ||||
| Diámetro máximo de la tableta (mm) | Tableta redonda | 25 | 18 | 13 | 11 |
| tableta irregular | 25 | 19 | 16 | 13 | |
| Profundidad máxima de limado (mm) | 20 | 18 | 15 | 15 | |
| Grosor máximo de la tableta (mm) | 10 | 8 | 6 | 6 | |
| Velocidad máxima de la torreta (r/min) | 60 | ||||
| Capacidad máxima de producción (unidades/hora) | 295200 | 367200 | 439200 | 468000 | |
| Potencia del motor (kW) | 11 | 7.5 | 7.5 | 7.5 | |
| Tamaño total (mm) | 1420*1200*1850 | ||||
| Peso de la máquina (kg) | 3500 | ||||

La máquina utiliza una torreta giratoria que aloja punzones y matrices superiores e inferiores. A medida que la torreta gira, los punzones son guiados por levas. El proceso implica:
Relleno: El punzón inferior desciende, creando una cavidad en la matriz. Un sistema de alimentación la llena de polvo.
Medida: Se raspa el exceso de polvo.
Compresión: Los punzones superior e inferior se unen entre dos rodillos pesados, comprimiendo el polvo y formando una tableta.
Expulsión: El punzón inferior se eleva, expulsando la tableta terminada de la matriz, que luego es guiada fuera de la máquina.
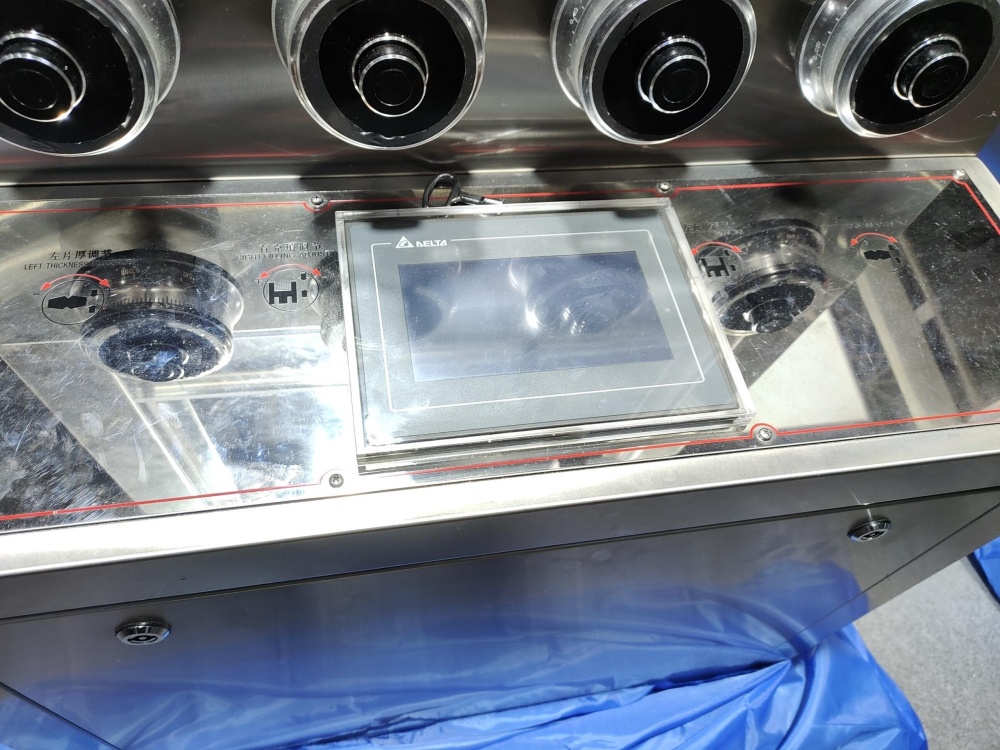
El peso de la tableta está controlado principalmente por el profundidad de relleno o llenar leva. Ajustar la profundidad de llenado modifica el volumen de polvo en la cavidad del molde antes de la compresión. Un llenado más profundo resulta en una tableta más pesada. Importante: Después de cambiar la profundidad de llenado, debe volver a verificar y ajustar la dureza y el grosor de la tableta.
La dureza y el espesor están controlados por el fuerza de compresión principal.
Aumento de la fuerza de compresión: Eleva el rodillo de compresión principal. Esto aplica más presión, lo que resulta en un más difícil y disolvente tableta.
Disminución de la fuerza de compresión: Baja el rodillo de compresión principal, lo que da como resultado una más suave y más grueso tableta.
El peso y la dureza están interrelacionados: cambiar uno a menudo requiere ajustar el otro.
La adherencia (el polvo se adhiere a la pared de la matriz) y el desprendimiento (el polvo se adhiere al punzón de grabado) suelen estar relacionados con la formulación:
Humedad: Alta humedad o humedad en el polvo.
Lubricante insuficiente o incorrecto: (por ejemplo, estearato de magnesio).
Superficies de perforación rugosas: Punzones rayados, picados o mal pulidos.
Tiempo de permanencia incorrecto: Un tiempo de compresión demasiado corto puede provocar que el uso de determinadas API queden estancadas.
Limpie bien la máquina, eliminando todos los residuos de polvo.
Inspeccione visualmente los punzones y matrices para detectar daños o desgaste.
Revise y lubrique las guías y las levas según el programa del fabricante.
Verifique que todos los enclavamientos de seguridad estén funcionando.
Compruebe si hay pernos o piezas sueltas.
No hay un cronograma fijo. Depende de:
Naturaleza abrasiva de la formulación: Algunos materiales desgastan las herramientas más rápidamente.
Horas de producción: Realice un seguimiento del número de horas de funcionamiento de cada conjunto.
Calidad de la tableta: Cámbielos cuando observe una caída constante en la calidad (variación de peso, taponamiento, atascamiento) que no se pueda resolver con ajustes.
Inspección visual: Revise periódicamente si hay rayones, astillas y desgaste en las puntas del punzón y los orificios de la matriz.
Protecciones entrelazadas: La máquina no puede funcionar si las puertas o los paneles de acceso están abiertos.
Botones de parada de emergencia: Ubicados en múltiples puntos de fácil acceso.
Válvulas de alivio de presión: Proteja el sistema hidráulico contra la sobrepresurización.
Sistema de captura de punzones: Evita que los punzones salgan expulsados a alta velocidad en caso de rotura.
Interruptores de velocidad cero: Asegúrese de que la torreta esté detenida para realizar mantenimiento.
Documentación: Mantener registros de todas las operaciones, limpieza y mantenimiento de la máquina.
Control de cambios: Documente cualquier cambio en los parámetros o piezas.
Calibración: Calibre periódicamente los sistemas de control de peso y fuerza.
Trazabilidad del material: Utilice herramientas específicas para productos específicos para evitar la contaminación cruzada.
Limpieza a fondo: Siga los procedimientos de limpieza validados entre lotes de productos.






Reseñas de clientes
Aún no hay opiniones. Sé el primero en opinar sobre este producto
Escribe una reseña






