Aller au contenu
Aller au contenu Les personnes qui découvrent pour la première fois un atelier de revêtement par lit fluidisé s’attendent toujours à quelque chose de sophistiqué. Des bras de pulvérisation automatisés, peut-être. Des robots pilotés par ordinateur. Au lieu de cela, elles découvrent une cuve en acier remplie de poudre en suspension et quelqu’un qui y plonge une pièce métallique chaude à l’aide d’une pince. Personne ne s’attend à ce que la technologie soit aussi rudimentaire.
Aussi simple que cela puisse paraître, chaque étape de ce processus comporte toutefois des détails importants. Si vous en sautez une ou si vous la précipitez, vous vous retrouverez avec des pièces qui s'écaillent, forment des bulles ou vous sont renvoyées par le client dans un colis portant la mention “ rejeté ”.” Voici comment se déroule l'ensemble du processus, du métal nu à la couche de finition.
Commencez par la poudre
Avant de procéder au revêtement, l'atelier doit s'assurer que le réservoir contient la poudre appropriée. Le revêtement par lit fluidisé utilise une résine thermoplastique réduite en une poudre fine. Le métal chaud la fait fondre au contact. Une fois que le métal a refroidi, cette résine fondue se solidifie pour former une coque dure autour de la pièce.
Le nylon domine le marché dans la plupart des ateliers spécialisés dans les lits fluidisés. Les polyamides 11 et 12 sont omniprésents. Le polyéthylène est un autre matériau majeur, moins cher et très prisé pour les biens de consommation. Le PVC est utilisé pour les applications électriques. Viennent ensuite le polypropylène et certains mélanges de polyoléfines, qui répondent aux besoins de projets spécialisés ponctuels.
Chaque poudre fond à une température différente et se comporte différemment dans la cuve. Si vous choisissez la mauvaise, tout le lot est bon à jeter. À quoi la pièce doit-elle résister ? À des produits chimiques ? Au soleil et à la pluie ? Au contact alimentaire ? À des frottements huit heures par jour ? La réponse vous orientera vers la résine à choisir.
Une chose qui prend souvent les gens au dépourvu, c'est la durée de conservation. Si vous laissez un sac de poudre ouvert dans l'atelier pendant une semaine, il absorbe l'humidité. Des grumeaux se forment. Des impuretés s'y infiltrent. Avant de remplir le réservoir, tamisez la poudre et jetez tout ce qui ne s'effrite pas facilement. Consacrer cinq minutes à cette opération vous évitera bien des maux de tête pendant toute une journée de travail.
Nettoyage du métal
La plupart des défauts de revêtement trouvent leur origine à cette étape. Une pièce peut sembler parfaitement propre, mais il peut encore y avoir une fine couche d’huile de coupe ou de calamine qui y adhère. C’est tout ce qu’il faut. La poudre se dépose dessus, tout semble normal au début, puis, trois semaines plus tard, tout le revêtement commence à se décoller par plaques.
Les ateliers abordent cette tâche de plusieurs façons. Le sablage au sable ou au gravier est la méthode la plus courante. Il élimine la rouille, la vieille peinture et la calamine, et confère au métal une surface rugueuse à laquelle la peinture en poudre adhère bien. Les pièces trop fines ou trop fragiles pour être sablées passent plutôt dans une cuve de lavage alcalin, qui dissout la graisse et les huiles d'usinage sans abîmer la surface. Certaines entreprises procèdent également à une étape de phosphatation, qui dépose une couche chimique ultra-fine permettant au revêtement d'adhérer encore mieux.
Dans la plupart des cas, on applique l'apprêt après le nettoyage. Les pièces exposées à l'extérieur et tout ce qui est destiné à être utilisé dans un environnement corrosif devraient vraiment recevoir une couche d'apprêt avant l'application de la peinture en poudre. Cela assure une meilleure adhérence et offre une deuxième barrière contre la rouille. C'est une mesure peu coûteuse qui s'avère très rentable à long terme.
Voici une astuce rapide pour savoir si une pièce est vraiment propre : appuyez un doigt nu dessus. Une empreinte digitale est-elle visible ? C'est qu'il y a de la graisse sur le métal. Il faut donc la remettre au lavage.
Masquage
Filetages, trous de boulons, alésages de roulements, points de contact électriques. Ces zones ne doivent pas comporter de plastique ; elles sont donc obturées avant que la pièce ne passe au four.
Les bouchons et capuchons en silicone assurent l'essentiel du travail. Ils s'enfoncent dans les trous et s'enfilent sur les goujons, et résistent aux températures du four sans se détériorer. Les surfaces planes qui doivent rester dégagées sont recouvertes de ruban adhésif résistant aux hautes températures ou d'une pâte de masquage spéciale.
Un masquage bâclé ne se remarque qu’une fois que la pièce est déjà enduite et refroidie. À ce stade, quelqu’un se retrouve penché sur un établi, un cure-dent à la main, à gratter le plastique séché qui s’est incrusté dans un filetage. Ce n’est pas vraiment une bonne façon d’utiliser son temps. Prendre le temps de bien réaliser le masquage dès le départ prend deux minutes de plus, mais permet d’économiser une heure de retouches.
Mise en place du lit fluidisé
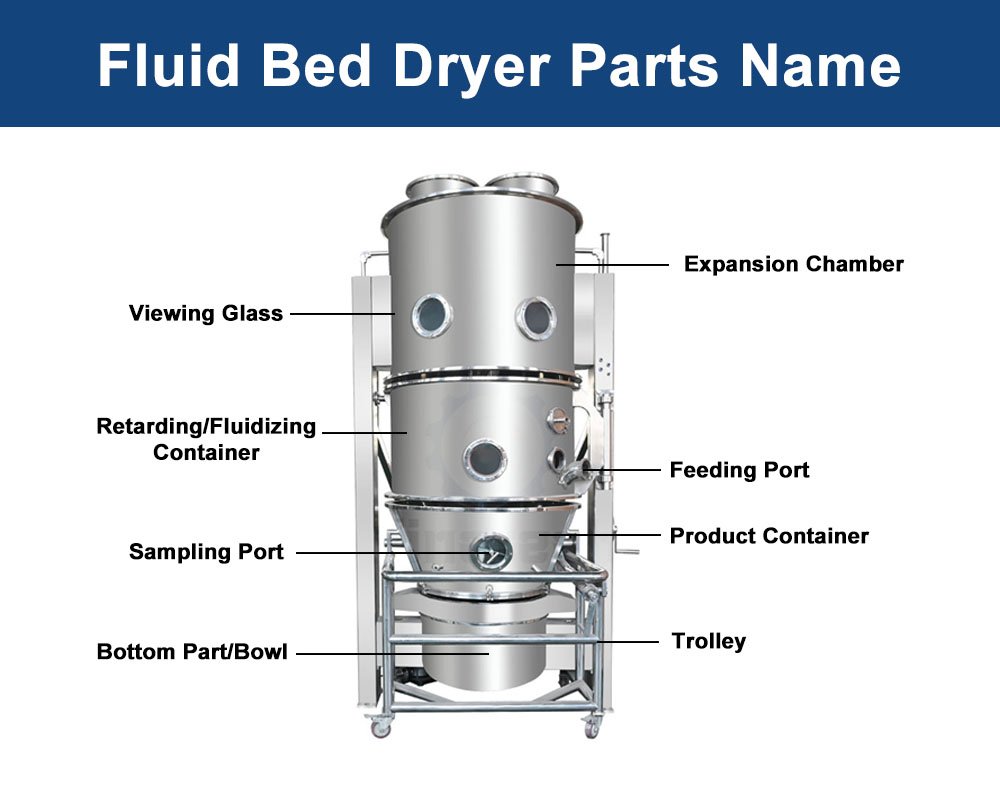
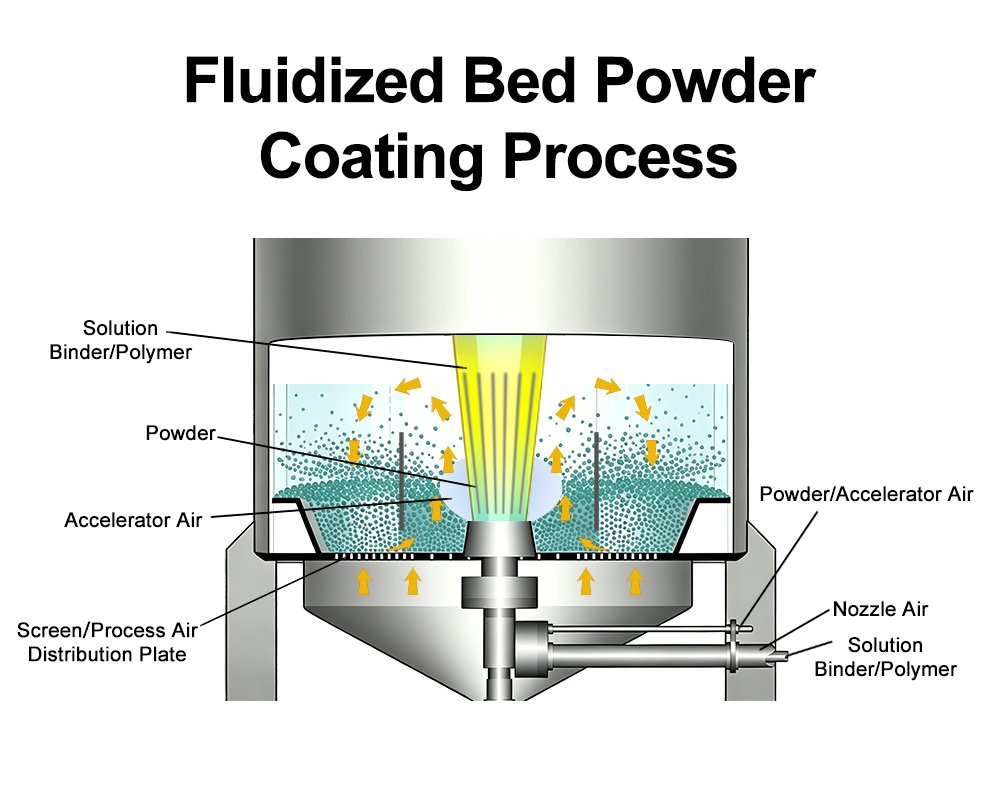
Le réservoir est de conception simple. Il s'agit d'un caisson en acier ouvert sur le dessus. Une plaque ou une membrane poreuse est placée à mi-hauteur à l'intérieur. Sous cette plaque se trouve la chambre de distribution, un espace hermétique dans lequel l'air comprimé est injecté. La poudre est déposée au-dessus de la plaque.
Lorsque l'air est activé, il s'infiltre à travers la membrane dans le lit de poudre. Les grains s'écartent les uns des autres et commencent à flotter. Un lit qui mesurait 24 pouces à l'état statique va gonfler jusqu'à environ 29 ou 30 pouces dès que l'air commence à circuler. Une bonne fluidisation ressemble à un mijotage tranquille. Toute la surface doit bouillonner doucement, sans zones immobiles.
Il faut un peu de tâtonnement pour régler correctement le débit d'air. Si le lit de poudre manque d'air, la poudre décolle à peine. Une pièce plongée dans un lit de poudre à moitié inactif en ressort tachetée. Si le débit d'air est trop important, la poudre jaillit par-dessus les parois de la cuve et envoûte toute la zone.
Avant d'y introduire les pièces de série, quelqu'un devrait enfoncer une cheville ou une main gantée dans le lit et tâter le fond. Tout est souple et meuble ? C'est bon. Vous sentez une bosse dure ou une zone morte près du fond ? Arrêtez-vous et cherchez la cause. Membrane bouchée, alimentation en air irrégulière ou vieille poudre compactée qui n'a pas été tamisée.
Préchauffage
La pièce est ensuite placée dans le four à convection. La température dépend du type de poudre présent dans le réservoir. Le polyéthylène et le PVC se situent dans la fourchette basse, entre 350 °F et 400 °F environ. Le nylon nécessite une chaleur nettement plus élevée, et les pièces en fil fin recouvertes de nylon peuvent nécessiter une température de 550°F ou plus, car le métal ne conserve pas l'énergie très longtemps une fois sorti du four.
La chaleur doit atteindre le centre de la pièce, et pas seulement sa surface. Imaginez un support en acier brûlant au toucher à l’extérieur, mais dont le cœur reste froid. Ce support épuise son énergie thermique avant la fin de l’immersion. Les parties minces, qui chauffent le plus rapidement, se retrouvent avec la couche la plus épaisse. Les parties épaisses, encore assez froides à l'intérieur, n'absorbent pratiquement pas de poudre. Il en résulte un revêtement plus épais là où il devrait être le plus fin, et plus fin là où il devrait être le plus épais.
Le temps de cuisson dépend de la pièce. Entre vingt et trente minutes pour une pièce en acier épaisse. Entre cinq et huit minutes pour une pièce légère en fil métallique. Il n’y a pas de raccourci pour déterminer ces durées sur une nouvelle pièce. Il faut tester des échantillons, mesurer l’épaisseur du revêtement, ajuster, puis recommencer.
La vitesse de transfert entre le four et la cuve mérite également qu'on s'y attarde. Une pièce perd entre 50 et 100 degrés lorsqu'on la transporte à la main à travers l'atelier. Les ateliers les plus avisés installent le four juste à côté de la cuve. Certains utilisent même des convoyeurs à rouleaux ou des systèmes de rails aériens pour réduire ce temps de transfert à quelques secondes.
Trempage
La pièce est maintenue par un gabarit, un support ou une pince. Le point de prise doit se situer à un endroit qui restera non revêtu ou qui sera retouché par la suite. Abaissez la pièce progressivement dans le bac. Les mouvements saccadés ou rapides font tourbillonner la poudre et entraînent une couverture inégale.
La poudre fond au contact du métal chaud et commence à former un film presque instantanément. En déplaçant lentement la pièce à travers le lit, en l'inclinant et en la faisant tourner, on s'assure que chaque surface soit recouverte de poudre. Les creux, les angles intérieurs, les cordons de soudure, les croisements de fils : le lit les atteint tous, car la pièce est entourée de poudre en suspension de tous les côtés.
La durée de trempage détermine l’épaisseur du revêtement. Deux ou trois secondes pour une couche plus fine, d’environ 8 à 10 mils. Près de huit ou dix secondes pour dépasser les 20 mils. À un certain moment, le métal refroidit en dessous de la température de fusion de la poudre et la poudre fraîche s’accumule simplement sous forme de grains secs au lieu de se fondre. Lorsque ce phénomène commence à se produire, la pièce est retirée de la cuve.
Savoir exactement à quel moment retirer la pièce est une compétence qui s'acquiert avec la pratique. La poudre se comporte différemment autour d'une pièce encore très chaude et autour d'une pièce qui commence à refroidir. Les opérateurs expérimentés savent l'apprécier en observant la façon dont la poudre s'écoule près de la surface. Les opérateurs débutants ont tendance à se fier à un chronomètre jusqu'à ce qu'ils acquièrent ce coup d'œil.
Post-chauffage
Pour les pièces lourdes et épaisses, on saute souvent cette étape. La masse thermique emmagasinée dans le métal permet au revêtement de rester en fusion suffisamment longtemps pour s'étaler de lui-même de manière homogène. On le place directement sur la grille de refroidissement.
La situation est différente pour les pièces plus légères. Le métal fin évacue la chaleur si rapidement que la poudre à la surface peut se figer en cours d’écoulement. Au lieu d’un film lisse, la finition est bosselée et rugueuse. Une texture en peau d’orange. Cela ne passe pas le contrôle qualité. Un deuxième passage au four, réglé entre 300 et 350 °F pendant cinq à dix minutes, apporte suffisamment de chaleur au film pour qu’il se stabilise et s’aplanisse.
Il ne faut surtout pas régler la température du four trop haut après la cuisson. Si vous la réglez trop haut, l'enrobage glissera des bords, s'affaissera sur les faces verticales ou s'accumulera au fond de la pièce. Dans ce cas, mieux vaut opter pour une cuisson lente à basse température.
Refroidissement
La pièce ne doit pas être manipulée, empilée ni emballée tant qu'elle est encore chaude. Laissez-la d'abord revenir à température ambiante.
La plupart des ateliers se contentent d'accrocher la pièce à un support et de s'en aller. L'air fait le reste. Cela prend un certain temps, mais le revêtement n'est jamais soumis à des contraintes et la pièce reste parfaitement droite.
Vous avez besoin d'un traitement plus rapide ? Un bain-marie à température ambiante permet de fixer le revêtement en quelques secondes. Les ateliers à fort volume s'appuient sur cette technique pour maintenir des temps de cycle serrés. Attention toutefois : il arrive que le nylon se fissure sur certaines géométries de pièces lorsqu'il est refroidi trop rapidement. Effectuez toujours des essais sur des échantillons avant de passer au refroidissement à l'eau pour une nouvelle référence de pièce.
Inspection
Aucune pièce peinte ne quitte l'atelier sans avoir été inspectée. Au minimum, trois points sont vérifiés.
Commençons par l'épaisseur. Prenez une jauge magnétique ou à courants de Foucault et mesurez plusieurs endroits autour de la pièce. La fiche technique indique les valeurs minimales et maximales. Si une mesure se situe en dehors de cette plage, il faut ajuster un paramètre en amont. Des mesures trop élevées indiquent généralement que la pièce était trop chaude ou qu'elle est restée trop longtemps sur le plateau. Des mesures trop faibles indiquent une perte de chaleur pendant le transfert ou la présence de zones froides dues à un four qui ne chauffe pas uniformément.
Passons maintenant à l'adhérence. Prenez une lame tranchante, tracez un « X » dans le revêtement, puis essayez de le décoller. Une pièce correctement préparée ne cédera pas du tout. Le revêtement se décolle sans presque aucune pression ? Cela signifie que le nettoyage ou l'application de l'apprêt n'ont pas été effectués correctement à un moment donné.
Enfin, procédez à un contrôle visuel rapide. Inspectez toute la surface à la recherche de trous d’épingle, de cloques, de métal nu apparent, d’affaissements, d’une texture rugueuse ou de toute couleur qui semble anormale. Chaque type de défaut est un indice. Les trous d’épingle sont souvent dus à un dégazage. Les affaissements indiquent que la température du four de post-cuisson était trop élevée. Les zones non recouvertes signifient généralement que l’opérateur a omis une partie lors du trempage. Connaître la signification de chaque défaut permet d’accélérer considérablement le dépannage.
Certains clients souhaitent également connaître la durée des essais au brouillard salin, les indices de résistance aux chocs ou les résultats des essais de flexion sur des échantillons prélevés dans le lot. L'exhaustivité des essais dépend de l'utilisation finale de la pièce. Une grille de cuisine et un boîtier médical sont en effet destinés à des environnements très différents.
Contrôle de l'épaisseur
L'épaisseur du revêtement dépend de trois facteurs.
La température de la pièce au moment où elle entre dans le four. Plus le métal est chaud, plus il fait fondre de poudre. Il suffit d'augmenter la température du four de 25 degrés pour que l'épaisseur de la couche finale augmente de plusieurs mils, sans modifier aucune autre variable.
La durée pendant laquelle la pièce reste immergée. Plus cette durée est longue, plus le métal reste en contact avec la poudre avant d'atteindre le point de fusion de la résine.
La poudre elle-même. Les particules plus fines permettent d'appliquer des couches plus fines. Les plus grossières s'accumulent plus rapidement. La qualité de la fluidisation du lit joue également un rôle important ici, car un lit inactif n'entre pas en contact avec la pièce de manière aussi uniforme qu'un lit actif.
Pour déterminer l'épaisseur cible d'un lot de production, il faut procéder par essais et erreurs. Il faut revêtir quelques pièces d'essai, les mesurer à l'aide d'une jauge, ajuster la température du four ou la durée de trempage, puis refaire l'opération. Il faut répéter ce processus jusqu'à ce que les valeurs soient conformes aux spécifications. Une fois ce stade atteint, la recette reste constante d'une pièce à l'autre, sans pratiquement aucun écart.
Conclusion
Nettoyage, masquage, préparation de la pièce, chauffage, immersion, post-chauffage si nécessaire, refroidissement, inspection. Huit étapes pour passer de l'acier nu à une pièce revêtue finie. Aucune d'entre elles ne nécessite un doctorat. Mais chacune doit être réalisée correctement, sinon la suivante ne tiendra pas la route. Les ateliers qui produisent d'excellentes pièces revêtues année après année sont ceux qui refusent de négliger la moindre de ces étapes.
Avis de droit d'auteur :
Vous ne pouvez pas reproduire, modifier, publier, afficher, transmettre ou exploiter de quelque manière que ce soit le contenu de ce site web, ni utiliser ce contenu pour constituer une base de données de quelque nature que ce soit, sans l'autorisation écrite expresse et préalable de Finetech Group. Pour obtenir l'autorisation d'utiliser le contenu, veuillez contacter : info@pharmamachinecn.com.
Clause de non-responsabilité:
Les informations contenues dans cet article sont fournies à titre d'information générale uniquement. L'entreprise ne garantit pas l'exactitude, la pertinence, l'actualité ou l'exhaustivité des informations, et l'entreprise n'assume aucune responsabilité en cas d'erreur ou d'omission dans le contenu de cet article.