Ir al contenido
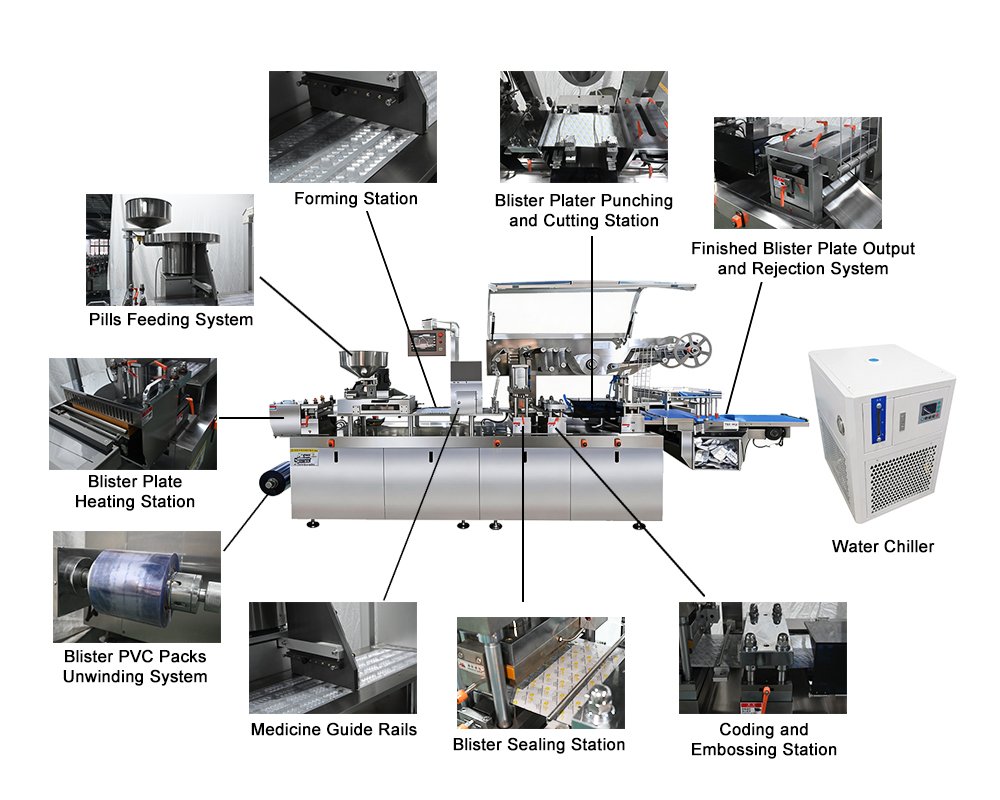
Ir al contenido Una máquina de envasado en blíster tiene muchas cosas que hacer bajo el capó. Si trabaja con una o está comprando su primera unidad, merece la pena conocer el nombre de las piezas de cada componente. Le hará la vida más fácil cuando algo se rompa o haya que cambiarlo.
Saber el nombre exacto de la pieza que está fallando también ayuda mucho a la hora de hablar con los proveedores o de llamar al servicio técnico.
1. Sistema de desbobinado
Todo empieza en el sistema de desenrollado. Aquí es donde se sitúan los rollos de película conformada, normalmente PVC o aluminio PTP, y los introduce en la máquina a una velocidad controlada.

Hay un mecanismo de freno que impide que el rollo gire libremente cuando la máquina se detiene. Si el freno no funciona, la película se afloja. Y la holgura significa problemas de alineación en todas las estaciones posteriores.
El control de la tensión también es importante. Una película demasiado floja se arruga. Si está demasiado tensa, se estirará o se romperá.
En las máquinas que trabajan con dos materiales (como PVC por un lado y papel de aluminio para tapas por el otro), encontrará estaciones de desbobinado separadas para cada uno. Necesitan sus propios ajustes de tensión porque los materiales se manejan de forma diferente.
2. Estación de calefacción
La lámina conformada no puede moldearse hasta que no se ha calentado. Ese es todo el trabajo de la estación de calentamiento.

Las placas calefactoras superior e inferior elevan la película a la temperatura adecuada. Las películas de PVC necesitan entre 120 y 140 grados Celsius. Las de polipropileno se calientan más, entre 140 y 150.
Si te equivocas con la temperatura, lo sabrás enseguida. Demasiado baja y las cavidades saldrán poco profundas o torcidas. Si es demasiado alta, la película se quemará o se diluirá en algunos puntos.
La mayoría de las máquinas ofrecen controles separados para las placas superior e inferior, y la placa superior se levanta para facilitar los cambios y el mantenimiento.
3. Estación de conformado
La estación de formado es donde realmente se hacen las cavidades del blíster. Si alguna vez se ha preguntado qué da forma a un blíster, es aquí.

Existen dos métodos habituales. El termoformado empuja la película calentada dentro de un molde utilizando aire comprimido o tapones. El conformado en frío funciona de forma diferente y utiliza un punzón y una matriz para dar forma a las láminas de aluminio sin calor.
Las ampollas formadas en frío bloquean la humedad y la luz mejor que las termoformadas. Por eso las farmacéuticas las utilizan para medicamentos sensibles.
El molde tiene que coincidir con el tamaño y la forma exactos de cualquier producto que vaya en el blíster. Producto diferente, molde diferente. Así es como se cambia de tamaño de envase en la misma máquina.
La profundidad de la cavidad es algo que la gente estropea más de lo que se piensa. Demasiado poco profunda y el producto se aplasta durante el sellado. Demasiado profunda y se desperdicia material en cada ciclo.
La mayoría de los moldes son de aluminio o acero. Aguantan bien siempre que se mantengan al día con la limpieza y la inspección.
4. Carriles guía
Nadie habla de los raíles guía. Pero son una de esas piezas de las máquinas de envasado de blísteres que te darán verdaderos quebraderos de cabeza cuando estén sueltas.

Se desplazan a lo largo de la máquina y mantienen centrada la lámina formada a medida que se desplaza de una estación a otra. Incluso una pequeña desviación significa que las cavidades no se alinearán con el llenado, el sellado o el corte.
Y eso significa chatarra. Es una de esas cosas donde un cambio de dos milímetros puede echar todo a perder aguas abajo.
Los sistemas de raíles guía suelen ser ajustables para diferentes anchuras de película. En las máquinas más largas, puede haber más de un conjunto en distintos puntos de la línea, y cada uno de ellos debe comprobarse durante los cambios.
Un carril guía doblado o desgastado provoca atascos que pueden ser realmente difíciles de solucionar si no se piensa en comprobarlo. Merece la pena echarle un vistazo cada vez que hagas el mantenimiento rutinario.
5. Sistema de alimentación
El sistema de alimentación es lo que deja caer el producto en las cavidades del blíster una vez formadas. Su aspecto varía en función de lo que se envase.

Para comprimidos y cápsulas, suele haber una tolva, algún tipo de bol vibratorio o alimentador de cepillo, y un mecanismo de clasificación que orienta cada pieza antes de que caiga en una cavidad. Algunas utilizan la gravedad. Otros utilizan empujadores mecánicos.
Si el alimentador no puede seguir el ritmo de la estación de formado, todo se ralentiza. Los errores de alimentación son aún peores porque se convierten en rechazos. Muchas máquinas farmacéuticas tienen sensores que detectan cavidades vacías o con doble relleno antes de que el envase avance.
Ajustar el alimentador a un nuevo producto requiere ensayo y error. La forma, el peso y el recubrimiento influyen en el movimiento de los comprimidos a través del sistema. Lo que funciona con un comprimido redondo sin recubrimiento puede atascarse con uno ovalado recubierto.
Algunas de las máquinas de gama más alta tienen sistemas de cámaras en la estación de alimentación que observan cada cavidad después del llenado. Si la cámara detecta un comprimido roto o una doble alimentación, marca el envase antes incluso de que llegue a la selladora.
6. Estación de sellado
Una vez rellenadas las cavidades, la estación de sellado lo cierra todo. Pega un material de tapa sobre la parte superior, que suele ser papel de aluminio. Algunos sistemas utilizan papel de aluminio o plástico.

El calor y la presión hacen el trabajo real aquí. Una placa caliente empuja la tapa hacia abajo sobre la película formada y las une.
Ambos ajustes deben ser correctos. Si el ajuste es demasiado bajo, el sellado es débil, lo que permite la entrada de aire y humedad. Si es demasiado alto, se aplastará lo que haya dentro de la cavidad.
Tenga en cuenta que no todos los materiales de sellado son iguales. El aluminio se sella a una temperatura diferente que el papel de aluminio con soporte de plástico, así que si cambia de producto, no olvide ajustarlo.
En las líneas farmacéuticas, incluso una pequeña fisura en el precinto puede arruinar un producto. La mayoría de las instalaciones comprueban regularmente la resistencia del precinto como parte del control de calidad.
La placa de sellado se desgasta con el tiempo. Eso es normal. Pero las placas desgastadas crean puntos calientes y puntos fríos, por lo que al final algunas juntas están más apretadas que otras. Es mejor detectarlo a tiempo que tener que desechar toda una serie.
7. Estación de codificación y estampación
Entre el sellado y el corte, la mayoría de las máquinas tienen una estación que pone información en los envases. Números de lote, fechas de caducidad, códigos de lote. Todo eso.

El gofrado presiona el texto en la lámina para que quede en relieve y sea legible sin tinta. La impresión utiliza inyección de tinta o transferencia térmica. El método que elija dependerá del material y de la normativa de su mercado. Algunos productos necesitan ambos métodos: el gofrado en la lámina y el texto impreso en la tarjeta.
Es fácil pasar por alto esta estación hasta que algo va mal. Pero si falta un código de lote o no puede leerse, ese lote puede ser retirado. Las líneas farmacéuticas también utilizan esta estación para la serialización, ya que muchos mercados exigen ahora identificadores únicos en cada envase.
8. Estación de refrigeración
Justo después del sellado, la tira de blíster aún está caliente. No se puede enviar directamente a la cortadora. La estación de refrigeración baja primero la temperatura.

Pruebe a cortar material caliente y verá cómo se deforma y se pega al utillaje. El enfriamiento permite que la junta se endurezca para que no se deshaga al mover la tira.
La mayoría de las instalaciones utilizan placas refrigeradas o ventiladores que soplan aire frío sobre la banda. Es sencillo, pero se nota enseguida cuando no funciona.
Si la banda aún está caliente cuando llega a la estación de corte, es de esperar que presente bordes ásperos y cortes deformados. Algunos operarios intentan acortar el tiempo de enfriamiento para acelerar la línea. Mala idea. Casi siempre causa más problemas de los que resuelve.
9. Estación de punzonado y corte
Aquí es donde la tira continua se corta en paquetes individuales u hojas perforadas. Parece sencillo, pero un mal corte arruina un buen blíster. El utillaje debe ser el correcto.

Utiliza un troquel que atraviesa la tira con un movimiento limpio. Pero si el troquel está desafilado o ligeramente desalineado, obtendrá bordes irregulares y cortes parciales.
Algunas máquinas añaden también una herramienta de perforación en esta fase, para que los usuarios puedan arrancar blísteres individuales de una tarjeta sin tijeras. Esto ya es habitual en la mayoría de los envases farmacéuticos.
El material sobrante del corte tiene que ir a alguna parte, y en una línea con mucho trabajo hay mucho. El sistema de recogida de residuos se encarga de ello.
Y no posponga el mantenimiento del troquel. Un troquel desafilado somete a tensión el sistema de accionamiento y puede afectar a la sincronización de otras estaciones de la línea.
10. Panel de control y PLC
El panel de control une toda la máquina. Temperaturas, velocidades, alarmas, datos de producción. Todo se gestiona desde aquí.

La mayoría de las máquinas de envasado en blíster funcionan con un PLC que controla los tiempos de cada estación. Formación, llenado, sellado, corte. Mantiene todo sincronizado para que nada se descontrole.
La pantalla táctil le permite ver lo que ocurre en la máquina en tiempo real. Y cuando algo se rompe, el panel registra los fallos para que pueda averiguar qué falló y cuándo.
Muchas máquinas nuevas permiten guardar los ajustes como recetas para distintos productos. De este modo, cuando se cambia de tamaño de blíster, basta con cargar la receta anterior en lugar de volver a introducir todos los datos.
Algunas líneas incluso conectan el panel a una red de toda la planta para que los responsables puedan comprobar los números de producción y la OEE desde su mesa.
11. Sistema de salida y rechazo
Los envases terminados salen de la máquina por el sistema de salida. A veces se trata de una cinta transportadora que alimenta una estuchadora. A veces es sólo un apilador para la manipulación manual. Depende de la configuración.

También suele haber un sistema de rechazo integrado. Si los sensores de una fase anterior de la línea detectan que falta producto, que el precinto es defectuoso o que hay un error de impresión, el envase se retira automáticamente de la línea principal.
En las líneas farmacéuticas reguladas, el sistema de rechazo debe estar validado y documentado. No se trata sólo de detectar los envases defectuosos. Hay que demostrar que realmente se retiraron.
En esta fase, los contadores registran la producción total, los paquetes buenos y los rechazados. Estos datos se incluyen en los informes de producción. Si las tasas de rechazo empiezan a aumentar, suele significar que hay algo que requiere atención, y los datos del contador son los que indican la dirección correcta.
Conclusión
En una envasadora de blísteres intervienen muchas cosas, y cuando una pieza empieza a fallar, el producto acabado suele advertirlo con bastante rapidez. Conocer el nombre de las piezas de la máquina de envasado en blíster para cada componente elimina muchas de las conjeturas de la solución de problemas.
Y, sinceramente, ayuda mucho cuando estás al teléfono pidiendo piezas o explicando un problema a un técnico de servicio. Mucho mejor que decir “esa cosa cerca del centro de la máquina”.”